Anda mungkin juga menyukai
- Pert CPMDokumen1 halamanPert CPMZerda John BernardBelum ada peringkat
- Repair welding Cr-Mo steels without PWHT techniquesDokumen3 halamanRepair welding Cr-Mo steels without PWHT techniquesAnonymous nw5AXJqjd25% (4)
- Method Vs MethodologyDokumen6 halamanMethod Vs Methodologyalisyed37Belum ada peringkat
- Environmental Management System ISO 14001 - 9519499903Dokumen110 halamanEnvironmental Management System ISO 14001 - 9519499903Nelson Alejandro Fierro100% (2)
- IndianboatdesignDokumen74 halamanIndianboatdesignVarun Vaidya100% (1)
- Shipbuilding Robotics and EconomicsDokumen16 halamanShipbuilding Robotics and EconomicsJeesonAntonyBelum ada peringkat
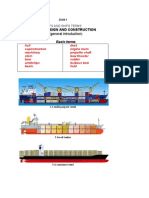
- Ships and Ship Terms ExplainedDokumen12 halamanShips and Ship Terms ExplainedgamronBelum ada peringkat
- Underwater Welding and CuttingDokumen60 halamanUnderwater Welding and CuttingDewin PurnamaBelum ada peringkat
- Rules and Regulations For The Construction and Classification of High Speed Crafts and Light CraftsDokumen357 halamanRules and Regulations For The Construction and Classification of High Speed Crafts and Light CraftsJeesonAntonyBelum ada peringkat
- SN DiagramDokumen7 halamanSN DiagramManas Kotru100% (1)
- Class NK DirectoryDokumen222 halamanClass NK DirectoryJeesonAntony50% (2)
- Corrosive Wear Failure Analysis in A Natural Gas PipelineDokumen5 halamanCorrosive Wear Failure Analysis in A Natural Gas Pipelinejperdigon9634Belum ada peringkat
- Key Issues Related To Modelling of Internal Corrosion of Oil and Gas Pipelines-A ReviewDokumen16 halamanKey Issues Related To Modelling of Internal Corrosion of Oil and Gas Pipelines-A ReviewsanaamikhailBelum ada peringkat
- Competency Based Performance Management 1Dokumen22 halamanCompetency Based Performance Management 1shah1703Belum ada peringkat
- 691-Victoria Dredging GuidleinesDokumen116 halaman691-Victoria Dredging GuidleinesTamilchelvam MurogayahBelum ada peringkat
- Aws D17.2 - D17.2M-2013Dokumen11 halamanAws D17.2 - D17.2M-2013iwanBelum ada peringkat
- Developments in Underwater WeldingDokumen5 halamanDevelopments in Underwater WeldingAbhay SinghBelum ada peringkat
- Corrosion Resistance of Welded Joints Made by Wet Underwater WeldingDokumen8 halamanCorrosion Resistance of Welded Joints Made by Wet Underwater WeldingMaksimovBelum ada peringkat
- 43 Jan 2558 PDFDokumen6 halaman43 Jan 2558 PDFMuzammil ShaikhBelum ada peringkat
- Jmet Vol4 No1 Fullpaper3Dokumen26 halamanJmet Vol4 No1 Fullpaper3Ariel FerrerBelum ada peringkat
- Gmaw Crater AluminioDokumen14 halamanGmaw Crater AluminioRodrigo SalinasBelum ada peringkat
- Control of Surface Defects On plasma-MIG Hybrid Welds in Cryogenic Aluminum AlloysDokumen14 halamanControl of Surface Defects On plasma-MIG Hybrid Welds in Cryogenic Aluminum AlloysKaushik SenguptaBelum ada peringkat
- Local Mechanical Properties of Radial Friction Welded Supermartensitic StainlessDokumen16 halamanLocal Mechanical Properties of Radial Friction Welded Supermartensitic StainlessC_rovereBelum ada peringkat
- Characterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFDokumen8 halamanCharacterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFSinan ChenBelum ada peringkat
- E.O.Paton Electric Welding Institute Activity in The FieldDokumen10 halamanE.O.Paton Electric Welding Institute Activity in The FieldMaksimovBelum ada peringkat
