Plastic and Polymer Technology (PAPT) Volume 2 Issue 4, December 2013
www.seipub.org/papt
Thermal Degradation Behavior of
Mechanically Alloyed Mixtures of High
Density Polyethylene (HDPE) and Petroleum
Coke
S. Sharma1, R. Khanna2, D.D. Mishra1, V. Agarwala1, V. Sahajwalla2
Department of Metallurgical and Materials Engineering, Indian Institute of Technology, Roorkee, India
Centre for Sustainable Materials Research and Technology, School of Materials Science and Engineering, The
University of New South Wales, Sydney, Australia
2
*ritakhanna@unsw.edu.au
Abstract
Significant quantities of waste plastics generated worldwide
have resulted in a serious environmental issue. A number of
recycling approaches are developed as alternatives to
incineration and landfilling. The modification of polymer
degradation behaviour through mechanical alloying is
reported in this study. The thermal degradation behaviour of
50:50 blends of High density polyethylene (HDPE) and
petroleum coke has been investigated using mechanical
alloying (milling) at speeds ranging between 100 to 300 rpm
and for periods up to 5 hours. Milled specimens were
characterised using SEM and x-ray diffraction; and their
thermal degradation behaviour was investigated using
thermo-gravimetric analyser (TGA) for temperatures up to
1200C. Whereas HDPE specimens showed a tendency
towards flattening out and increased surface area during
collisions in ball mills, petroleum coke particles tended to
break down into smaller particles. Coke/HDPE blends
showed significant microstructural evolution with increasing
speeds and time including fracture, strain hardening and rewelding. X-ray diffraction results showed clear evidence for
increasing amorphous component in petroleum coke without
much influence on HDPE crystallinity. Thermo-gravimetric
results showed a significant increase in the overall
degradation and much higher weight losses associated with
mechanical alloying. This study has shown that mechanical
alloying could be used to speed up the thermal degradation
of coke/plastic blends during pyrolysis; and this
modification could be used to process plastic waste at
relatively lower temperatures or over shorter time periods.
Keywords
HDPE; Petroleum Coke; Mechanical Alloying
Introduction
Global demand for plastic products has increased
steadily over the past several decades and will
continue to expand in future with expanding
economies. As most of the plastics cannot be easily
returned to the natural carbon cycle, plastics waste
constitutes a major environmental problem. Key
plastic
waste
management
methods
include
incineration and landfilling, both of which are
associated with a number of negative environmental
impacts [Westerhout 1997, Denison 1996]. Although
energy is recovered during incineration, it is
sometimes accompanied by the emission of harmful
by-products and noxious gases. Landfilling can only
be located in specific geographic circumstances, and
occupy valuable space in highly populated areas and
poses the threat of methane emissions. Landfilling
option
becomes
economically
as
well
as
environmentally unviable. Recycling is considered as
an important option for managing waste plastics and
could play a significant role in sustainable
developments in the field. In this respect, the pyrolysis
of plastic materials has received much attention due to
the possibility of converting these wastes into useful
energy products or valuable chemicals [Sakata 1999,
Predel 2000, Kaminsky 2004].
Among various types of plastic wastes, High Density
Polyethylene (HDPE) constitutes a significant
proportion of the total waste in the form of several
products from automotive industry, toy market and
various other products [Williams 1997]. HDPE is semicrystalline and consists of macromolecules of
hydrocarbons with significant intrinsic energy content
and a very high calorific value [Kirchner 1996]. HDPE
has a higher content of hydrogen than coals and coke
[Galli 2001, Liu 1995, Sakurovs 2003]. With the aim to
develop a novel recycling approach for polymeric
87
www.seipub.org/papt
Plastic and Polymer Technology (PAPT) Volume 2 Issue 4, December 2013
waste, we report an investigation on the influence of
mechanical alloying on the thermal degradation
behaviour of mixtures of HDPE and coke and on the
carbon yield as a function of temperature. Mechanical
alloying (MA)refers to high energy ball milling
technique employed to process solid-state multiphase
materials [Horvat 1999]. The MA is expected to induce
radical chain scissions within polymer particles [Lu
1998], which could couple with coke and produce a
more stable blend by grafting. The aim of this study is
to develop a fundamental understanding of the
influence of processing parameters of mechanical
alloying on thermal degradation of HDPE and coke
mixtures. Detailed investigations on 50:50 blends of
HDPE with Petroleum coke weare reported in this
paper. The effects of milling speed and time were
investigated using Scanning electron microscopy
(SEM/EDS), thermo-gravimetric analysis and X-ray
diffraction. Key modifications to polymer degradation
behaviour were discussed.
kV. A scan rate of 2/min was used to record
diffraction patterns in the 2 range of 580. The SEMEDAX images were recorded on a Quanta Fei-200
electron microscope and the samples were coated with
a thin gold layer.
