Anda mungkin juga menyukai
- Planeación Del ProcesoDokumen39 halamanPlaneación Del ProcesoJose FernandezBelum ada peringkat
- Capitulo 08Dokumen34 halamanCapitulo 08Carlos Basualto NuñézBelum ada peringkat
- Manual Torno CNC Muy CompletoDokumen156 halamanManual Torno CNC Muy Completomadenicola1093% (27)
- 11 EstaticaDokumen14 halaman11 Estaticaapolo456100% (1)
- Manual Torno CNC Muy Completo PDFDokumen156 halamanManual Torno CNC Muy Completo PDFJose Fernandez0% (1)
- Teorias Del AprendizajeDokumen46 halamanTeorias Del AprendizajeJose Fernandez100% (1)
- ABC Comités Gestión CompetenciasDokumen2 halamanABC Comités Gestión CompetenciasJose FernandezBelum ada peringkat
- Manual Torno CNC Muy CompletoDokumen156 halamanManual Torno CNC Muy Completomadenicola1093% (27)
- Tema 4 1ra Ley Sistema Cerrado TERMO 1Dokumen26 halamanTema 4 1ra Ley Sistema Cerrado TERMO 1sergdesBelum ada peringkat
- Porque Los Materiales Son ConductoresDokumen1 halamanPorque Los Materiales Son ConductoresJose FernandezBelum ada peringkat
- Controlador de Temperatura Digital Avanzado E5CN-H .2Dokumen17 halamanControlador de Temperatura Digital Avanzado E5CN-H .2ManuelFernandez100% (1)
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Practica de Laboratorio #6 Prueba de Dureza y Tratamientos TérmicosDokumen3 halamanPractica de Laboratorio #6 Prueba de Dureza y Tratamientos TérmicosJose FernandezBelum ada peringkat
- Antihistamnicos y CardiovascularesDokumen191 halamanAntihistamnicos y CardiovascularesJose FernandezBelum ada peringkat
- Tarjetasdeslc500 03Dokumen1 halamanTarjetasdeslc500 03Jose FernandezBelum ada peringkat
- Estructura CristalinaDokumen3 halamanEstructura CristalinaJose FernandezBelum ada peringkat
- Cuestionario 2Dokumen2 halamanCuestionario 2Jose FernandezBelum ada peringkat
- D de ProgramadoresDokumen27 halamanD de ProgramadoresJose FernandezBelum ada peringkat
- Ensayos No Destructivos Mantenimiento OKDokumen63 halamanEnsayos No Destructivos Mantenimiento OKMarco Valcarcel Cabello100% (1)
- 32122.131.59.1.diario Oficial-Acuerdo Secretarial IDokumen3 halaman32122.131.59.1.diario Oficial-Acuerdo Secretarial IJose FernandezBelum ada peringkat
- HomeDokumen6 halamanHomeJose FernandezBelum ada peringkat
- Diagrama de FasesDokumen7 halamanDiagrama de FasesJose FernandezBelum ada peringkat
- Pid en Allen BradleyDokumen121 halamanPid en Allen Bradleychecko_125850% (2)
- Endurecimiento Por DispersionDokumen14 halamanEndurecimiento Por DispersionJose FernandezBelum ada peringkat
- TEMA 2 IntroduccionInstrumentacionDokumen55 halamanTEMA 2 IntroduccionInstrumentacionCharles IriarteBelum ada peringkat
- Trolley TimetableDokumen2 halamanTrolley Timetablecelso_campillo2667Belum ada peringkat
- Simu Compresor T.E.GDokumen188 halamanSimu Compresor T.E.GGregg JamesBelum ada peringkat
- 1 MaterialesDokumen31 halaman1 MaterialesJose FernandezBelum ada peringkat
- Arian RTD ConexxionesDokumen6 halamanArian RTD ConexxionesJose Ramon Escobar AlfaroBelum ada peringkat
- Bomba de Infusion Marca: Medcaptain REF: 6010Dokumen6 halamanBomba de Infusion Marca: Medcaptain REF: 6010Esteban Mantilla idarragaBelum ada peringkat
- Informe RISKO SAS - Aval Bimensual de La Torre Grúa POTAIN MC 85 Enero 2020Dokumen8 halamanInforme RISKO SAS - Aval Bimensual de La Torre Grúa POTAIN MC 85 Enero 2020alejandraheventBelum ada peringkat
