Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Plant Y09Dokumen1.056 halamanPlant Y09Kevin J. MillsBelum ada peringkat
- CFD NotesDokumen155 halamanCFD NotesAjit ChandranBelum ada peringkat
- AC Electrical Generators ASOPEDokumen67 halamanAC Electrical Generators ASOPEEng Waleed MouhammedBelum ada peringkat
- PagesDokumen38 halamanPagesJulio OrtegaBelum ada peringkat
- PagesDokumen38 halamanPagesJulio OrtegaBelum ada peringkat
- Cement PDFDokumen202 halamanCement PDFKumarBelum ada peringkat
- Renewable EnergyDokumen13 halamanRenewable EnergyMATHANKUMAR.SBelum ada peringkat
- Leed Ga LevelDokumen99 halamanLeed Ga Levelanon_693289452Belum ada peringkat
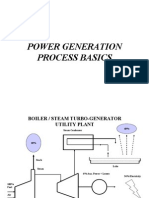
- Power Plant BasicsDokumen80 halamanPower Plant Basicssandipchavan1280% (25)
- Best Tech 2015 - MIT Tech ReviewDokumen100 halamanBest Tech 2015 - MIT Tech ReviewJulio OrtegaBelum ada peringkat
- Cooling & Heating Division: Steam DrivenDokumen16 halamanCooling & Heating Division: Steam DrivenMontu MiaBelum ada peringkat
- Dresser-Rand General BROCHUREDokumen9 halamanDresser-Rand General BROCHUREJean-Roch JacquesBelum ada peringkat
- Energy Conservation in Thermal SystemsDokumen34 halamanEnergy Conservation in Thermal SystemsAditya Kumar50% (2)
- BaggasseDokumen176 halamanBaggassejgascoine011Belum ada peringkat
- Computational Fluid Dynamics Lecture NotesDokumen53 halamanComputational Fluid Dynamics Lecture NotesKaleeswaran EinsteinBelum ada peringkat
- Design Heat Exchanger For Ericsson - Brayton Piston Engine - Research Article HINDAWI PDFDokumen7 halamanDesign Heat Exchanger For Ericsson - Brayton Piston Engine - Research Article HINDAWI PDFJulio OrtegaBelum ada peringkat
- EIA International Outlook To 2040 Foresees Decoupling of Power Demand and Economic GrowthDokumen4 halamanEIA International Outlook To 2040 Foresees Decoupling of Power Demand and Economic GrowthJulio OrtegaBelum ada peringkat
- c2 PDFDokumen29 halamanc2 PDFJulio OrtegaBelum ada peringkat
- Journal of Applied Physics Vol105 Issue12 2009 Stereo Vision Weld Pool Surface 2009Dokumen9 halamanJournal of Applied Physics Vol105 Issue12 2009 Stereo Vision Weld Pool Surface 2009Julio OrtegaBelum ada peringkat
- Fan Selections - Part1 - HPAC EngineeringDokumen8 halamanFan Selections - Part1 - HPAC EngineeringJulio OrtegaBelum ada peringkat
- Fuel Cells Could Be A - Game-Changer - For Carbon CaptureDokumen3 halamanFuel Cells Could Be A - Game-Changer - For Carbon CaptureJulio OrtegaBelum ada peringkat
- Panel Solar Fotovoltaico Csun250 60PDokumen2 halamanPanel Solar Fotovoltaico Csun250 60PJulio OrtegaBelum ada peringkat
- Small Scale GNL Option For DG - Article PowerMag 2015Dokumen7 halamanSmall Scale GNL Option For DG - Article PowerMag 2015Julio OrtegaBelum ada peringkat
- MIT Develops Meltdown-Proof, Nuclear Waste-Eating Reactor - OilPriceDokumen7 halamanMIT Develops Meltdown-Proof, Nuclear Waste-Eating Reactor - OilPriceJulio OrtegaBelum ada peringkat
- MIT Develops Meltdown-Proof, Nuclear Waste-Eating Reactor - OilPriceDokumen7 halamanMIT Develops Meltdown-Proof, Nuclear Waste-Eating Reactor - OilPriceJulio OrtegaBelum ada peringkat
- Global Coalition For Green Schools Names Greenest School On Earth - Archive Content From HPAC EngineeringDokumen2 halamanGlobal Coalition For Green Schools Names Greenest School On Earth - Archive Content From HPAC EngineeringJulio OrtegaBelum ada peringkat
- Panel FV A&M (B)Dokumen1 halamanPanel FV A&M (B)Julio OrtegaBelum ada peringkat
- Panel FV A&M (A)Dokumen1 halamanPanel FV A&M (A)Julio OrtegaBelum ada peringkat
- DN and NPSDokumen3 halamanDN and NPSJulio OrtegaBelum ada peringkat
- T001 15-16 ETAC Criteria 11-7-14Dokumen36 halamanT001 15-16 ETAC Criteria 11-7-14Julio OrtegaBelum ada peringkat