Results and Discussion
Microstructural Evolution
Mechanical alloying is known to modify the
microstructure of constituents through repeated
welding, fracturing, and re-welding [Nesarikar 1997].
The morphology of the initial powders gets modified
when subjected to ball collisions at high speeds for
extended periods of time. The SEM micrographs of
HDPE and petroleum coke individually milled at 80
rpm for 30 min in a tumbling ball mill are shown in
Figure 1a and 1b respectively.
Experimental
Powders of HDPE and Petroleum coke (PC) were
separately milled for 2 hours in a tumbling ball mill
with a 2:1 ball to powder ratio at 80 rpm to
obtainparticles of mesh size -48 to +65 (average particle
size 210-300 ) and -65 to +100 (average particle size
105-125 ). The results of C, H, and N (wt %) carried
out on CHNS analyzer (Exeter Analytical Inc. Model
No. CE-440 Elemental Analyzer) are given in Table 1.
Ball milling of 50:50 mixture of HDPE/PC was carried
out in planetary mill in agate jars. Ball milling was
carried out at speeds of 100, 200 and 300 rpm for times
ranging between 15 and 90 min in air. A ball to
powder ratio of 30:1 was used in these experiments.
Some studies were also carried out at 300 rpm for
periods up to 10 hours.
TABLE 1 ELEMENTAL ANALYSIS OF CONSTITUENTS
Sl. No.
1
2
Material
Size: 25545
Petroleum coke
HDPE
95.86
85.39
0
14.92
Thermo-gravimetric analysis of individual constituents
and alloyed blendswas performed on a PerkinElmer
Pyris
Diamond
thermal
analyzer.
Samples
(weights~1015 mg) were placed in a platinum
crucible and heated up to 1500C at a heating rate of
10C/min in nitrogen at a flow rate of 100 ml/min. The
X-ray diffraction pattern (XRD) of milled powders
were recorded on a Bruker AXS Diffractometer using
Cu K ( = 1.5418 ) radiation and a nickel filter at 35
88
FIGURE 1 SEM MICROGRAPHS OF (a) HDPE AND (b)
PETROLEUM COKE AFTER BEING INDIVIDUALLY MILLED AT
80 rpm FOR 30 min.
SEM micrographs show that the particles of HDPE,
being quite ductile, were found to get flattened on
milling; however, the particles of PC were found to be
quite small and were similar in shape and size. SEM
results for the milled mixture (PC & HDPE in
50:50proportion) are shown in Figure 2; of which
Figure 2a shows results for 200 rpm milling for 90
minutes and Figure 2b is for milling at 300 rpm.
Significant differences could clearly be seen.
The ball-powder-ball collisions result in the formation
of finer powder particles as seen in Figure 2a, and in
the cold welding of particulates as seen in Figure 2b.
The consequences of milling of powder depend on the
basic characteristics of constituent particles, e.g.,
ductile particles end up with higher deformation with
subsequently better agglomeration i.e., cold welding,
Whereas harder particles inhibit the re-welding
processes. In Figure 2a, it can be seen that the extent of
breaking increased with increment in the milling speed
from 80 (for as received powder) to 200 rpm. This
Plastic and Polymer Technology (PAPT) Volume 2 Issue 4, December 2013
would in-turn increase the contact area of different
particles and enhance the inter diffusion process. Both
HDPE and PC being carbon rich compounds, it was
difficult to differentiate between them during SEMEDAX analysis based on elemental distribution. An
uneven distribution of finer particles of PC was
observed on expanded splats of HDPE at 200 rpm for
90 min (Figure 2 a) which may be explained on the
basis of the brittle nature of PC resulting in larger
diffusivity of PC over HDPE sites. On the other hand,
extended periods of milling help in improving the
work hardening and, consequently the brittleness of
the particles. Therefore, higher extents of milling can
result in finer particles with harder phases.
www.seipub.org/papt
will tend to stick to the container wall.