- Pipeline CorrosionDokumen3 halamanPipeline Corrosion1 BRONAL SIREGARBelum ada peringkat
- 1 s2.0 S1018363916300332 MainDokumen5 halaman1 s2.0 S1018363916300332 MainFernando LariosBelum ada peringkat
- Understanding The Weldability of Niobium-Bearing Hsla SteelsDokumen28 halamanUnderstanding The Weldability of Niobium-Bearing Hsla SteelsGenaro GilapaBelum ada peringkat
- An Appraisal of The Tekken TestDokumen235 halamanAn Appraisal of The Tekken TestWilson RobertoBelum ada peringkat
- Prediction of Corrosive Fatigue Life of Submarine Pipelines of API 5L X56 Steel Materials PDFDokumen19 halamanPrediction of Corrosive Fatigue Life of Submarine Pipelines of API 5L X56 Steel Materials PDFJohan Esteban Garcia PuentesBelum ada peringkat
- Materials: Ffect of Electrode Waterproof Coating On Quality ofDokumen15 halamanMaterials: Ffect of Electrode Waterproof Coating On Quality ofAndrés Mauricio UribeBelum ada peringkat
- Wa0000Dokumen14 halamanWa0000Pavan Teja100% (1)
- (MRE_Materials Research and Engineering) B. E. Paton, B. I. Medovar, G. S. Marinski, V. L. Shevtsov, U. V. Orlovski (auth.), B. I. Medovar, G. A. Boyko (eds.) - Electroslag Technology-Springer-VerlagDokumen284 halaman(MRE_Materials Research and Engineering) B. E. Paton, B. I. Medovar, G. S. Marinski, V. L. Shevtsov, U. V. Orlovski (auth.), B. I. Medovar, G. A. Boyko (eds.) - Electroslag Technology-Springer-VerlagJose PerezBelum ada peringkat
- Current Issues and Problems in Welding ScienceDokumen6 halamanCurrent Issues and Problems in Welding ScienceMatheus DyzzyBelum ada peringkat
- Cooling Media Influence on Welded Tool SteelsDokumen25 halamanCooling Media Influence on Welded Tool SteelsVikas Mani TripathiBelum ada peringkat
- Offshore Welding (Wet Welding) : NewabstractDokumen2 halamanOffshore Welding (Wet Welding) : Newabstract238657 ktr.et.mech.16Belum ada peringkat
- Application Possibilities of The S960 Steel in Underwater Welded StructuresDokumen12 halamanApplication Possibilities of The S960 Steel in Underwater Welded StructuresEricha Syah PutriBelum ada peringkat
- Tensile Armor Wires Submitted To Slow Strain Rate Tests in A Corrosive EnvironmentDokumen11 halamanTensile Armor Wires Submitted To Slow Strain Rate Tests in A Corrosive EnvironmentPedro OliveiraBelum ada peringkat
- Failure Analysis of Gas Turbine BladesDokumen2 halamanFailure Analysis of Gas Turbine BladesUmairBelum ada peringkat
- Walczak Tightness AMM 3 2016Dokumen8 halamanWalczak Tightness AMM 3 2016Om Parkash SharmaBelum ada peringkat
- Get WRC Bulletin 506 Half Bead Temper BeadDokumen1 halamanGet WRC Bulletin 506 Half Bead Temper BeadMichael Sanders0% (1)
- 9% Nickel Steel WeldingDokumen11 halaman9% Nickel Steel WeldingSridharan ChandranBelum ada peringkat
- 2023 Influence of Heat Input On The Weldability... Sustainability 15 (14), 11222Dokumen19 halaman2023 Influence of Heat Input On The Weldability... Sustainability 15 (14), 11222cesold delcaribeBelum ada peringkat
- SSRN Id4446360Dokumen9 halamanSSRN Id4446360Almas XamiBelum ada peringkat
- Selective Laser Should MeltingDokumen10 halamanSelective Laser Should MeltingAli MousaviBelum ada peringkat
- Defects in Rails: S (LdhanaDokumen25 halamanDefects in Rails: S (LdhanaPritam TalukdarBelum ada peringkat