- NT-SEC-018 Separación de IncondensablesDokumen3 halamanNT-SEC-018 Separación de IncondensablesPedro MarquezBelum ada peringkat
- Texto ExpositivoDokumen6 halamanTexto ExpositivoCamilo GonzalezBelum ada peringkat
- Tarjeta de Bloqueo DMRDokumen6 halamanTarjeta de Bloqueo DMRMejora Continua ReyperBelum ada peringkat
- Caso Apple Computer, 2006Dokumen8 halamanCaso Apple Computer, 2006Lucciana BolañosBelum ada peringkat
- El Pato SalvajeDokumen2 halamanEl Pato SalvajeB'reshith BurstensBelum ada peringkat
- Instrumentos de QuimicaDokumen4 halamanInstrumentos de QuimicaodryBelum ada peringkat
- Vector UnitarioDokumen14 halamanVector UnitarioEstefany OrtegaBelum ada peringkat
- Laboratorio Moldes de ArenaDokumen7 halamanLaboratorio Moldes de ArenaJuanEstebanAlzateLedesmaBelum ada peringkat
- Autoevaluacion Decadencia de Las NacionesDokumen1 halamanAutoevaluacion Decadencia de Las Nacionescaarlb67% (3)
- Teorias Pedagogicas ContemporaneasDokumen44 halamanTeorias Pedagogicas ContemporaneasEdward Chero ValdiviesoBelum ada peringkat
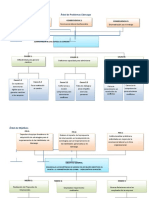
- Árbol de Problemas Liderazgo Johny FonsecaDokumen6 halamanÁrbol de Problemas Liderazgo Johny Fonsecajohny jamer fonsecamontesBelum ada peringkat
- Flores 2009 EntrevistaDokumen48 halamanFlores 2009 EntrevistaNicolas Vera100% (2)
- Dificultades de La LecturaDokumen2 halamanDificultades de La LecturaMaria Leal GomezBelum ada peringkat
- El Sistema Educativo, Político y Religioso en MéxicoDokumen5 halamanEl Sistema Educativo, Político y Religioso en Méxicoluisangel121994Belum ada peringkat
- Manual Ps3Dokumen22 halamanManual Ps3Ricardo HerediaBelum ada peringkat
- Checklist CanastilloDokumen1 halamanChecklist CanastillonestorueBelum ada peringkat
- Experiencias Disociativas: Una Escala de MedidaDokumen16 halamanExperiencias Disociativas: Una Escala de MedidamarthaelizabethBelum ada peringkat
- Test Edicion Audio Digital Audacity 1bachDokumen1 halamanTest Edicion Audio Digital Audacity 1bachespBelum ada peringkat
- Ev2 eqFITART MariaFernandaGarciaCevallos 104Dokumen6 halamanEv2 eqFITART MariaFernandaGarciaCevallos 104Mafer CevallosBelum ada peringkat
- Amado Kryon - Carrol Lee - Atributos para La Ascensión y El Poder de La Conciencia Humana 06.02Dokumen13 halamanAmado Kryon - Carrol Lee - Atributos para La Ascensión y El Poder de La Conciencia Humana 06.02Heraclio LópezBelum ada peringkat
- Revisión de Libertad CondicionalDokumen15 halamanRevisión de Libertad CondicionalAntonio RobBelum ada peringkat
- 2022 Semana 11sDokumen4 halaman2022 Semana 11sroxanaBelum ada peringkat
- Quimica 2°año IiDokumen36 halamanQuimica 2°año IiOscar Rodríguez GómezBelum ada peringkat
- Aceite Lubricante MSDSDokumen5 halamanAceite Lubricante MSDSseguel2Belum ada peringkat
- Natal Care BX c-2Dokumen2 halamanNatal Care BX c-2Chris AliBelum ada peringkat
- Actividad 6 - Psicología de La EducaciónDokumen4 halamanActividad 6 - Psicología de La Educaciónmaria legorburuBelum ada peringkat
- 08 - Gruner El Otro en Las Ciencias SocialesDokumen6 halaman08 - Gruner El Otro en Las Ciencias SocialesValeriaDalMolinBelum ada peringkat
- Evaluacion Epistemologia IDokumen2 halamanEvaluacion Epistemologia IItlhien YeghaBelum ada peringkat