Anda mungkin juga menyukai
- Engineering Journal A Professional PID Implemented Using A Non-Singleton Type-1 Fuzzy Logic System To Control A Stepper MotorDokumen8 halamanEngineering Journal A Professional PID Implemented Using A Non-Singleton Type-1 Fuzzy Logic System To Control A Stepper MotorEngineering JournalBelum ada peringkat
- Engineering Journal Strategic and Operational Scope of Foreign Subsidiary UnitsDokumen11 halamanEngineering Journal Strategic and Operational Scope of Foreign Subsidiary UnitsEngineering JournalBelum ada peringkat
- Engineering Journal Alteration of Pelvic Floor Biometry in Different Modes of DeliveryDokumen7 halamanEngineering Journal Alteration of Pelvic Floor Biometry in Different Modes of DeliveryEngineering JournalBelum ada peringkat
- Engineering Journal Estimation of Rolling-Contact Bearings Operational Properties by Electrical Probe MethodDokumen7 halamanEngineering Journal Estimation of Rolling-Contact Bearings Operational Properties by Electrical Probe MethodEngineering JournalBelum ada peringkat
- Engineering Journal Controller Design For Nonlinear Networked Control Systems With Random Data Packet DropoutDokumen6 halamanEngineering Journal Controller Design For Nonlinear Networked Control Systems With Random Data Packet DropoutEngineering JournalBelum ada peringkat
- Engineering Journal Securing of Elderly Houses in Term of Elderly's Vision DisordersDokumen10 halamanEngineering Journal Securing of Elderly Houses in Term of Elderly's Vision DisordersEngineering JournalBelum ada peringkat
- Engineering Journal A Silicon-Containing Polytriazole Resin With Long Storage TimeDokumen9 halamanEngineering Journal A Silicon-Containing Polytriazole Resin With Long Storage TimeEngineering JournalBelum ada peringkat
- Engineering Journal Quality Evaluation of Entrepreneur Education On Graduate Students Based On AHP-fuzzy Comprehensive Evaluation ApproachDokumen6 halamanEngineering Journal Quality Evaluation of Entrepreneur Education On Graduate Students Based On AHP-fuzzy Comprehensive Evaluation ApproachEngineering JournalBelum ada peringkat
- Engineering Journal Sentiment Analysis Methodology of Twitter Data With An Application On Hajj SeasonDokumen6 halamanEngineering Journal Sentiment Analysis Methodology of Twitter Data With An Application On Hajj SeasonEngineering JournalBelum ada peringkat
- Engineering Journal Estimation of Global Solar Radiation Using Artificial Neural Network in Kathmandu, NepalDokumen9 halamanEngineering Journal Estimation of Global Solar Radiation Using Artificial Neural Network in Kathmandu, NepalEngineering JournalBelum ada peringkat
- Engineering Journal The Effects of Individualized Physical Rehabilitation ProgramDokumen7 halamanEngineering Journal The Effects of Individualized Physical Rehabilitation ProgramEngineering JournalBelum ada peringkat
- Engineering Journal Optimal Power Flow Analysis of IEEE-30 Bus System Using Genetic Algorithm TechniquesDokumen5 halamanEngineering Journal Optimal Power Flow Analysis of IEEE-30 Bus System Using Genetic Algorithm TechniquesEngineering Journal0% (1)
- Engineering Journal Mortar of Lime and Natural Cement For The Restoration of Built Cultural HeritageDokumen3 halamanEngineering Journal Mortar of Lime and Natural Cement For The Restoration of Built Cultural HeritageEngineering JournalBelum ada peringkat
- Engineering Journal Solving Complex Fuzzy Linear System of Equations by Using QR-Decomposition MethodDokumen10 halamanEngineering Journal Solving Complex Fuzzy Linear System of Equations by Using QR-Decomposition MethodEngineering JournalBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- UK GAAP and IFRS Standards Similarities and DifferencesDokumen4 halamanUK GAAP and IFRS Standards Similarities and DifferencescidoghaouaBelum ada peringkat