Thermal Decomposition Behaviour
DTA/TG curves of thermal decomposition of 50:50
blends of HDPE and PC are presented in Figure 3 for a
range of milling speeds and times. Corresponding
results for HDPE and PC have also been included for
sake of comparison. In the TG curve of HDPE, the
weight loss result showed that the degradation
occurred almost completely in one step at 478C. The
TG curve shows that thermal degradation of HDPE
started at 400C and ended at 501C. Two peaks 131C
and 480C corresponding to endothermic reactions are
observed in the DTA curve. The first peak corresponds
to the melting of HDPE, which begins at 105C and
continues up to 160C, without any accompanying
weight loss. The second peak corresponds to the
decomposition reaction. Thermal decomposition of PC
suggested that almost negligible % wt. loss (i.e. 1 %)
was observed in the applied temperature range (251200C) and no peak was observed in the DTA curve.
FIGURE 2 SEM MICROGRAPHS OF 50:50 BLEND OF HDPE AND
PETROLEUM COKE MILLED AT SPEEDS OF (a) 200 rpm AND (b)
300 rpm FOR 90 min
In Figure 2b, the size of the particles was seen to
increase on further increase in milling speed i.e., up to
300 rpm, which causes an increase in frequency of
collision between ball-particle-ball and ball-particlewall of container and helps in the agglomeration of
particles rather than further breaking. It may be
explained by considering that the new surfaces created
due to breaking down of powder particles have high
free energy and can readily be joined together by
application of lower pressure. The external energy in
the form of impact is responsible for the joining of the
nascent surfaces, which results in the agglomerated
particles. Therefore in first case (from 100 to 200 rpm),
the increase in pressure helps in breaking; but in the
latter case (from 200 to 300 rpm) it favors the
agglomeration of particles. Similarly, the uniformity is
expected to increase at higher rpm but at the same
time, too fast speed is not desirous. The upper limit of
rpm is dictated by the critical speed of the ball mill,
because beyond this speed, the balls and the powder
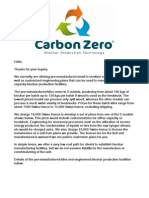
FIGURE 3 DTA/TG ANALYSIS PLOTS OF 50:50 MIXTURES OF
HDPE AND PC MECHANICALLY ALLOYED FOR A RANGE OF
MILLING TIMES AND SPEEDS.
The TG and DTA curves for the coke: HDPE mixture
milled at speeds of 100, 200 and 300 rpm milling speed
for times ranging between 30 and 90 min are shown in
Figure 3. Ball milling was also carried out on
individual constituents; and results for both HDPE
and petroleum coke milled individually at speeds
ranging from 100 to 300 rpm are also shown in the
figure. Milling did not have a significant influence on
their thermal degradation behaviour. The TG curves
89
www.seipub.org/papt
Plastic and Polymer Technology (PAPT) Volume 2 Issue 4, December 2013
for the mixture showed that although decomposition
proceeded in one step, the temperature range of
decomposition was much broader: 366-610C which
was significantly different from HDPE or coke alone.
The major weight loss step occurred between 400508C and exhibited a total weight loss of about 80%.
In DTA curve, the temperature of endothermic peaks
for pure HDPE was observed at 131C (185 mJ/mg)
and 480 C (324 mJ/mg). For mechanically alloyed
mixtures of HDPE and PC for different rpm and time,
the melting enthalpies for the first and second peak
were less than pure HDPE and the peak temperature
for second peak also shifted to 488C. These two
results indicate the presence of amorphous materials in
the milled mixture [Cavalieri 2003]. These results
clearly indicate the formation of mechanical alloys as
the results after milling are significantly different from
those expected from a 50:50 mixture.
FIGURE 4 X-RAY DIFFRACTION PROFILES OF 50:50 HDPE/COKE
BLENDS AFTER BEING MILLED AT 300 rpm FOR PERIODS UP
TO 5 hours.
XRD Analysis
The XRD spectra of mixtures milled at 300 rpm for
periods up to 5 hours is in Figure 4. The XRD spectrum
of HDPE shows two major peaks at 2, 21.6 and 23.98
corresponding to (C2H4)n (110) and (C2H4)n (020) peaks,
respectively. The XRD spectrum of PC shows a broad
peak at 2, 25.4 corresponding to (002) graphite peak.
