Anda mungkin juga menyukai
- Mantenimiento de los dispositivos eléctricos de habitáculo y cofre motor. TMVG0209Dari EverandMantenimiento de los dispositivos eléctricos de habitáculo y cofre motor. TMVG0209Penilaian: 5 dari 5 bintang5/5 (2)
- UF1445 - Realización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificios y con fines especialesDari EverandUF1445 - Realización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificios y con fines especialesBelum ada peringkat
- Informe Final Version 28-JulioDokumen39 halamanInforme Final Version 28-JulioBladimir SuazoBelum ada peringkat
- Instrucciones Seccionadores de Apertura LateralDokumen23 halamanInstrucciones Seccionadores de Apertura Lateralchamp2006Belum ada peringkat
- Actividad LC1 MartesDokumen18 halamanActividad LC1 MartesMecatronicAQP100% (1)
- M.cuadro Instant Pass Eco RSPK V2 EsDokumen19 halamanM.cuadro Instant Pass Eco RSPK V2 Eshugo renzo chavez bernuyBelum ada peringkat
- Excell NHP - Manual de Asistencia Técnica - ES PDFDokumen70 halamanExcell NHP - Manual de Asistencia Técnica - ES PDFOscar Muñoz Valero0% (1)
- El Chido LiroDokumen7 halamanEl Chido LiroLAlo EleBelum ada peringkat
- Control Eléctrico ITS AlvaradoDokumen12 halamanControl Eléctrico ITS AlvaradoMiguel NúñezBelum ada peringkat
- Automatizacion Actividad 2Dokumen13 halamanAutomatizacion Actividad 2Jhon fredis Sanchez alberniaBelum ada peringkat
- Dse"6420"manualDokumen24 halamanDse"6420"manualMarlon GordilloBelum ada peringkat
- Pruebas eléctricas y funcionales aplicadas a equipos primarios de subestacionesDokumen279 halamanPruebas eléctricas y funcionales aplicadas a equipos primarios de subestacionesMauro Ignacio Nogales Villavicencio100% (2)
- Simbologia ElectricaDokumen13 halamanSimbologia ElectricaToro Torero100% (1)
- Manual Ingles EspanolDokumen22 halamanManual Ingles EspanolDavid Gomez CaballeroBelum ada peringkat
- Manual Regulador MPPT 12 24 Sin PantallaDokumen23 halamanManual Regulador MPPT 12 24 Sin Pantallarirov@Belum ada peringkat
- Manual PRQDokumen23 halamanManual PRQMário EscadaBelum ada peringkat
- Siemens Catálogo Reconectador 3AD 2008Dokumen36 halamanSiemens Catálogo Reconectador 3AD 2008Christopher DavisBelum ada peringkat
- Elementos de Control en Un Sistema de RefrigeraciónDokumen6 halamanElementos de Control en Un Sistema de RefrigeraciónJake Davis100% (8)
- Automatizacion de Un Porton de Garaje Empleando El (PLC)Dokumen23 halamanAutomatizacion de Un Porton de Garaje Empleando El (PLC)cristhian_22Belum ada peringkat
- Ac02 Mu SP 12.1Dokumen37 halamanAc02 Mu SP 12.1Bruno MarianoBelum ada peringkat
- Informe Control de FaseDokumen10 halamanInforme Control de FaseFernanda MorenoBelum ada peringkat
- Protecciones EléctricasDokumen29 halamanProtecciones EléctricasPamela Rivas LaraBelum ada peringkat
- Regulador de Carga SolarDokumen38 halamanRegulador de Carga SolarSergio SeninBelum ada peringkat
- Entregable 2 Automatismo IndustrialDokumen15 halamanEntregable 2 Automatismo IndustrialLeyder Yrigoin YdrogoBelum ada peringkat