- BWR Pressure Vessel Cladding Cracking InvestigationDokumen18 halamanBWR Pressure Vessel Cladding Cracking InvestigationAndres_Pastor1987Belum ada peringkat
- Pitting and Stress Corrosion Cracking in Welded 304 Stainless Steel PipeDokumen7 halamanPitting and Stress Corrosion Cracking in Welded 304 Stainless Steel PipeGina BerríoBelum ada peringkat
- The Effect of Electrical Grounding Systems On Underground Corrosion and Cathodic ProtectionDokumen6 halamanThe Effect of Electrical Grounding Systems On Underground Corrosion and Cathodic ProtectionCristian Alarcon CerdaBelum ada peringkat
- Jte20170068 40124Dokumen11 halamanJte20170068 40124pstedile1234Belum ada peringkat
- Accelerated Corrosion of Steel Rebar in Concrete by Electromigration: Effect of Reservoir Length and Concrete MixesDokumen9 halamanAccelerated Corrosion of Steel Rebar in Concrete by Electromigration: Effect of Reservoir Length and Concrete MixesAlmas XamiBelum ada peringkat
- Investigation of Arc Welding Joining Effects On MechanicalDokumen6 halamanInvestigation of Arc Welding Joining Effects On MechanicalRafi ZhaffBelum ada peringkat
- Digital AssignmentDokumen9 halamanDigital AssignmentuditBelum ada peringkat
- Common Root Causes of Pressure Vessel Failures: A Review: Akademia BaruDokumen16 halamanCommon Root Causes of Pressure Vessel Failures: A Review: Akademia BaruJuan David RRiosBelum ada peringkat
- Applsci 09 03118 v2 PDFDokumen24 halamanApplsci 09 03118 v2 PDFRami GhorbelBelum ada peringkat
- Electro Slag Strip Cladding ProcessDokumen5 halamanElectro Slag Strip Cladding ProcessIJMERBelum ada peringkat
- 2020 WITW, Pourmand, Jafari, EbrahimiDokumen15 halaman2020 WITW, Pourmand, Jafari, EbrahimiMostafaBelum ada peringkat
- Engineering Fracture Mechanics: SciencedirectDokumen16 halamanEngineering Fracture Mechanics: SciencedirectMahesh BharatiBelum ada peringkat
- A Review On Under Water Welding Process: C SundarapandiyanDokumen6 halamanA Review On Under Water Welding Process: C SundarapandiyanSHUBHAM YadavBelum ada peringkat
- Study of High-Speed GMAW Assisted by Compound External Magnetic FieldDokumen17 halamanStudy of High-Speed GMAW Assisted by Compound External Magnetic Fieldjyoti singhBelum ada peringkat
- Friction Stir Welding of Structural Steel S235 and S355Dokumen7 halamanFriction Stir Welding of Structural Steel S235 and S355Ramona SzaboBelum ada peringkat
- Ipc2012 90242Dokumen8 halamanIpc2012 90242Marcelo Varejão CasarinBelum ada peringkat
- Author's Accepted Manuscript: Materials Science & Engineering ADokumen23 halamanAuthor's Accepted Manuscript: Materials Science & Engineering AGhazal NanaaBelum ada peringkat
- Technical Note: Underwater Welding - Present Status and Future ScopeDokumen11 halamanTechnical Note: Underwater Welding - Present Status and Future ScopeJohn RajBelum ada peringkat
- Joining Ceramics and Graphite To Other Materials: A ReportDokumen87 halamanJoining Ceramics and Graphite To Other Materials: A ReportJimy Unfried-SilgadoBelum ada peringkat
- UWFSW Cu in AIP Conference Proceedings 23-07-2019Dokumen9 halamanUWFSW Cu in AIP Conference Proceedings 23-07-2019Ethiraj NarasimhaluBelum ada peringkat
- Review Paper On The Faliure Analysis of Weld: Neck Flanges: ISSN 2278 - 0211 (Online)Dokumen6 halamanReview Paper On The Faliure Analysis of Weld: Neck Flanges: ISSN 2278 - 0211 (Online)grincheu70Belum ada peringkat
