Anda mungkin juga menyukai
- Study On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsDokumen5 halamanStudy On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsAnonymous 5AmJ13mLkBelum ada peringkat
- D66&G198 ManualDokumen8 halamanD66&G198 Manualerwin1bakkerBelum ada peringkat
- Codes and DescriptionDokumen18 halamanCodes and DescriptionBrown MeshBelum ada peringkat
- Mounting The Dial Indicator FixturesDokumen10 halamanMounting The Dial Indicator Fixturesmohamed elejmiBelum ada peringkat
- Rim and Face AlignmentDokumen8 halamanRim and Face Alignmentnazir305Belum ada peringkat
- Polar Coordinate Interpolation Function G12.1: Layout of The X-C Coordinate System PlaneDokumen10 halamanPolar Coordinate Interpolation Function G12.1: Layout of The X-C Coordinate System PlaneElias Mora BecerraBelum ada peringkat
- Instructions Exercise 2. MT5081-03 Stresses in One Point: FixturesDokumen0 halamanInstructions Exercise 2. MT5081-03 Stresses in One Point: FixturesIrina AveraldoBelum ada peringkat
- Direct CalibrateDokumen2 halamanDirect Calibratejohn DoeBelum ada peringkat
- Sinusoidal Curves AssignmentDokumen4 halamanSinusoidal Curves AssignmentMarc LambertBelum ada peringkat
- 4476 Writing A CNC ProgramDokumen30 halaman4476 Writing A CNC ProgramrlwersalBelum ada peringkat
- Tool Axis Limits: Azimuth and ElevationDokumen16 halamanTool Axis Limits: Azimuth and ElevationNissam SidheeqBelum ada peringkat
- Using A Probe Workflow To Square Your X Gantry - grblHAL-1Dokumen7 halamanUsing A Probe Workflow To Square Your X Gantry - grblHAL-1brenelecBelum ada peringkat
- Ender 3S1 Ultimate GuideDokumen4 halamanEnder 3S1 Ultimate GuideLailaBelum ada peringkat
- Esprit TNG Step 2-2 WhatsnewDokumen13 halamanEsprit TNG Step 2-2 WhatsnewMonika Balážová100% (1)
- Numerical Control ProgrammingDokumen81 halamanNumerical Control Programmingmsaqibraza93Belum ada peringkat
- 4 Es enDokumen35 halaman4 Es enehoh_212989465Belum ada peringkat
- Lesson Ten TextDokumen9 halamanLesson Ten TextVignesh WaranBelum ada peringkat
- Power MillDokumen158 halamanPower Millazadsingh1100% (3)
- Curve Calculator: Reference InformationDokumen8 halamanCurve Calculator: Reference InformationHazellary Thomas Tarang IIBelum ada peringkat
- Pan Calibration in The Field - Revised FINALDokumen10 halamanPan Calibration in The Field - Revised FINALkirk urreaBelum ada peringkat
- Tutorial 8 - Raster Data Analysis: ObjectivesDokumen21 halamanTutorial 8 - Raster Data Analysis: Objectiveskarmvir27Belum ada peringkat
- G CodeDokumen16 halamanG CodeteotBelum ada peringkat
- Angular MeasurementDokumen19 halamanAngular MeasurementswarnnaBelum ada peringkat
- Diagonal Rod Correction For Delta Printer XY Dimensional CalibrationDokumen9 halamanDiagonal Rod Correction For Delta Printer XY Dimensional CalibrationThe Purple SensationBelum ada peringkat
- Equations Tutorial: Parametric ModellingDokumen8 halamanEquations Tutorial: Parametric ModellingHerbert LowBelum ada peringkat
- Lab 1 - Measurements and GraphingDokumen4 halamanLab 1 - Measurements and GraphingKatherine WeightmanBelum ada peringkat
- CATIA Tutorial 1-Parameters Wings EmpennageDokumen27 halamanCATIA Tutorial 1-Parameters Wings EmpennageJavier CisnerosBelum ada peringkat
- Ball Drop: Above The Floor. The Ball Hits TheDokumen6 halamanBall Drop: Above The Floor. The Ball Hits TheKinsmenBelum ada peringkat
- Auto CADDokumen100 halamanAuto CADalhaswbalshkhsy969Belum ada peringkat
