Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Employee Central Payroll PDFDokumen4 halamanEmployee Central Payroll PDFMohamed ShanabBelum ada peringkat
- Multiple Choice Question (MCQ) of Alternator and Synchronous Motors PageDokumen29 halamanMultiple Choice Question (MCQ) of Alternator and Synchronous Motors Pagekibrom atsbha0% (1)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- TEST BANK: Daft, Richard L. Management, 11th Ed. 2014 Chapter 16 Motivating EmplDokumen37 halamanTEST BANK: Daft, Richard L. Management, 11th Ed. 2014 Chapter 16 Motivating Emplpolkadots939100% (1)
- Sikagard - 720 EpocemDokumen5 halamanSikagard - 720 EpocemMarkoBelum ada peringkat
- Modulhandbuch 14-09-2022 EnglDokumen52 halamanModulhandbuch 14-09-2022 EnglNsidibe Michael EtimBelum ada peringkat
- 2 - PDFsam - Measuring Color Difference in The Coatings Industry - KTA UniversityKTA-TatorDokumen1 halaman2 - PDFsam - Measuring Color Difference in The Coatings Industry - KTA UniversityKTA-TatorNsidibe Michael EtimBelum ada peringkat
- Investigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorDokumen6 halamanInvestigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorNsidibe Michael Etim100% (1)
- 3 - PDFsam - Measuring Color Difference in The Coatings Industry - KTA UniversityKTA-TatorDokumen1 halaman3 - PDFsam - Measuring Color Difference in The Coatings Industry - KTA UniversityKTA-TatorNsidibe Michael EtimBelum ada peringkat
- What It Is - International Thermal Spray AssociationDokumen2 halamanWhat It Is - International Thermal Spray AssociationNsidibe Michael EtimBelum ada peringkat
- 1 - PCS1 split-CHHighlights of Revisions To SSPC-CS 23.00 - AWS C223M - NACE No. 12 Specification For Thermal Spray Coatings (TSC) KTA-TatorDokumen1 halaman1 - PCS1 split-CHHighlights of Revisions To SSPC-CS 23.00 - AWS C223M - NACE No. 12 Specification For Thermal Spray Coatings (TSC) KTA-TatorNsidibe Michael EtimBelum ada peringkat
- 1 - PDFsam - Abrasive BlastingDokumen1 halaman1 - PDFsam - Abrasive BlastingNsidibe Michael EtimBelum ada peringkat
- 3 - PCS1 Split-CHHighlights of Revisions To SSPC-CS 23.00 - AWS C223M - NACE No. 12 Specification For Thermal Spray Coatings (TSC) KTA-TatorDokumen1 halaman3 - PCS1 Split-CHHighlights of Revisions To SSPC-CS 23.00 - AWS C223M - NACE No. 12 Specification For Thermal Spray Coatings (TSC) KTA-TatorNsidibe Michael EtimBelum ada peringkat
- 1 - PDFsam - Measuring Color Difference in The Coatings Industry - KTA UniversityKTA-TatorDokumen1 halaman1 - PDFsam - Measuring Color Difference in The Coatings Industry - KTA UniversityKTA-TatorNsidibe Michael EtimBelum ada peringkat
- Surface Preparation by Power Tool Cleaning - What To Specify WhenKTA-TatorDokumen3 halamanSurface Preparation by Power Tool Cleaning - What To Specify WhenKTA-TatorNsidibe Michael EtimBelum ada peringkat
- 2 - PCS1 split-CHHighlights of Revisions To SSPC-CS 23.00 - AWS C223M - NACE No. 12 Specification For Thermal Spray Coatings (TSC) KTA-TatorDokumen1 halaman2 - PCS1 split-CHHighlights of Revisions To SSPC-CS 23.00 - AWS C223M - NACE No. 12 Specification For Thermal Spray Coatings (TSC) KTA-TatorNsidibe Michael EtimBelum ada peringkat