- Revisao de Literatura SAWDokumen41 halamanRevisao de Literatura SAWbiancogallazziBelum ada peringkat
- Seismic Design of Buried Steel Water Pipelines: July 2014Dokumen16 halamanSeismic Design of Buried Steel Water Pipelines: July 2014fernandoBelum ada peringkat
- Reheat Cracking-A Review of Recent StudiesDokumen31 halamanReheat Cracking-A Review of Recent Studiesagilan89Belum ada peringkat
- Metallurgy and Mechanics of Welding: Processes and Industrial ApplicationsDari EverandMetallurgy and Mechanics of Welding: Processes and Industrial ApplicationsRegis BlondeauBelum ada peringkat
- Yesuve Karunamayane - MalayalamDokumen6 halamanYesuve Karunamayane - MalayalamJeesonAntonyBelum ada peringkat
- Ship Hull Waterlines & StationsDokumen8 halamanShip Hull Waterlines & StationsTommyVercettiBelum ada peringkat
- Gagultha FinalDokumen1 halamanGagultha FinalJeesonAntonyBelum ada peringkat
- Publication details journal abstractsDokumen8 halamanPublication details journal abstractsJeesonAntonyBelum ada peringkat
- Equasis Statistics - The World Fleet 2011 PDFDokumen98 halamanEquasis Statistics - The World Fleet 2011 PDFJeesonAntonyBelum ada peringkat
- 19 Introduction To Design of Helical SpringsDokumen12 halaman19 Introduction To Design of Helical SpringsPRASAD326100% (3)
- Basic Principles of Ship Propulsion PDFDokumen31 halamanBasic Principles of Ship Propulsion PDFJeesonAntonyBelum ada peringkat
- Bureau+Veritas India+Certification+Flyer PDFDokumen2 halamanBureau+Veritas India+Certification+Flyer PDFMichael BanksBelum ada peringkat
- For A Succesful LifeDokumen2 halamanFor A Succesful LifeJeesonAntonyBelum ada peringkat
- Man-Hour Estimation Model and Its Comparison of Interim Products Assembly For ShipbuildingDokumen6 halamanMan-Hour Estimation Model and Its Comparison of Interim Products Assembly For ShipbuildingJuriBelum ada peringkat
- Annex Vii: (Stipulations in Exemption of Section 289 & 290 of M.S. Act)Dokumen8 halamanAnnex Vii: (Stipulations in Exemption of Section 289 & 290 of M.S. Act)Kranthikumar BoinaBelum ada peringkat
- Transverse Frame ModelDokumen1 halamanTransverse Frame ModelJeesonAntonyBelum ada peringkat
- Bulwark, Manholes, Inclined Ladders, Ladders, HatchDokumen2 halamanBulwark, Manholes, Inclined Ladders, Ladders, HatchJeesonAntonyBelum ada peringkat
- Bharati Shipyard Interview QuestionsDokumen2 halamanBharati Shipyard Interview QuestionsJeesonAntonyBelum ada peringkat
- DFMDokumen2 halamanDFMJeesonAntonyBelum ada peringkat
- Dgsorder4 08 Annex IVDokumen56 halamanDgsorder4 08 Annex IVaboddapatiBelum ada peringkat
- Ship SizesDokumen5 halamanShip SizesJeesonAntonyBelum ada peringkat
- Annex V: (Stipulations in Exemption of Section 285 of M.S. Act)Dokumen1 halamanAnnex V: (Stipulations in Exemption of Section 285 of M.S. Act)JeesonAntonyBelum ada peringkat
- Submerged Cargo PumpDokumen10 halamanSubmerged Cargo PumpJeesonAntonyBelum ada peringkat
- Corrosiion Inhabitance in Naval Vessels.Dokumen9 halamanCorrosiion Inhabitance in Naval Vessels.JeesonAntonyBelum ada peringkat
- Forensic Naval Architecture Sleuthing Boat AccidentsDokumen14 halamanForensic Naval Architecture Sleuthing Boat AccidentsJeesonAntonyBelum ada peringkat
- Robots in The Shipbuilding IndustryDokumen9 halamanRobots in The Shipbuilding IndustryJeesonAntonyBelum ada peringkat
- Declaration Company Letter College Letter AcknowledgementDokumen34 halamanDeclaration Company Letter College Letter AcknowledgementAkansha KashyapBelum ada peringkat