- Rexroth - CHP x3 UKDokumen2 halamanRexroth - CHP x3 UKJulio OrtegaBelum ada peringkat
- C30 NatGas 331031E LowresDokumen2 halamanC30 NatGas 331031E LowresJulio OrtegaBelum ada peringkat
- How To Read Psychchart F Web PDFDokumen2 halamanHow To Read Psychchart F Web PDFThomas JoseBelum ada peringkat
- Issues VDE AR-N 4105Dokumen1 halamanIssues VDE AR-N 4105Julio OrtegaBelum ada peringkat
- Gas and Air Filter (DUNGS Model GF Catalog)Dokumen8 halamanGas and Air Filter (DUNGS Model GF Catalog)Julio OrtegaBelum ada peringkat
- Science and Tech of Combustion Highly Preheated Air (Paper Osaka University)Dokumen12 halamanScience and Tech of Combustion Highly Preheated Air (Paper Osaka University)Julio OrtegaBelum ada peringkat
- Predicting The Performance of Heat ExchangersDokumen11 halamanPredicting The Performance of Heat ExchangersJulio OrtegaBelum ada peringkat
- Microcogeneration - IntroductionDokumen27 halamanMicrocogeneration - IntroductionJulio OrtegaBelum ada peringkat
- ONGC - Internship - Report Please Don't Edit Directly Make A Copy of This FileDokumen65 halamanONGC - Internship - Report Please Don't Edit Directly Make A Copy of This File19024 Fenil PatelBelum ada peringkat
- Trigeneration SolutionsDokumen6 halamanTrigeneration SolutionsNaresh Kumar GovindanBelum ada peringkat
- DT NotesDokumen117 halamanDT NotestessBelum ada peringkat
- ERO - Annual Report For 2017Dokumen124 halamanERO - Annual Report For 2017Zdravko StefanovskiBelum ada peringkat
- A Circular Framework For The Valorisation of Sugar Industry Wastes (Gopinath-2018)Dokumen35 halamanA Circular Framework For The Valorisation of Sugar Industry Wastes (Gopinath-2018)juan diazBelum ada peringkat
- 160.67-PR1 - Advances in Steam Cooling ASHRAEDokumen4 halaman160.67-PR1 - Advances in Steam Cooling ASHRAEGustavo Oliveira SilvaBelum ada peringkat
- Tas Engineering - Workbook 3 - SystemsDokumen42 halamanTas Engineering - Workbook 3 - SystemsInventor SolidworksBelum ada peringkat
- ComAp Protection Relay - Solar RelayDokumen20 halamanComAp Protection Relay - Solar RelayProtection RelaysBelum ada peringkat
- Tracon-Proposal ESCO Development Program 11 Nov 2012Dokumen19 halamanTracon-Proposal ESCO Development Program 11 Nov 2012Trigen EnergiBelum ada peringkat
- SIEEB - Sino Italian Ecological and Energy Efficient Building, BeijingDokumen8 halamanSIEEB - Sino Italian Ecological and Energy Efficient Building, BeijingMANASI PETKARBelum ada peringkat
- Energy MGTDokumen17 halamanEnergy MGTMadhu ValavalaBelum ada peringkat
- ME8792 - Notes by EasyEngineering - Net 1Dokumen127 halamanME8792 - Notes by EasyEngineering - Net 1Akash smartBelum ada peringkat
- FCH JU 2013 1 Call Fiche enDokumen3 halamanFCH JU 2013 1 Call Fiche enMaria PapadopoulouBelum ada peringkat
- EMA M5 Ktunotes - in - ttt7Dokumen45 halamanEMA M5 Ktunotes - in - ttt7Sonu MeenaBelum ada peringkat
- 3xGE 9E.04 (GT Only)Dokumen1 halaman3xGE 9E.04 (GT Only)Ade Okta YurwendraBelum ada peringkat
- Thermoeconomic Analysis of A Microcogeneration System Using The Theory of Exergetic CostDokumen13 halamanThermoeconomic Analysis of A Microcogeneration System Using The Theory of Exergetic CostAlvaro Antonio Ochoa VillaBelum ada peringkat
- BCX - Why It Matters and 101 On Developing A Carbon Credit ProjectDokumen25 halamanBCX - Why It Matters and 101 On Developing A Carbon Credit ProjectdeevaneshBelum ada peringkat
- Clean Energy Market Entry Project IndiaDokumen133 halamanClean Energy Market Entry Project Indiaapurva_mukherjeeBelum ada peringkat
- OS at Kerala CeramicsDokumen55 halamanOS at Kerala CeramicssyamkumarvarkalaBelum ada peringkat
- 2014 Nkea PDFDokumen34 halaman2014 Nkea PDFfang skBelum ada peringkat
- 18 Tầng Địa NgụcDokumen129 halaman18 Tầng Địa NgụcLoan Tạ Ngọc BíchBelum ada peringkat