There are three novel features in these XRD spectra.
Firstly, the crystalline nature of HDPE was affected to
a very small extent even though milling was carried
out at at fairly high speeds and for extended periods of
time. HDPE peaks remained fairly sharp even after
five hours, although a small flattening of peaks could
be observed. Petroleum coke appeared to get affected
to a much greater extent. The (002) peak height
90
showed a continuous decrease with milling time and
has become very broad after 5 hours. Thirdly, an
additional small peak was observed on ~19.5 which
increased slightly with increasing time.
This result indicated that mechanical alloying resulted
in reducing/destroying the crystalline order in
petroleum coke. This has also resulted in enhanced
reactivity as indicated by the corresponding TGA
curves. There was negligible weight loss associated
with 100% petroleum coke during milling at speeds
ranging between 100 to 300 rpm over extended periods,
and HDPE had completely degraded with negligible
levels of residual carbons. The carbon yield was
measured by a LECO analyser; and these materials
were predominantly composed of carbon with very
small levels of impurities. These results are in
agreement with published literature [Uddin 1997].
Therefore, a 50:50 mixture is expected to produce an
average carbon yield of ~50%. However, when
mixtures of HDPE and PC were subjected to
mechanical alloying, the residual weight (carbon yield)
was around 20%. There were only small differences in
carbon yield as a function of milling speed and time.
Mechanical alloying significantly enhanced the rate of
weight loss and therefore the reactivity of petroleum
coke as well as that of HDPE. The rate of weight loss is
linked directly to the dissociation of chemical bonds
and the release of various reaction products; and it can
be used as a measure of the reactivity of the
carbonaceous system. A continuous weight loss was
observed at low temperatures (< 450C), where the
individual constituents have originally shown no
weight loss. This could be attributed to the increased
surface area for HDPE particulates that were
significantly flattened out during milling. The weight
loss was very significant at higher temperature (>
500C); which could be attributed to the amorphisation
of petroleum coke confirmed through the
corresponding XRD results. This result indicated that
amorphous petroleum coke was much more reactive
than crystalline coke showing significantly higher
weight losses. This study has shown that the thermal
degradation behaviour of petroleum coke and HDPE
could be significantly modified through mechanical
alloying of their blends. This modification could in
turn be utilized to speed up thermal transformations in
waste plastics and help develop novel approaches to
their recycling.
Conclusions
The thermal decomposition behaviour of mechanically
Plastic and Polymer Technology (PAPT) Volume 2 Issue 4, December 2013
alloyed mixtures of HDPE and Petroleum coke has
been investigated using TGA and characterized using
SEM and XRD. Milling time and speed are the two
important variables in ball milling that control two
opposite phenomenon i.e. breaking and agglomeration
of particles along with phase transformation. The
speeds of 100 rpm to 300 rpm and times up to 10 hours
were used in this study. The TGA/XRD analysis of the
various mechanically alloyed mixtures pointed
towards phase transformation in the ball-milled
specimens. Petroleum coke was found to undergo
transition from crystalline to amorphous along with
significant increases in reactivity and reduction in
carbon yield. A single stage thermal decomposition of
HDPE was attributed to the decomposition of organic
matter from the sample. While no chemical
transformations were observed in these solid state
reactions, however, it is possible that synergistic effects
in the gaseous or gas-solid phase may occur during
thermal decomposition. This study has shown that the
mechanical alloying of waste plastics with other
carbonaceous materials could be used to modify their
degradation behaviour.
REFERENCES
Cavalieri, F, Padella F. and BourbonneuxS., High energy
mechanical alloying of thermoplastics in carbon dioxide,
Polymer, 43 (2003), 1155-1161.
Denison, R. A. Environmental lifecycle comparisons of
recycling, landfilling and incineration: A review of recent
studies, Annual Review of Energy and the Environment,
21(1996) 191-237.
www.seipub.org/papt
Kirschner, E.M. Recyclings rough adolescence, Chemical
& Engineering News, Vol. 74 (1996), 19-22.
Liu,Z. Zondlo, J.W. and Dadyburjor, D.B.
