Anda mungkin juga menyukai
- Blue Guide 2014 PDFDokumen125 halamanBlue Guide 2014 PDFrev2000Belum ada peringkat
- Filler Metals Chemical Industry enDokumen16 halamanFiller Metals Chemical Industry enrakeshbablooBelum ada peringkat
- Iso 14341Dokumen18 halamanIso 14341Shradha Singhania100% (4)
- Fmea - Aiag ManualDokumen88 halamanFmea - Aiag ManualTuấn AnhBelum ada peringkat
- Iso 4753 PDFDokumen1 halamanIso 4753 PDFmikhail_vioBelum ada peringkat
- Filler Metals Chemical Industry enDokumen16 halamanFiller Metals Chemical Industry enrakeshbablooBelum ada peringkat
- Welding Wire BSDokumen2 halamanWelding Wire BSFirmino FonsecaBelum ada peringkat
- Iso 14341Dokumen18 halamanIso 14341Shradha Singhania100% (4)
- Xsteel - Lesson1 BasicModelingDokumen39 halamanXsteel - Lesson1 BasicModelingsaisssms9116100% (5)
- HTLDokumen8 halamanHTLFirmino FonsecaBelum ada peringkat
- 7 RDDokumen41 halaman7 RDcontiquiBelum ada peringkat
- ToleranceDokumen9 halamanTolerancemarkom123Belum ada peringkat
- Xsteel - Lesson1 BasicModelingDokumen39 halamanXsteel - Lesson1 BasicModelingsaisssms9116100% (5)
- InfoDokumen4 halamanInfoFirmino FonsecaBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Block 7Dokumen15 halamanBlock 7api-3703652Belum ada peringkat
- Tabulation of Data and Parts of A Table - Presentation of Data - Everonn - Class-11th CommerceDokumen2 halamanTabulation of Data and Parts of A Table - Presentation of Data - Everonn - Class-11th CommerceMd Shawfiqul IslamBelum ada peringkat
- Psychology From Inquiry To Understanding Canadian 3rd Edition Lynn Test BankDokumen38 halamanPsychology From Inquiry To Understanding Canadian 3rd Edition Lynn Test Bankvoormalizth9100% (12)
- The Use of Electrical Resistivity Tomography (ERT) To Delineate W PDFDokumen76 halamanThe Use of Electrical Resistivity Tomography (ERT) To Delineate W PDFConstantin UngureanuBelum ada peringkat
- TEACHeXCELS Required ReadingsDokumen69 halamanTEACHeXCELS Required ReadingsJessica MarieBelum ada peringkat
- Meta BK Behavioral Genet.2014-12Dokumen36 halamanMeta BK Behavioral Genet.2014-12fazle100% (1)
- CP R80.20 GA ReleaseNotesDokumen30 halamanCP R80.20 GA ReleaseNotesgarytj21Belum ada peringkat
- NIOS Configuration Class: Course SummaryDokumen2 halamanNIOS Configuration Class: Course SummaryforeverbikasBelum ada peringkat
- Cenizas de Izalco - Capitulos 1 Al 15Dokumen26 halamanCenizas de Izalco - Capitulos 1 Al 15Gafriel100% (3)
- Collusion-Resistant Group Key Management Using Attribute-Based EncryptionDokumen15 halamanCollusion-Resistant Group Key Management Using Attribute-Based Encryptionsomebody314Belum ada peringkat
- July 1Dokumen5 halamanJuly 1June RañolaBelum ada peringkat
- Mayo Medical School: College of MedicineDokumen28 halamanMayo Medical School: College of MedicineDragomir IsabellaBelum ada peringkat
- FIITJEE Class VIII Practice PaperDokumen8 halamanFIITJEE Class VIII Practice PaperD Samy100% (1)
- ProgrammingDokumen622 halamanProgrammingwespinoaBelum ada peringkat
- Vroom - Classic CitationDokumen1 halamanVroom - Classic CitationbarguilfBelum ada peringkat
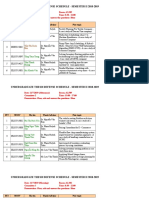
- Lich Bao Ve LVTN - Sem 2 - 2018-2019 - Thong Bao Sinh VienDokumen16 halamanLich Bao Ve LVTN - Sem 2 - 2018-2019 - Thong Bao Sinh VienKha NguyễnBelum ada peringkat
- H. P. Lovecraft: Trends in ScholarshipDokumen18 halamanH. P. Lovecraft: Trends in ScholarshipfernandoBelum ada peringkat
- MATH 3rd Grading Summative Test 4Dokumen3 halamanMATH 3rd Grading Summative Test 4Aubrey Gay SarabosquezBelum ada peringkat
- IBPS IT Officer Model Questions Computer MIcroprocessor and Assembly Language MCQ Question BankDokumen146 halamanIBPS IT Officer Model Questions Computer MIcroprocessor and Assembly Language MCQ Question BankNaveen KrishnanBelum ada peringkat
- Virtuoso TutorialDokumen14 halamanVirtuoso TutorialSrikanth Govindarajan0% (1)
- Environment OotDokumen19 halamanEnvironment OotMonojoy BanerjeeBelum ada peringkat
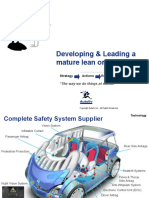
- Autoliv LeanDokumen50 halamanAutoliv LeanRajasekaran Murugan100% (1)
- Feasibility Study OutlineDokumen4 halamanFeasibility Study OutlineKim GosengBelum ada peringkat
- Free W3 Blog TemplateDokumen4 halamanFree W3 Blog TemplateMaseko CharuzuBelum ada peringkat
- Solar TimeDokumen3 halamanSolar TimeAkshay Deshpande0% (1)
- PAMPHLET 25 GroupsDokumen34 halamanPAMPHLET 25 GroupsgomesBelum ada peringkat
- Using Keyframe SynfigDokumen1 halamanUsing Keyframe SynfigNdandungBelum ada peringkat
- DLL Format LandscapeDokumen2 halamanDLL Format Landscapewilflor romeroBelum ada peringkat
- Kurt LewinDokumen8 halamanKurt Lewinmaria_bianco679079Belum ada peringkat
- TrainingGuide Geomatica 1 2017Dokumen132 halamanTrainingGuide Geomatica 1 2017sam.scribdBelum ada peringkat