- Vietnam's National Foreign Language 2020 ProjetDokumen3 halamanVietnam's National Foreign Language 2020 ProjetPhạm Tài100% (1)
- Tests For Paired SensitivitiesDokumen10 halamanTests For Paired SensitivitiesscjofyWFawlroa2r06YFVabfbajBelum ada peringkat
- Open Position Mensa GroupDokumen2 halamanOpen Position Mensa GrouppermencokelatBelum ada peringkat
- I-Tree Eco Users Manual PDFDokumen124 halamanI-Tree Eco Users Manual PDFYulinio Pari EugenioBelum ada peringkat
- Introduction To Biostatistics Student Lecture NotesDokumen130 halamanIntroduction To Biostatistics Student Lecture NotesDivya MohanBelum ada peringkat
- A Preliminary Study On Aesthetic of Apps Icon DesignDokumen12 halamanA Preliminary Study On Aesthetic of Apps Icon DesignAgostina FerroBelum ada peringkat
- Here Is A MBA HR Project SynopsisDokumen2 halamanHere Is A MBA HR Project Synopsisdd100% (5)
- 157 GSJ6271 SkillDevelopmentinIndiaALiteratureReviewDokumen12 halaman157 GSJ6271 SkillDevelopmentinIndiaALiteratureReviewAnchal BipinBelum ada peringkat
- Oil Quality MonitoringDokumen20 halamanOil Quality Monitoringrom009Belum ada peringkat
- A Performance Comparison of Multi-Objective Optimization-BasedDokumen13 halamanA Performance Comparison of Multi-Objective Optimization-Basedmeysam_gholampoorBelum ada peringkat
- First Quarter Examination: Score SheetDokumen2 halamanFirst Quarter Examination: Score SheetRalph Aubrey CulhiBelum ada peringkat
- Chapter 3Dokumen4 halamanChapter 3Drazet zzzBelum ada peringkat
- Gayo Galan Francisco Jose - Artistic Research ReportDokumen66 halamanGayo Galan Francisco Jose - Artistic Research ReportFran GayoBelum ada peringkat
- Apa Research Paper On DepressionDokumen8 halamanApa Research Paper On Depressionegabnlrhf100% (1)
- Subjective Method Events and Their Probabilities: Example: Bradley InvestmentsDokumen5 halamanSubjective Method Events and Their Probabilities: Example: Bradley InvestmentsKamil MohamedBelum ada peringkat
- SIP Report Guide and Evaluation FormDokumen3 halamanSIP Report Guide and Evaluation FormShaoor ShamsiBelum ada peringkat
- Afac Fbim-Manual v3Dokumen70 halamanAfac Fbim-Manual v3adrian brownBelum ada peringkat
- MLP Project - VarunDokumen6 halamanMLP Project - VarunTangirala Ashwini100% (1)
- City University of Hong Kong Course Syllabus Offered by Department of Electrical Engineering With Effect From Semester Semester B, 2022/2023Dokumen6 halamanCity University of Hong Kong Course Syllabus Offered by Department of Electrical Engineering With Effect From Semester Semester B, 2022/2023Lily ChanBelum ada peringkat
- Chapter 2 Part 1Dokumen18 halamanChapter 2 Part 1Mohamed FarahBelum ada peringkat
- SMI Corporate Profile: Home Opportunities Meet Our Team Insights ContactDokumen7 halamanSMI Corporate Profile: Home Opportunities Meet Our Team Insights ContactPhem PhemBelum ada peringkat
- Livelihoods in The Philippines: Impact Evaluation of The Project 'Scaling Up Sustainable Livelihoods in Mindanao'Dokumen2 halamanLivelihoods in The Philippines: Impact Evaluation of The Project 'Scaling Up Sustainable Livelihoods in Mindanao'OxfamBelum ada peringkat
- Edge WorkDokumen36 halamanEdge WorkJess ClarkeBelum ada peringkat
- Is Code3370 - 4Dokumen51 halamanIs Code3370 - 4thirumalaichettiarBelum ada peringkat