- Arranque Directo de Motor de Inducción Trifásico de 2 EstacionesDokumen8 halamanArranque Directo de Motor de Inducción Trifásico de 2 EstacionesFernando Francia C100% (1)
- FLTP11S0Dokumen60 halamanFLTP11S0Mario Tenma PinoBelum ada peringkat
- Molino SAGDokumen21 halamanMolino SAGCesar Ambrosio83% (12)
- PXRmanualDokumen42 halamanPXRmanualangelooo16Belum ada peringkat
- Compresor de VVDokumen20 halamanCompresor de VVAdán Castro GallegosBelum ada peringkat
- Seccionadores Fusible y Seccionadores A CuchillaDokumen14 halamanSeccionadores Fusible y Seccionadores A CuchillaXavier Guano100% (1)
- Instituto Nacional de Sensuntepeque: ÍndiceDokumen15 halamanInstituto Nacional de Sensuntepeque: ÍndicePEDRO RODOLFO CRUZ RODRÍGUEZBelum ada peringkat
- Empacadora A PLCDokumen5 halamanEmpacadora A PLCAlexander VillegasBelum ada peringkat
- Garcia Coronado Aldryn ManuelDokumen12 halamanGarcia Coronado Aldryn ManuelAldryn Garcia CoronadoBelum ada peringkat
- M215000EDokumen18 halamanM215000EBLAISE_999Belum ada peringkat
- OF33Dokumen0 halamanOF33astronauta77Belum ada peringkat
- La Placa ElectrónicaDokumen18 halamanLa Placa ElectrónicaAlejo Nahuel Perez Demaestri100% (1)
- Concepto Del SistemaDokumen8 halamanConcepto Del Sistemaeno nimBelum ada peringkat
- Lme PDFDokumen24 halamanLme PDFWlarry PiBelum ada peringkat
- Manual Estabilizador SVC y Svc-33Dokumen12 halamanManual Estabilizador SVC y Svc-33Ner Amiel Montes LazaroBelum ada peringkat
- Guía A/C fallas eléctricasDokumen10 halamanGuía A/C fallas eléctricasFelipe Barrera CatalánBelum ada peringkat
- Alena - Procedimiento Energizacion Circuito 1 BORRADORDokumen17 halamanAlena - Procedimiento Energizacion Circuito 1 BORRADORjorgeBelum ada peringkat
- Reporte 555Dokumen8 halamanReporte 555Uriel Cruz MedelBelum ada peringkat
- Arranque directo de motor trifásicoDokumen9 halamanArranque directo de motor trifásicoMauricio Yataco Cardenas100% (1)
- Recloser - OSM15-27 Brochure Es NOJA-542-07Dokumen8 halamanRecloser - OSM15-27 Brochure Es NOJA-542-07Omar Martinez CordovaBelum ada peringkat
- Manual de instalación y operación de recloser ENTEC EVRC2ADokumen28 halamanManual de instalación y operación de recloser ENTEC EVRC2Aaugmorelopez60% (5)
- Manual AutoclaveDokumen31 halamanManual AutoclaveAndres MorenoBelum ada peringkat
- P2 CP-CindustrialDokumen4 halamanP2 CP-CindustrialFabri RamosBelum ada peringkat
- Pruebas eléctricas y funcionales a equipos primarios de subestacionesDokumen279 halamanPruebas eléctricas y funcionales a equipos primarios de subestacionesEduardo ZamoranoBelum ada peringkat
- Tempo Riz AdoresDokumen17 halamanTempo Riz AdoresDaniel CordovaBelum ada peringkat
- Introduccion Sistemas Control ElectricoDokumen35 halamanIntroduccion Sistemas Control ElectricoChristian Aros BobadillaBelum ada peringkat
- Rele de SincronismoDokumen72 halamanRele de SincronismoCHELEMLBelum ada peringkat
- Seccionalizador Español2006Dokumen18 halamanSeccionalizador Español2006Joshua Ari Rojas HernandezBelum ada peringkat