- The Role of Aluminum inDokumen5 halamanThe Role of Aluminum inNsidibe Michael EtimBelum ada peringkat
- Thermal Spray ProcessDokumen11 halamanThermal Spray ProcessAshok Kumar100% (1)
- Epoxy Coating GuideDokumen8 halamanEpoxy Coating GuideAzlan Othman100% (1)
- Epoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine CoatingsDokumen9 halamanEpoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine CoatingsNsidibe Michael EtimBelum ada peringkat
- Questions To Pose To Customer For - American Galvanizers AssociationDokumen3 halamanQuestions To Pose To Customer For - American Galvanizers AssociationNsidibe Michael EtimBelum ada peringkat
- Common Causes - Sherwin-Williams Protective & Marine CoatingsDokumen3 halamanCommon Causes - Sherwin-Williams Protective & Marine CoatingsNsidibe Michael EtimBelum ada peringkat
- Passivation - American Galvanizers AssociationDokumen1 halamanPassivation - American Galvanizers AssociationNsidibe Michael EtimBelum ada peringkat
- Preparing HDG For Paint - American Galvanizers AssociationDokumen5 halamanPreparing HDG For Paint - American Galvanizers AssociationNsidibe EtimBelum ada peringkat
- Paint: Guide To Preparing Hot-Dip Galvanized Steel ForDokumen12 halamanPaint: Guide To Preparing Hot-Dip Galvanized Steel ForEidrish ShaikhBelum ada peringkat
- Prevent Thin and - or Flaking - American Galvanizers AssociationDokumen3 halamanPrevent Thin and - or Flaking - American Galvanizers AssociationNsidibe EtimBelum ada peringkat
- Limiting Coating Growth - American Galvanizers AssociationDokumen3 halamanLimiting Coating Growth - American Galvanizers AssociationNsidibe EtimBelum ada peringkat
- Paint Over Galvanized Steel Duplex Systems2012Dokumen12 halamanPaint Over Galvanized Steel Duplex Systems2012Ra'oufAli-zadehBelum ada peringkat
- Paint: Guide To Preparing Hot-Dip Galvanized Steel ForDokumen12 halamanPaint: Guide To Preparing Hot-Dip Galvanized Steel ForEidrish ShaikhBelum ada peringkat
- Hot Dipped Galvanized Coating Defects GuideDokumen8 halamanHot Dipped Galvanized Coating Defects GuideNsidibe Michael EtimBelum ada peringkat
- Overpickling in Sulfuric Acid To - American Galvanizers AssociationDokumen2 halamanOverpickling in Sulfuric Acid To - American Galvanizers AssociationNsidibe EtimBelum ada peringkat
- How To Tell If Steel Has Been - American Galvanizers AssociationDokumen4 halamanHow To Tell If Steel Has Been - American Galvanizers AssociationNsidibe EtimBelum ada peringkat
- Maximum Coating Thickness - American Galvanizers AssociationDokumen2 halamanMaximum Coating Thickness - American Galvanizers AssociationNsidibe EtimBelum ada peringkat
- Limiting Coating Growth by Blasting - American Galvanizers AssociationDokumen2 halamanLimiting Coating Growth by Blasting - American Galvanizers AssociationNsidibe EtimBelum ada peringkat
- The Human Resource Department of GIK InstituteDokumen1 halamanThe Human Resource Department of GIK InstitutexandercageBelum ada peringkat
- Yamaha Nmax 155 - To Turn The Vehicle Power OffDokumen1 halamanYamaha Nmax 155 - To Turn The Vehicle Power Offmotley crewzBelum ada peringkat
- I. ICT (Information & Communication Technology: LESSON 1: Introduction To ICTDokumen2 halamanI. ICT (Information & Communication Technology: LESSON 1: Introduction To ICTEissa May VillanuevaBelum ada peringkat