"Coal/Tire Co-
Liquefaction Using an Iron Sulfide Catalyst Impregnated
In-situ in the Coal," Energy and Fuels, 9 (1995) 673-679.
Lu L. and Lai, M.O. Mechanical Alloying, Kluwer
Academic Publisher, 1998.
NesarikarA.R., KhaitK. and Mirabella, F. Self compatibilization of polymer blends in novel solid state extrusion
(SSSE) pulvarisation, J. Appl. Polymer Science, 63 (1997),
1179-87.
Predel, M, Kaminsky, W., Pyrolysis of mixed polyolefins in
a fluidised-bed reactor and on a pyro-GC/MS to yield
aliphatic waxes, Polymer Degradation and Stability, 70
(2000), 373-385.
Sakata,Y. Yusaku, Uddin,M.A, and Muto, A.Degradation of
polyethylene and polypropylene into fuel oil by using
solid acid and non-acid catalysts, J. Analytical and
Applied Pyrolysis, 51 (1999), 135-155.
Sakurovs,R. Interactions between coking cokes and plastics
during pyrolysis, Fuel, 82 (2003), 1911-16, 2003.
Uddin,A., Koizumi,K. MurataK. and Sakata, Y. Thermal
and catalytic degradation of structurally different types
of polyethylene into fuel oil, Polymer Degradation and
Stability, 56 (1997), 37-44.
Williams, E.A. and Williams, P.T., Analysis of products
Galli P. and Vecellio,G. Technology: driving force behind
derived from the fast pyrolysis of plastic waste, J.
innovation and growth of polyolefins Progress in
Analytical and Applied Pyrolysis, Vol. 40-41 (1997), 347-
Polymer Science, Vol. 26 (2001), 1287-1336.
363.
Horvat N. and FloraT.T. Ng, "Tertiary Polymer Recycling: A
Westerhout, R.W.J., Kuipers, J.A.M. and van Swaaij, W.P.M.,
study of polyethylene thermolysis as a first step to
Examination and Evaluation of the Use of Screen
synthetic diesel fuel", Fuel, 78 (1999), 459-470.
Kaminsky, W., Predel, M. Sadiki, A. Feedstock recycling of
polymers by pyrolysis in a fluidised bed, Polymer
Degradation and Stability, 85 (2004), 1045-1050.
Heaters for the Measurement of the High Temperature
Pyrolysis Kinetics of Polyethene and Polypropene; Ind
Eng Chem Res, 36 (1997) 3360-3368.
91
Anda mungkin juga menyukai
- Microstructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingDokumen5 halamanMicrostructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingSEP-PublisherBelum ada peringkat
- Mill's Critique of Bentham's UtilitarianismDokumen9 halamanMill's Critique of Bentham's UtilitarianismSEP-PublisherBelum ada peringkat
- Quantum Meditation: The Self-Spirit ProjectionDokumen8 halamanQuantum Meditation: The Self-Spirit ProjectionSEP-PublisherBelum ada peringkat
- Mindfulness and Happiness: The Empirical FoundationDokumen7 halamanMindfulness and Happiness: The Empirical FoundationSEP-PublisherBelum ada peringkat
- Cold Mind: The Released Suffering StabilityDokumen3 halamanCold Mind: The Released Suffering StabilitySEP-PublisherBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- An Overview of Biochar Production and Biochar Producing Stoves in BangladeshDokumen19 halamanAn Overview of Biochar Production and Biochar Producing Stoves in BangladeshAnshul AgarwalBelum ada peringkat
- Project 1Dokumen9 halamanProject 1Utkarsh SaxenaBelum ada peringkat
- Simulation of Waste Plastic Pyrolysis Hysys V9 Steady ConditionDokumen10 halamanSimulation of Waste Plastic Pyrolysis Hysys V9 Steady ConditionhanaBelum ada peringkat
- Andreae-Merlet Emissions From Biomass Burning 12-2001Dokumen12 halamanAndreae-Merlet Emissions From Biomass Burning 12-2001enviroswBelum ada peringkat
- 201-Development of Sustainable Food Packaging Material Based On-Arquivo Publi ProfDokumen10 halaman201-Development of Sustainable Food Packaging Material Based On-Arquivo Publi ProfCarlos SoaresBelum ada peringkat