- Government College of Engineering, Karad: Placement BrochureDokumen22 halamanGovernment College of Engineering, Karad: Placement BrochurePallavi BhartiBelum ada peringkat
- SHS SchoolsDokumen2 halamanSHS SchoolsRAIZA CANILLASBelum ada peringkat
- Indian Institute of Technology Kanpur: Paste Your Photograph HereDokumen3 halamanIndian Institute of Technology Kanpur: Paste Your Photograph HereAvinash SinghBelum ada peringkat
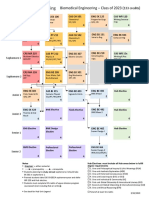
- Biomedical Engineering - Class of 2023 : Freshman 1Dokumen2 halamanBiomedical Engineering - Class of 2023 : Freshman 1Fadhilah DefayanaBelum ada peringkat
- Case StudyDokumen11 halamanCase Studynaachiyaar100% (1)
- Serials Journals Catalogue-2021Dokumen8 halamanSerials Journals Catalogue-2021rks_rmrctBelum ada peringkat
- Company Profile & Clinte ListDokumen5 halamanCompany Profile & Clinte ListPatel KuldeepBelum ada peringkat
- CVDokumen2 halamanCVMuzammalRehmanBelum ada peringkat
- Top 100 Engineering Colleges in IndiaDokumen8 halamanTop 100 Engineering Colleges in IndiaMugunth Narayanan.R.BBelum ada peringkat
- Structural Engineering: J.Y. Richard LiewDokumen2 halamanStructural Engineering: J.Y. Richard Liewantoni999Belum ada peringkat
- Chiaroni, D. V. Chiesa & F. Frattini, 2010, Unravelling The Process From Closed To Open Innovation Evidence From MatureDokumen25 halamanChiaroni, D. V. Chiesa & F. Frattini, 2010, Unravelling The Process From Closed To Open Innovation Evidence From MaturecabalaaBelum ada peringkat
- DGTIN AssignmentDokumen20 halamanDGTIN AssignmentWong Hui ChuoBelum ada peringkat
- Nasa HDBK 1002Dokumen203 halamanNasa HDBK 1002Manu MathewBelum ada peringkat
- My CVDokumen4 halamanMy CVKhondokar Golam Sarowar DholonBelum ada peringkat
- Engg Mandatory DisDokumen393 halamanEngg Mandatory DisJeevaa RajBelum ada peringkat
- Supervisor MechanicalDokumen35 halamanSupervisor MechanicalPreethi RanganathanBelum ada peringkat
- UPSC-IES Weightage For Topics in Civil, Mechanical, Electrical and Electronics - India Vidya PDFDokumen4 halamanUPSC-IES Weightage For Topics in Civil, Mechanical, Electrical and Electronics - India Vidya PDFprachimahajan0183% (6)
- Solutions For Cyber-PhysicalDokumen509 halamanSolutions For Cyber-PhysicalRobson CruzBelum ada peringkat
- 1051 - Pet 2016 Cut Off Phase 1Dokumen28 halaman1051 - Pet 2016 Cut Off Phase 1kamalnitrrBelum ada peringkat
- Background - About Ajira by EMobilis - Online WorkDokumen1 halamanBackground - About Ajira by EMobilis - Online WorkSiloh KEBelum ada peringkat
- Introduction To IESL B PaperDokumen47 halamanIntroduction To IESL B PaperasdthuBelum ada peringkat
- Book List For EEE Job PreparationDokumen4 halamanBook List For EEE Job Preparationshoikot hkBelum ada peringkat
- ASWA Career Guidance Chart Shorter Version WebsiteDokumen4 halamanASWA Career Guidance Chart Shorter Version WebsiteRavi Babu GBelum ada peringkat
- APPSC GROUP 4 RESULTS 2012 - Khammam District Group 4 Merit ListDokumen824 halamanAPPSC GROUP 4 RESULTS 2012 - Khammam District Group 4 Merit ListReviewKeys.comBelum ada peringkat
- Importance of Electronics and Communication Engineering To The SocietyDokumen16 halamanImportance of Electronics and Communication Engineering To The Societyklasikx100% (1)
- Course of Study 2015-2016Dokumen323 halamanCourse of Study 2015-2016Ashu KkrBelum ada peringkat
- Senior System Engineer Satellite EngineeringDokumen2 halamanSenior System Engineer Satellite EngineeringAlejandro RodriguezBelum ada peringkat
- Kancil From Mischief To Moral EducationDokumen18 halamanKancil From Mischief To Moral EducationSyafrismen AscBelum ada peringkat
- Summary of Nba WorkshopDokumen4 halamanSummary of Nba WorkshopPrasad SachidanandaBelum ada peringkat