- Controlador TZN4SDokumen4 halamanControlador TZN4SJose Sanchez100% (1)
- Lab 01 de Refrigeracion y Aire AcondicionadoDokumen16 halamanLab 01 de Refrigeracion y Aire Acondicionadoanselmo928Belum ada peringkat
- El Sistema de Control en Hornos de MicroondasDokumen14 halamanEl Sistema de Control en Hornos de Microondasalbaropernalete19_80100% (1)
- ControladoresDokumen17 halamanControladoresZuri BouvierBelum ada peringkat
- Manual Montaje Rcvf1 - V02-22 v1Dokumen22 halamanManual Montaje Rcvf1 - V02-22 v1Raul García SuescumBelum ada peringkat
- ATS022Dokumen42 halamanATS022Cesar Vargas Medina100% (1)
- Sacar Narrativa Al Final Controles Principios Generales Sobre Control de Motores EléctricosDokumen20 halamanSacar Narrativa Al Final Controles Principios Generales Sobre Control de Motores EléctricosAnonymous xMmMAFnBelum ada peringkat
- Mantenimiento preventivo de sistemas de automatización industrial. ELEM0311Dari EverandMantenimiento preventivo de sistemas de automatización industrial. ELEM0311Penilaian: 4.5 dari 5 bintang4.5/5 (2)
- Bullying en la escuela: Características y tiposDokumen7 halamanBullying en la escuela: Características y tiposMartinez JonathanBelum ada peringkat
- Ficha Tecnica BOMBA CISTERNAS MXDokumen2 halamanFicha Tecnica BOMBA CISTERNAS MXMartinez JonathanBelum ada peringkat
- Libro 1Dokumen2 halamanLibro 1Martinez JonathanBelum ada peringkat
- Manual Usuario Ibiza-03Dokumen256 halamanManual Usuario Ibiza-03apolodoro7100% (1)
- u1XFtJbYB Ejercicios Cswa Parte 4Dokumen18 halamanu1XFtJbYB Ejercicios Cswa Parte 4Martinez JonathanBelum ada peringkat
- Unidad 1 Resistencia de Materiales - Sep-2016Dokumen58 halamanUnidad 1 Resistencia de Materiales - Sep-2016Martinez JonathanBelum ada peringkat
- Moldes Inyeccion de PlasticoDokumen112 halamanMoldes Inyeccion de PlasticoErnesto Hc100% (1)
- Manual Usuario Ibiza-03Dokumen256 halamanManual Usuario Ibiza-03apolodoro7100% (1)
- Lean ManufacturingDokumen13 halamanLean ManufacturingMartinez JonathanBelum ada peringkat
- MazatanDokumen4 halamanMazatanMartinez JonathanBelum ada peringkat
- Minic II Plus - ES PDFDokumen310 halamanMinic II Plus - ES PDFMartinez Jonathan100% (3)
- Fundamentos de CalidadDokumen18 halamanFundamentos de CalidadMartinez JonathanBelum ada peringkat
- M.A. Planeacion y Control de La ProduccionDokumen32 halamanM.A. Planeacion y Control de La ProduccionMartinez JonathanBelum ada peringkat
- Lean ManufacturingDokumen13 halamanLean ManufacturingMartinez JonathanBelum ada peringkat
- El Encaje LegalDokumen4 halamanEl Encaje Legalana maria flores fernandezBelum ada peringkat
- Presentación Del Proceso y Actividad SeleccionadaDokumen4 halamanPresentación Del Proceso y Actividad Seleccionadaleidy tatiana quintero hincapieBelum ada peringkat
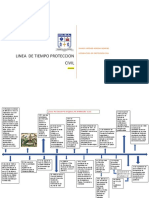
- Linea de Tiempo de Proteccion CivilDokumen2 halamanLinea de Tiempo de Proteccion Civilicu50% (16)
- Resolución 1075 04, F2biz SRLDokumen8 halamanResolución 1075 04, F2biz SRLAgustin F De MarcoBelum ada peringkat
