Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Pumps, Compressors and Conveyors - KimDokumen42 halamanPumps, Compressors and Conveyors - KimKim GojoCruzBelum ada peringkat
- Pumps, Compressors and Conveyors - Rev4Dokumen179 halamanPumps, Compressors and Conveyors - Rev4Kim GojoCruzBelum ada peringkat
- Philippine HistoryDokumen34 halamanPhilippine HistoryKim GojoCruzBelum ada peringkat
- Central Dogma of Molecular BiologyDokumen6 halamanCentral Dogma of Molecular BiologyKim GojoCruzBelum ada peringkat
- HumidificationDokumen29 halamanHumidificationClark Ivan Torres100% (3)
- Gas Absorption PDFDokumen42 halamanGas Absorption PDFKim GojoCruz90% (30)
- Evaporation: Chemical Engineering SeriesDokumen52 halamanEvaporation: Chemical Engineering Serieskmrosario91% (32)
- Crystallization NotesDokumen42 halamanCrystallization NotesKTINE0894% (16)
- Drying: Chemical Engineering SeriesDokumen54 halamanDrying: Chemical Engineering Serieskmrosario67% (21)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Activity 2: College of EngineeringDokumen3 halamanActivity 2: College of EngineeringMa.Elizabeth HernandezBelum ada peringkat
- 3926 An Premium DxiDokumen400 halaman3926 An Premium DxiMartin Bugár100% (2)
- EDU403 Assignment 1Dokumen6 halamanEDU403 Assignment 1NadiaJawadHussainBelum ada peringkat
- 3 Ways To Move Like A NinjaDokumen4 halaman3 Ways To Move Like A NinjaWisnu Wicaksono100% (1)
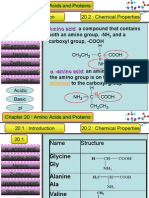
- Matriculation Chemistry Amino Acids-Part-1Dokumen24 halamanMatriculation Chemistry Amino Acids-Part-1iki292Belum ada peringkat
- Charla Krupp - How To Never Look Fat Again - Over 1,000 Ways To Dress Thinner - Without Dieting!-Grand Central Publishing (2010) PDFDokumen316 halamanCharla Krupp - How To Never Look Fat Again - Over 1,000 Ways To Dress Thinner - Without Dieting!-Grand Central Publishing (2010) PDFben0% (1)
- Plumber PDFDokumen68 halamanPlumber PDFshehanBelum ada peringkat
- Pulverizers: By: G. RamachandranDokumen140 halamanPulverizers: By: G. Ramachandranshivshankar prajapatiBelum ada peringkat
- FCE Writing 14 - ArticleDokumen4 halamanFCE Writing 14 - Articlepingu70Belum ada peringkat
- Impact of Textiles and Clothing Industry On EnvironmentDokumen15 halamanImpact of Textiles and Clothing Industry On Environmentranjann349Belum ada peringkat
- NANOGUARD - Products and ApplicationsDokumen2 halamanNANOGUARD - Products and ApplicationsSunrise VenturesBelum ada peringkat
- Patanjali CHP 1Dokumen31 halamanPatanjali CHP 1Prasad KadamBelum ada peringkat
- B1 SpeakingDokumen5 halamanB1 SpeakingHoàng Nam Thắng100% (2)
- Labour Laws in India FINALDokumen55 halamanLabour Laws in India FINALSneha Periwal0% (1)
- Robodrill 01Dokumen298 halamanRobodrill 01vuchinhvdcBelum ada peringkat
- 06-433rev7 HFC-227ea IVO ManualDokumen109 halaman06-433rev7 HFC-227ea IVO ManualFelix MartinezBelum ada peringkat
- Liquid Epoxy Type E: Force-Cure Epoxy For Superior 3-Layer Corrosion ProtectionDokumen2 halamanLiquid Epoxy Type E: Force-Cure Epoxy For Superior 3-Layer Corrosion ProtectionamirhosseinBelum ada peringkat
- X FEDEX EIDokumen13 halamanX FEDEX EINISREEN WAYABelum ada peringkat
- Phillips LoFloDokumen29 halamanPhillips LoFlokawaiiriceBelum ada peringkat
- Ir33+ Range: ... Continuity, Innovation and DesignDokumen4 halamanIr33+ Range: ... Continuity, Innovation and DesignbenBelum ada peringkat
- Practical Approach To Electron Beam Dosimetry at Extended SSDDokumen10 halamanPractical Approach To Electron Beam Dosimetry at Extended SSDAhmet Kürşat ÖzkanBelum ada peringkat
- B 700 FDokumen25 halamanB 700 FMohammed HdyliBelum ada peringkat
- Rubber Dam (Tooth Isolation)Dokumen9 halamanRubber Dam (Tooth Isolation)NonoBelum ada peringkat
- The Modern Fire Attack - Phil Jose and Dennis LegearDokumen7 halamanThe Modern Fire Attack - Phil Jose and Dennis LegearTomBelum ada peringkat
- 2014 EN AdvancedBootkitTechniquesOnAndroid ChenZhangqiShendiDokumen66 halaman2014 EN AdvancedBootkitTechniquesOnAndroid ChenZhangqiShendihombre pocilgaBelum ada peringkat
- Startup Time Reduction For Combined Cycle Power PlantsDokumen8 halamanStartup Time Reduction For Combined Cycle Power PlantsEnrique TamayoBelum ada peringkat
- Oxigen Gen Container CMM 35-21-14Dokumen151 halamanOxigen Gen Container CMM 35-21-14herrisutrisna100% (2)
- Park Ch. 1 - A1000 - Spring13Dokumen21 halamanPark Ch. 1 - A1000 - Spring13lingyeeBelum ada peringkat
- Transaction AnalysisDokumen34 halamanTransaction AnalysisSunil Ramchandani100% (1)
- Philosophy For Management and DisciplineDokumen8 halamanPhilosophy For Management and Disciplineapi-300120362Belum ada peringkat