- Agrochemical ConversionDokumen18 halamanAgrochemical ConversionMalli ReddyBelum ada peringkat
- Waste Management: Atul Kumar, S.R. SamadderDokumen16 halamanWaste Management: Atul Kumar, S.R. Samadderrajpoota178Belum ada peringkat
- Process Simulation of Blast Furnace Operation With BiomassDokumen4 halamanProcess Simulation of Blast Furnace Operation With BiomasskronafBelum ada peringkat
- Gascom Renew PirolizaDokumen2 halamanGascom Renew PirolizavelikivbratBelum ada peringkat
- Impact of Temperature On The Activity of Fe-Ni Catalysts For Pyrolysis andDokumen11 halamanImpact of Temperature On The Activity of Fe-Ni Catalysts For Pyrolysis andDana MateiBelum ada peringkat
- Sewage Sludge Gasification in A Bench Scale Rotary KilnDokumen7 halamanSewage Sludge Gasification in A Bench Scale Rotary Kilnvitor_alberto_7Belum ada peringkat
- 1220-2463-2-PB (Turbo Juni 2020)Dokumen10 halaman1220-2463-2-PB (Turbo Juni 2020)kemas ridhuanBelum ada peringkat
- Tyre PyrolysisDokumen12 halamanTyre PyrolysisviswamBelum ada peringkat
- Thermal Decomposition of PBT PDFDokumen11 halamanThermal Decomposition of PBT PDFJAYARAMA KRISHNABelum ada peringkat
- Pyrolysis PlantDokumen8 halamanPyrolysis PlantSherry HenryBelum ada peringkat
- Production of Bio-Coal and Activated Carbon From BiomassDokumen126 halamanProduction of Bio-Coal and Activated Carbon From BiomassChristi Naftali100% (1)
- Review of Kinetic and Equilibrium Concepts For Biomass Tar Modeling by Using Aspen PlusDokumen22 halamanReview of Kinetic and Equilibrium Concepts For Biomass Tar Modeling by Using Aspen PlusserchBelum ada peringkat
- Carbon Zero Bio Char Production TechnologyDokumen10 halamanCarbon Zero Bio Char Production TechnologySandi ČretnikBelum ada peringkat
- Coconut Shell Activated CarbonDokumen97 halamanCoconut Shell Activated CarbonVineeth SivarajBelum ada peringkat
- Fire Hazard Analysis Techniques: Section 3Dokumen14 halamanFire Hazard Analysis Techniques: Section 3Anonymous M4BGwOkIpBelum ada peringkat
- Astm D524 - Carbon RamsbottomDokumen9 halamanAstm D524 - Carbon Ramsbottompaul_garcia_uBelum ada peringkat
- Pyrolysis PrinciplesDokumen1 halamanPyrolysis PrinciplesdionisyeBelum ada peringkat
- Echm ALL COWISE Important QUESTION MCQDokumen15 halamanEchm ALL COWISE Important QUESTION MCQSub for SubBelum ada peringkat
- Food Waste-Based Carbonization For Biochar ProductDokumen18 halamanFood Waste-Based Carbonization For Biochar Productnurjaman gunadi PutraBelum ada peringkat
- Pyrolysis of Waste Tyres A ReviewDokumen15 halamanPyrolysis of Waste Tyres A ReviewJosé Guadalupe García EstradaBelum ada peringkat
- Chemical Engineering April 2015Dokumen86 halamanChemical Engineering April 2015XuanTung0% (1)
- E2BEBIS Biochar PolicyDokumen42 halamanE2BEBIS Biochar PolicyTony YatesBelum ada peringkat
- Influence of The Demineralisation On The Chemical Activation of Kraft Lignin With Orthophosphoric AcidDokumen8 halamanInfluence of The Demineralisation On The Chemical Activation of Kraft Lignin With Orthophosphoric AcidqeqwrwersrdfsdfBelum ada peringkat
- Catalytic Processes Towards The Production of Biofuels in A Palm Oil and Oil Palm Biomass-Based BiorefineryDokumen12 halamanCatalytic Processes Towards The Production of Biofuels in A Palm Oil and Oil Palm Biomass-Based BiorefineryMiftahFakhriansyahBelum ada peringkat
- Micro Carbon ResidueDokumen9 halamanMicro Carbon ResidueCaptainPatsBelum ada peringkat