- Walmart de MexicoDokumen6 halamanWalmart de MexicoSERGIO IGNACIO SANTILLAN JUAREZBelum ada peringkat
- Ejercicio Final 1 21% IvaDokumen8 halamanEjercicio Final 1 21% IvaMonica Cayado RodriguezBelum ada peringkat
- Innovación Guiada Por Datos en La Empresa SER Del Grupo PellasDokumen20 halamanInnovación Guiada Por Datos en La Empresa SER Del Grupo PellasIvan Makowsky0% (2)
- Técnica Jurídica Con Escritos 2Dokumen108 halamanTécnica Jurídica Con Escritos 2Vero AmarillaBelum ada peringkat
- 02 - Modernización de La Gestión PúblicaDokumen64 halaman02 - Modernización de La Gestión PúblicaARMANDO ALFREDO BLAS ZELADABelum ada peringkat
- Tarea Modulo 8Dokumen16 halamanTarea Modulo 8Amelia Sofia Martinez Valle0% (1)
- Cotizacion MG GT AlphaDokumen2 halamanCotizacion MG GT AlphaMARIO GUTIERREZBelum ada peringkat
- 2018 Plan Marketing EstratégicoDokumen79 halaman2018 Plan Marketing EstratégicoOliver BarriosBelum ada peringkat
- Programa de Capacitación-WalmartDokumen11 halamanPrograma de Capacitación-WalmartDaniela A.A100% (2)
- Apuntes Historia de China Cultura HongshanDokumen3 halamanApuntes Historia de China Cultura HongshanAnaBelum ada peringkat
- Siete Sorpresas para Los Nuevos CeoDokumen10 halamanSiete Sorpresas para Los Nuevos Ceomaria fernandaBelum ada peringkat
- Tarea 4 de Marketing Int.Dokumen6 halamanTarea 4 de Marketing Int.Leonardo LirianoBelum ada peringkat
- Transferencia de Fondo de ComercioDokumen16 halamanTransferencia de Fondo de ComercioMacarena JuarezBelum ada peringkat
- Planes de contingencia para mantenimientoDokumen8 halamanPlanes de contingencia para mantenimientoMARIELABelum ada peringkat
- Revolucion Industrial (FACTORES)Dokumen3 halamanRevolucion Industrial (FACTORES)Facundo BarisanoBelum ada peringkat
- Ebook Estaba Aca PensandoDokumen112 halamanEbook Estaba Aca Pensandoreydavid9208Belum ada peringkat
- MiPymes Colombianas en Transformación a causa de la Pandemia (COVID-19) 2020Dokumen12 halamanMiPymes Colombianas en Transformación a causa de la Pandemia (COVID-19) 2020Paola VillamilBelum ada peringkat
- Sesion 1 - Introduccion A BDDokumen38 halamanSesion 1 - Introduccion A BDBryan Zuñiga SalasBelum ada peringkat
- Resuelto El Imperialismo Del Siglo XXDokumen3 halamanResuelto El Imperialismo Del Siglo XXMiguel Antonio Jaimes GutierrezBelum ada peringkat
- Taller Equilibrio de MercadoDokumen9 halamanTaller Equilibrio de MercadoFreddy Florez Vanegas.Belum ada peringkat
- Costos EconomiaDokumen2 halamanCostos EconomiaJoaquin VillagraBelum ada peringkat
- Productos estrella y market share de PIL AndinaDokumen6 halamanProductos estrella y market share de PIL AndinaAbigailBelum ada peringkat
- Morales Catpo Walter & Villegas Morales Jhohan StéfanyDokumen99 halamanMorales Catpo Walter & Villegas Morales Jhohan StéfanyMartha Vargas ValenciaBelum ada peringkat
- Trabajo Final de Finanzas IDokumen144 halamanTrabajo Final de Finanzas IMimis GonzalezBelum ada peringkat
- CityMultiDokumen47 halamanCityMultiThinh NguyenBelum ada peringkat
- Cro No GramaDokumen14 halamanCro No Gramaalvaro salazar100% (1)