- Make a Battery Level Indicator using LM339 ICDokumen13 halamanMake a Battery Level Indicator using LM339 ICnelson100% (1)
- (Free Scores - Com) - Stumpf Werner Drive Blues en Mi Pour La Guitare 40562 PDFDokumen2 halaman(Free Scores - Com) - Stumpf Werner Drive Blues en Mi Pour La Guitare 40562 PDFAntonio FresiBelum ada peringkat
- For Mail Purpose Performa For Reg of SupplierDokumen4 halamanFor Mail Purpose Performa For Reg of SupplierAkshya ShreeBelum ada peringkat
- SE Myth of SoftwareDokumen3 halamanSE Myth of SoftwarePrakash PaudelBelum ada peringkat
- Department Order No 05-92Dokumen3 halamanDepartment Order No 05-92NinaBelum ada peringkat
- Continue: Adobe Project Voco DownloadDokumen3 halamanContinue: Adobe Project Voco DownloadLazlo SecretBelum ada peringkat
- Pyrometallurgical Refining of Copper in An Anode Furnace: January 2005Dokumen13 halamanPyrometallurgical Refining of Copper in An Anode Furnace: January 2005maxi roaBelum ada peringkat
- Top Brand Story Bar Supervisor Jobs Chennai Apply Now Latest Fresher Experienced Bar Supervisor Jobs in Various Location July 18 2021Dokumen1 halamanTop Brand Story Bar Supervisor Jobs Chennai Apply Now Latest Fresher Experienced Bar Supervisor Jobs in Various Location July 18 2021Surya JamesBelum ada peringkat
- Fujitsu Spoljni Multi Inverter Aoyg45lbt8 Za 8 Unutrasnjih Jedinica KatalogDokumen4 halamanFujitsu Spoljni Multi Inverter Aoyg45lbt8 Za 8 Unutrasnjih Jedinica KatalogSasa021gBelum ada peringkat
- Com 0991Dokumen362 halamanCom 0991Facer DancerBelum ada peringkat
- Keya PandeyDokumen15 halamanKeya Pandeykeya pandeyBelum ada peringkat
- Gaspardo Operation Manual Campo 22-32-2014 01 f07011089 UsaDokumen114 halamanGaspardo Operation Manual Campo 22-32-2014 01 f07011089 UsaМихайленко МиколаBelum ada peringkat
- An Overview of National Ai Strategies and Policies © Oecd 2021Dokumen26 halamanAn Overview of National Ai Strategies and Policies © Oecd 2021wanyama DenisBelum ada peringkat
- CCT AsqDokumen12 halamanCCT Asqlcando100% (1)
- Tyron Butson (Order #37627400)Dokumen74 halamanTyron Butson (Order #37627400)tyron100% (2)
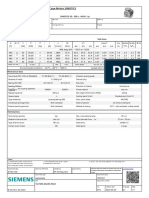
- 1LE1503-2AA43-4AA4 Datasheet enDokumen1 halaman1LE1503-2AA43-4AA4 Datasheet enAndrei LupuBelum ada peringkat
- ECON Value of The FirmDokumen4 halamanECON Value of The FirmDomsBelum ada peringkat
- Ayushman BharatDokumen20 halamanAyushman BharatPRAGATI RAIBelum ada peringkat
- Ice Cream Cost Benefit AnalysisDokumen12 halamanIce Cream Cost Benefit AnalysischarlotteBelum ada peringkat
- Deed of Sale - Motor VehicleDokumen4 halamanDeed of Sale - Motor Vehiclekyle domingoBelum ada peringkat
- Safety QualificationDokumen2 halamanSafety QualificationB&R HSE BALCO SEP SiteBelum ada peringkat
- Milton Hershey's Sweet StoryDokumen10 halamanMilton Hershey's Sweet Storysharlene sandovalBelum ada peringkat
- 1 Estafa - Arriola Vs PeopleDokumen11 halaman1 Estafa - Arriola Vs PeopleAtty Richard TenorioBelum ada peringkat
- Chapter 2a Non Structured DataRozianiwatiDokumen43 halamanChapter 2a Non Structured DataRozianiwatiNur AnisaBelum ada peringkat