- Calibrating Virtual Axes and Geometry FilesDokumen9 halamanCalibrating Virtual Axes and Geometry FilesnosnomaBelum ada peringkat
- Microstation Part 1.1Dokumen7 halamanMicrostation Part 1.1Krishna KBelum ada peringkat
- Forward and Inverse Modeling of Gravity DataDokumen14 halamanForward and Inverse Modeling of Gravity DataMuhamad Firdaus Al-HakimBelum ada peringkat
- PM 05 3doffset+constzDokumen16 halamanPM 05 3doffset+constzNissam SidheeqBelum ada peringkat
- Twisting Tower: Before You BeginDokumen4 halamanTwisting Tower: Before You BeginAdrian GrosuBelum ada peringkat
- CHẤN CUNG TRÒN LỚNDokumen3 halamanCHẤN CUNG TRÒN LỚNHung LeBelum ada peringkat
- Heidenhain 920Dokumen68 halamanHeidenhain 920Angel Alvarez CarrilloBelum ada peringkat
- CNC-Calc Post Processor - Basic ConfigurationDokumen4 halamanCNC-Calc Post Processor - Basic ConfigurationThiênMệnhBelum ada peringkat
- Movimiento Armonico SimpleDokumen6 halamanMovimiento Armonico SimpleFrancisco Manuel Ugarte PalacinBelum ada peringkat
- 2-Lectures DRAWING WITH AUTOCAD PDFDokumen6 halaman2-Lectures DRAWING WITH AUTOCAD PDFHector Alberto Garcia LopezBelum ada peringkat
- Dial Indicator Alignment BasicsDokumen24 halamanDial Indicator Alignment Basicskiki270977100% (2)
- Theodolite HelpDokumen6 halamanTheodolite HelpEdgar MryBelum ada peringkat
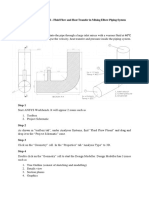
- ANSYS Fluent Tutorial Mix Flow ElbowDokumen13 halamanANSYS Fluent Tutorial Mix Flow ElbowSaragadam Naga Shivanath RauBelum ada peringkat
- Quantum GIS (QGIS) Raster Based Terrain Analysis TechniquesDokumen7 halamanQuantum GIS (QGIS) Raster Based Terrain Analysis TechniquesAna-Maria CiobotaruBelum ada peringkat
- CNC Lab AssignmentDokumen10 halamanCNC Lab Assignmentkapil.scribdBelum ada peringkat
- Essential Elements of Good Graphs:: Scaling Example: in A Given Experiment in Which The Current Is Being Measured, TheDokumen2 halamanEssential Elements of Good Graphs:: Scaling Example: in A Given Experiment in Which The Current Is Being Measured, TheNahtanhoj TTenrabBelum ada peringkat
- Mazak Alignment Procedure Integrex MK-IVDokumen14 halamanMazak Alignment Procedure Integrex MK-IVMauro S Cabral100% (2)
- 10100116-A BK Tec Note Quality CalibrationDokumen28 halaman10100116-A BK Tec Note Quality CalibrationIulianBelum ada peringkat
- Solid WireframeDokumen15 halamanSolid WireframeNekodaruma Rizky-kunBelum ada peringkat
- GrapherDokumen12 halamanGrapherwalter paz lozanoBelum ada peringkat
- Manual Cadworx IsometricDokumen11 halamanManual Cadworx IsometricharlyganBelum ada peringkat
- GH Workshop Docs by UWDokumen12 halamanGH Workshop Docs by UWHong MingBelum ada peringkat
- Straightness Measurement Using AutocollimatorDokumen5 halamanStraightness Measurement Using Autocollimatorविशाल पुडासैनीBelum ada peringkat
- Flip FlopDokumen9 halamanFlip Flopscribdthrowaway3Belum ada peringkat
- Manual Road DesignDokumen32 halamanManual Road DesignJhone Cisneros100% (1)
- UPM Lab Manual 29.07.15 RevisedDokumen19 halamanUPM Lab Manual 29.07.15 RevisedAbhisikta MishraBelum ada peringkat
- GCSE Maths Revision: Cheeky Revision ShortcutsDari EverandGCSE Maths Revision: Cheeky Revision ShortcutsPenilaian: 3.5 dari 5 bintang3.5/5 (2)
- AutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsDari EverandAutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsBelum ada peringkat
- Canny Edge Detector: Unveiling the Art of Visual PerceptionDari EverandCanny Edge Detector: Unveiling the Art of Visual PerceptionBelum ada peringkat
