Anda mungkin juga menyukai
- Creating A Working OutlineDokumen2 halamanCreating A Working OutlineAleeza AshfaqueBelum ada peringkat
- Social Work Personal StatementDokumen2 halamanSocial Work Personal StatementAleeza AshfaqueBelum ada peringkat
- Instrumentation & Measurement LectureDokumen22 halamanInstrumentation & Measurement LectureAleeza AshfaqueBelum ada peringkat
- Toggle JointDokumen2 halamanToggle JointAleeza Ashfaque0% (2)
- Basic Uses of The English Tenses PDFDokumen4 halamanBasic Uses of The English Tenses PDFSreeBelum ada peringkat
- Engg Mechanics LabDokumen9 halamanEngg Mechanics Labee1usmanBelum ada peringkat
- 7 Habits Summary PDFDokumen11 halaman7 Habits Summary PDFVu Huong LyBelum ada peringkat
- Moment of Inertia of A FlywheelDokumen1 halamanMoment of Inertia of A FlywheelAleeza AshfaqueBelum ada peringkat
- What Is Coating?: (ASTM D 16)Dokumen1 halamanWhat Is Coating?: (ASTM D 16)Aleeza AshfaqueBelum ada peringkat
- EDM Die SinkingDokumen10 halamanEDM Die SinkingAleeza AshfaqueBelum ada peringkat
- What is Sustainability? Understanding the Pillars of Environment, Society and EconomyDokumen2 halamanWhat is Sustainability? Understanding the Pillars of Environment, Society and EconomyAleeza AshfaqueBelum ada peringkat
- Sasti Roti SchemeDokumen46 halamanSasti Roti SchemeAleeza Ashfaque100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- 18CH036 Hydrotreating ProcessDokumen17 halaman18CH036 Hydrotreating ProcessSuleka RanasingheBelum ada peringkat
- 2.8.5.c WorksheetDokumen2 halaman2.8.5.c WorksheetAftab AhmedBelum ada peringkat
- Triple Effect EvaporatorDokumen8 halamanTriple Effect Evaporatormfruge7Belum ada peringkat
- MS26 Capitulo 3Dokumen14 halamanMS26 Capitulo 3FranklinBelum ada peringkat
- Minimum Thickness For A Composite Furnace Wall (13 Nov 2019)Dokumen9 halamanMinimum Thickness For A Composite Furnace Wall (13 Nov 2019)Nur IkhsanudinBelum ada peringkat
- Torrent Pumps: 7 KNB/K 2900 7 - 0211 6 " K 3,2Dokumen4 halamanTorrent Pumps: 7 KNB/K 2900 7 - 0211 6 " K 3,2Yiannis KontominasBelum ada peringkat
- Taller ContaminantesDokumen11 halamanTaller ContaminantesDaniel F Amado0% (1)
- Analysis and Prediction of Pumping Characteristics of High Strength ConcreteDokumen300 halamanAnalysis and Prediction of Pumping Characteristics of High Strength Concreteسامح الجاسمBelum ada peringkat
- Modeling of Free Surfaces in COMSOL PDFDokumen16 halamanModeling of Free Surfaces in COMSOL PDFgf-antaresBelum ada peringkat
- Sedimentation PDFDokumen1 halamanSedimentation PDFsara25dec689288Belum ada peringkat
- Casting Porosity Acceptance Criteria for Machined Sealing SurfacesDokumen8 halamanCasting Porosity Acceptance Criteria for Machined Sealing SurfacesmaheshBelum ada peringkat
- API 5l Grade B PipeDokumen2 halamanAPI 5l Grade B PipeRajendra FittingsBelum ada peringkat
- 00-STD-PI-0007 - r7 Norma Canadiense Piping Design and LayoutDokumen24 halaman00-STD-PI-0007 - r7 Norma Canadiense Piping Design and LayoutsalazarafaelBelum ada peringkat
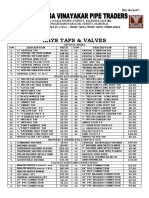
- Rays Taps & Valves: Sell The Best! Buy The Best!!Dokumen3 halamanRays Taps & Valves: Sell The Best! Buy The Best!!annamalaicvBelum ada peringkat
- Field Devices - Flow: Product SpecificationsDokumen32 halamanField Devices - Flow: Product SpecificationsMohd JannahBelum ada peringkat
- Regeneration of 3Å Molecular Sieves, Conventional vs. Microwave HeatingDokumen7 halamanRegeneration of 3Å Molecular Sieves, Conventional vs. Microwave Heating12ka42barBelum ada peringkat
- Kombi F - V4 BLC GP16 - ENGDokumen12 halamanKombi F - V4 BLC GP16 - ENGradi firmandaniBelum ada peringkat
- 06 Gas Turbine Power PlantDokumen31 halaman06 Gas Turbine Power PlantRishav niroulaBelum ada peringkat
- Ultrafiltration Membranes for Dairy and Food ProcessingDokumen4 halamanUltrafiltration Membranes for Dairy and Food ProcessingLalit VashistaBelum ada peringkat
- Membrane 2Dokumen51 halamanMembrane 2Abhishek GadhwalBelum ada peringkat
- Mokveld Product Sheet Axial Control Valve 1Dokumen2 halamanMokveld Product Sheet Axial Control Valve 1Belos SahajiBelum ada peringkat
- Mechanics of Materials - Shear Stress in Beam PDFDokumen13 halamanMechanics of Materials - Shear Stress in Beam PDFDiradiva DitaBelum ada peringkat
- EvaporatorDokumen48 halamanEvaporatorVijaya GosuBelum ada peringkat
- WEN 3319: Classification of Hydraulic StructuresDokumen30 halamanWEN 3319: Classification of Hydraulic StructuresPasi C4SieleBelum ada peringkat
- Petroleum: NCEES Principles and Practice of Engineering ExaminationDokumen4 halamanPetroleum: NCEES Principles and Practice of Engineering Examinationreza khBelum ada peringkat
- 635mld WTP DelhiDokumen28 halaman635mld WTP DelhiLandon MitchellBelum ada peringkat
- Chapter 4 - PermeabilityDokumen44 halamanChapter 4 - PermeabilityAfnan HamimiBelum ada peringkat
- CHE CHM QuestionsDokumen84 halamanCHE CHM QuestionsCamille LeiBelum ada peringkat
- Yield Strength Estimation For Stainless Steel Using Plane Strain Compression TestDokumen10 halamanYield Strength Estimation For Stainless Steel Using Plane Strain Compression TestGeraldy Faiq PutraBelum ada peringkat
- Key: (D) Sol: Horizontal Force Act On Vertical Surface: - ME - Objective PaperDokumen47 halamanKey: (D) Sol: Horizontal Force Act On Vertical Surface: - ME - Objective PaperChaitanya Kishore ChitikenaBelum ada peringkat