- SolidWorks 2016 Learn by doing 2016 - Part 3Dari EverandSolidWorks 2016 Learn by doing 2016 - Part 3Penilaian: 3.5 dari 5 bintang3.5/5 (3)
- Incubator Flyer 2Dokumen1 halamanIncubator Flyer 2Kyle ByrneBelum ada peringkat
- I Term 2 SampleDokumen2 halamanI Term 2 SampleKyle ByrneBelum ada peringkat
- EssayDokumen22 halamanEssayKyle ByrneBelum ada peringkat
- 2016 SolutionDokumen4 halaman2016 SolutionKyle ByrneBelum ada peringkat
- StatsDokumen1 halamanStatsKyle ByrneBelum ada peringkat
- Come Up With Better Title: Kyle ByrneDokumen3 halamanCome Up With Better Title: Kyle ByrneKyle ByrneBelum ada peringkat
- 2Dokumen1 halaman2mitchofmagicBelum ada peringkat
- School of Engineering, University of Warwick, Coventry CV4 7AL, UK Supervisor: DR C E OramDokumen1 halamanSchool of Engineering, University of Warwick, Coventry CV4 7AL, UK Supervisor: DR C E OramKyle ByrneBelum ada peringkat
- MA250 WE As PDFDokumen2 halamanMA250 WE As PDFKyle ByrneBelum ada peringkat
- Inequalities For Gram Matrices and Their Applications To Reproducing Kernel Hilbert SpacesDokumen4 halamanInequalities For Gram Matrices and Their Applications To Reproducing Kernel Hilbert SpacesKyle ByrneBelum ada peringkat
- EssayDokumen5 halamanEssayKyle ByrneBelum ada peringkat
- Step Formula Booklet PDFDokumen24 halamanStep Formula Booklet PDFA FryBelum ada peringkat
- An Introduction To Space Filling CurvesDokumen19 halamanAn Introduction To Space Filling CurvesKyle ByrneBelum ada peringkat
- Assignment 4 Solutions 2Dokumen2 halamanAssignment 4 Solutions 2Kyle ByrneBelum ada peringkat
- Kyle CVDokumen3 halamanKyle CVKyle ByrneBelum ada peringkat
- Inequalities For Gram Matrices and Their Applications To Reproducing Kernel Hilbert SpacesDokumen4 halamanInequalities For Gram Matrices and Their Applications To Reproducing Kernel Hilbert SpacesKyle ByrneBelum ada peringkat
- Stats 2 Jan 07Dokumen4 halamanStats 2 Jan 07Kyle ByrneBelum ada peringkat
- Chapter Three: The Screenroom: Even Teel OrsesDokumen1 halamanChapter Three: The Screenroom: Even Teel OrsesKyle ByrneBelum ada peringkat
- MA124: Maths by Computer - Week 5: Thomas Dove and Kyle Byrne February 8, 2015Dokumen8 halamanMA124: Maths by Computer - Week 5: Thomas Dove and Kyle Byrne February 8, 2015Kyle ByrneBelum ada peringkat
- G494 MS June13Dokumen11 halamanG494 MS June13Kyle ByrneBelum ada peringkat
- G494 01jun13Dokumen16 halamanG494 01jun13Kyle ByrneBelum ada peringkat
- S2 June 06 QPDokumen4 halamanS2 June 06 QPKyle ByrneBelum ada peringkat
- MA124 Maths by Computer Week 8 Assignment: Solution 8A:Root FindingDokumen14 halamanMA124 Maths by Computer Week 8 Assignment: Solution 8A:Root FindingKyle ByrneBelum ada peringkat
- 2002 - Paper IIDokumen6 halaman2002 - Paper IIhmphryBelum ada peringkat
- Advanced Problems in MathematicsDokumen98 halamanAdvanced Problems in Mathematicsalec_tealBelum ada peringkat
- 1987 Specimen STEP 2 - Further ADokumen6 halaman1987 Specimen STEP 2 - Further AKyle ByrneBelum ada peringkat
- Step 2011 Paper 2 Question 3Dokumen2 halamanStep 2011 Paper 2 Question 3Kyle ByrneBelum ada peringkat
- Daniel Madison - 2007 - BreachDokumen8 halamanDaniel Madison - 2007 - BreachKyle Byrne0% (1)
- NDTDokumen2 halamanNDTRoop Sathya kumarBelum ada peringkat
- Movimiento Circular, Momentun Lineal y EnergíaDokumen92 halamanMovimiento Circular, Momentun Lineal y EnergíaJulio César Macías ZamoraBelum ada peringkat
- NARS Fall 2011 Press File PDFDokumen19 halamanNARS Fall 2011 Press File PDFheather_dillowBelum ada peringkat
- Fluid Solids Operations: High HighDokumen20 halamanFluid Solids Operations: High HighPriscilaPrzBelum ada peringkat
- z482 E3b en (3a2)Dokumen2 halamanz482 E3b en (3a2)Gerencia General ServicesBelum ada peringkat
- What's The Use of Neuroticism?: G. Claridge, C. DavisDokumen18 halamanWhat's The Use of Neuroticism?: G. Claridge, C. DavisNimic NimicBelum ada peringkat
- M1-Safety StandardsDokumen9 halamanM1-Safety StandardscarlBelum ada peringkat
- Mid-Year Examination, 2023 Science Year 7 1 HourDokumen23 halamanMid-Year Examination, 2023 Science Year 7 1 HourAl-Hafiz Bin SajahanBelum ada peringkat
- The Ecological Effects of Eucalyptus PDFDokumen97 halamanThe Ecological Effects of Eucalyptus PDFgejuinaBelum ada peringkat
- Deld12070 CC18 GT 371 C CDokumen1 halamanDeld12070 CC18 GT 371 C CDEBASIS BARMANBelum ada peringkat
- Bluforest, Inc. (OTC: BLUF) InvestigationDokumen5 halamanBluforest, Inc. (OTC: BLUF) Investigationfraudinstitute100% (1)
- Lecture 20Dokumen10 halamanLecture 20bilal5202050Belum ada peringkat
- Food - Forage - Potential - and - Carrying - Capacity - Rusa Kemampo - MedKonDokumen9 halamanFood - Forage - Potential - and - Carrying - Capacity - Rusa Kemampo - MedKonRotten AnarchistBelum ada peringkat
- +chapter 6 Binomial CoefficientsDokumen34 halaman+chapter 6 Binomial CoefficientsArash RastiBelum ada peringkat
- ELC609F12 Lec0 IntroductionDokumen16 halamanELC609F12 Lec0 IntroductionMohammed El-AdawyBelum ada peringkat
- Important Notice 38-2021 Dated 24-03-2021 Available Seats Foreign National Spon INI CET PG Courses July 2021Dokumen3 halamanImportant Notice 38-2021 Dated 24-03-2021 Available Seats Foreign National Spon INI CET PG Courses July 2021Priyobrata KonjengbamBelum ada peringkat
- XC24M MG DatasheetDokumen3 halamanXC24M MG DatasheetAbdulJawad Ibrahim ElmezoghiBelum ada peringkat
- Science 10 Quarter 2 Module 4Dokumen6 halamanScience 10 Quarter 2 Module 4Jess Anthony Efondo100% (4)
- ScilabDokumen4 halamanScilabAngeloLorenzoSalvadorTamayoBelum ada peringkat
- Scientific Exploration and Expeditions PDFDokumen406 halamanScientific Exploration and Expeditions PDFana_petrescu100% (2)
- Nammiaca 000032Dokumen5.323 halamanNammiaca 000032gangadhark196Belum ada peringkat
- Aplikasi Sistem Penuaian Air Hujan (Spah) Di Kawasan PerumahanDokumen18 halamanAplikasi Sistem Penuaian Air Hujan (Spah) Di Kawasan PerumahanFarid Che DeramanBelum ada peringkat
- Age ProblemDokumen31 halamanAge ProblemKenny CantilaBelum ada peringkat
- Vol07 1 PDFDokumen275 halamanVol07 1 PDFRurintana Nalendra WarnaBelum ada peringkat
- With EU Stage V Engine Installed: 200 HP (149 KW) / 2,200 RPMDokumen4 halamanWith EU Stage V Engine Installed: 200 HP (149 KW) / 2,200 RPMSara Sarmiento EcheverryBelum ada peringkat
- Scuba Diving - Technical Terms MK IDokumen107 halamanScuba Diving - Technical Terms MK IJoachim MikkelsenBelum ada peringkat
- QTM - Soap Battle CaseDokumen7 halamanQTM - Soap Battle CaseAshish Babaria100% (1)
- Complicaciones Postoperatorias en Esofagectomía Por Cáncer. Evaluación de 215 Casos Según Definiciones Del Grupo de Consenso InternacionalDokumen7 halamanComplicaciones Postoperatorias en Esofagectomía Por Cáncer. Evaluación de 215 Casos Según Definiciones Del Grupo de Consenso InternacionalPaulo RoseroBelum ada peringkat
- TR189 Kathuria PDFDokumen168 halamanTR189 Kathuria PDFuqiBelum ada peringkat
- Master Key Utbk Saintek 2022 (Paket 3) Bahasa InggrisDokumen5 halamanMaster Key Utbk Saintek 2022 (Paket 3) Bahasa InggrisRina SetiawatiBelum ada peringkat