Anda mungkin juga menyukai
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successDari EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Facility LayoutDokumen25 halamanFacility LayoutAtibAhmedBelum ada peringkat
- Facility Layout IDokumen54 halamanFacility Layout IsmartwebsBelum ada peringkat
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowDari EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowPenilaian: 4 dari 5 bintang4/5 (1)
- Facilities LayoutDokumen116 halamanFacilities Layoutishan1880% (1)
- Facility Layout OptimizationDokumen30 halamanFacility Layout OptimizationtejathebaapBelum ada peringkat
- Low-Current Systems Engineer’S Technical Handbook: A Guide to Design and SupervisionDari EverandLow-Current Systems Engineer’S Technical Handbook: A Guide to Design and SupervisionPenilaian: 5 dari 5 bintang5/5 (1)
- Layout and Line BalancingDokumen72 halamanLayout and Line BalancingJolly JyotiBelum ada peringkat
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.Dari EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.Belum ada peringkat
- Layout - Definition: - Layout: The Physical Arrangement ofDokumen32 halamanLayout - Definition: - Layout: The Physical Arrangement ofRichar Contreras BejarBelum ada peringkat
- Operations Management: Layout StrategyDokumen29 halamanOperations Management: Layout StrategyMohd Nazri SalimBelum ada peringkat
- Baezaluz Perretmiguel 1week Operations StrategyDokumen23 halamanBaezaluz Perretmiguel 1week Operations StrategyScribdTranslationsBelum ada peringkat
- Scheduling of OperationsDokumen26 halamanScheduling of OperationsVijay JainBelum ada peringkat
- Movement 2Dokumen26 halamanMovement 2Ujvala ChincholeBelum ada peringkat
- Computerized Plant LayoutDokumen39 halamanComputerized Plant LayoutPraveen JayachandrakumarBelum ada peringkat
- Facility Layout in Industrial EngineeringDokumen88 halamanFacility Layout in Industrial EngineeringSuneel Kumar Meena50% (2)
- Facilities: Dr. J. R. Sharma @imt, NagpurDokumen30 halamanFacilities: Dr. J. R. Sharma @imt, NagpuraluranaBelum ada peringkat
- Facility LayoutDokumen36 halamanFacility Layoutindr74Belum ada peringkat
- Algoritma Untuk Tataletak FasilitasDokumen53 halamanAlgoritma Untuk Tataletak FasilitasgadoBelum ada peringkat
- Facility LayoutDokumen67 halamanFacility LayoutSiddharth Narayanan ChidambareswaranBelum ada peringkat
- Facility Layout and Line BalancingDokumen39 halamanFacility Layout and Line BalancingAparna SinghBelum ada peringkat
- SchedulingDokumen25 halamanSchedulingMadina NugmetBelum ada peringkat
- Layout Strategy PPT at BEC DOMSDokumen71 halamanLayout Strategy PPT at BEC DOMSBabasab Patil (Karrisatte)Belum ada peringkat
- Facility Layout: Manufacturing and ServicesDokumen64 halamanFacility Layout: Manufacturing and ServicesVinodh ManiBelum ada peringkat
- Operations Management: Layout StrategyDokumen29 halamanOperations Management: Layout StrategyBasavarajBusnurBelum ada peringkat
- Operation SchedulingDokumen28 halamanOperation SchedulingGagan BhatiBelum ada peringkat
- Om Ay2022 Ras 16Dokumen11 halamanOm Ay2022 Ras 16Lawagon, Mayhan E.Belum ada peringkat
- Assembly LineDokumen40 halamanAssembly LineManik Kamboj100% (1)
- Value Stream Mapping Machine ShopDokumen19 halamanValue Stream Mapping Machine ShopVinoth VinoBelum ada peringkat
- Facility Layout and Assembly Line BalancingDokumen25 halamanFacility Layout and Assembly Line Balancingjme_pescasioBelum ada peringkat
- Lec 03 Layout PlanningDokumen40 halamanLec 03 Layout Planningkhater7Belum ada peringkat
- Purposes and Principles of Layout: IOME AssignmentDokumen23 halamanPurposes and Principles of Layout: IOME Assignmentshubhamjain233Belum ada peringkat
- Production Plant Layout (1) : - Facility Layout Problem: Design ProblemDokumen64 halamanProduction Plant Layout (1) : - Facility Layout Problem: Design ProblemPraveen CoolBelum ada peringkat
- Operations Management-14: Process Layout IBS Campus CaseDokumen34 halamanOperations Management-14: Process Layout IBS Campus Casesaikiran38Belum ada peringkat
- Group 4 Reporting OMTQMDokumen67 halamanGroup 4 Reporting OMTQMJessica VasquezBelum ada peringkat
- Plant Layout & Material HandlingDokumen9 halamanPlant Layout & Material HandlingrosadocBelum ada peringkat
- Facility LayoutDokumen63 halamanFacility LayoutBharti KumariBelum ada peringkat
- Scheduling: Operations Management - 6 EditionDokumen42 halamanScheduling: Operations Management - 6 EditionSiddharth Narayanan ChidambareswaranBelum ada peringkat
- Chapter 15 - SchedulingDokumen5 halamanChapter 15 - Schedulinghello_khayBelum ada peringkat
- Facility Layout Planning GuideDokumen23 halamanFacility Layout Planning GuideJessie Radaza TutorBelum ada peringkat
- Optimize Production Plant Layout for EfficiencyDokumen64 halamanOptimize Production Plant Layout for EfficiencyUmair AhmedBelum ada peringkat
- Layout Drharun 010714 D MidDokumen21 halamanLayout Drharun 010714 D MidPantho Panho100% (1)
- Process Selection and Facility LayoutDokumen48 halamanProcess Selection and Facility LayoutKamran Rasool100% (7)
- Lean ManagementDokumen22 halamanLean ManagementRowdy HbkBelum ada peringkat
- Chap006 - Process Selection & Facility Layout-1Dokumen48 halamanChap006 - Process Selection & Facility Layout-1Ohud AlanaziBelum ada peringkat
- Analyzing Manufacturing Facility LayoutsDokumen16 halamanAnalyzing Manufacturing Facility LayoutsSulficker Ali100% (1)
- Lecture 4-Unit 1 Lesson 4Dokumen23 halamanLecture 4-Unit 1 Lesson 4Jameel MalikBelum ada peringkat
- Facility Layout: Manufacturing and Services: Slide 0 of 96Dokumen80 halamanFacility Layout: Manufacturing and Services: Slide 0 of 96managementBelum ada peringkat
- Topic 8 Facility Design and Line BalancingDokumen31 halamanTopic 8 Facility Design and Line BalancingAnonymous 7ZYHilDBelum ada peringkat
- Pom Group-3Dokumen19 halamanPom Group-3Harshil MaradiyaBelum ada peringkat
- Line BalancingDokumen46 halamanLine BalancingxyzBelum ada peringkat
- 4 - Aldep Corelap and CraftDokumen7 halaman4 - Aldep Corelap and CraftBalamurugan P100% (1)
- Chapter 8 Operational ManagementDokumen39 halamanChapter 8 Operational ManagementAelizaBelum ada peringkat
- Efficient Facility Layout DesignDokumen78 halamanEfficient Facility Layout DesignPrakhar RastogiBelum ada peringkat
- Facility LayoutDokumen38 halamanFacility LayoutSahil ManchandaBelum ada peringkat
- Plant LayouttttDokumen4 halamanPlant LayouttttEmanuel VirgilioBelum ada peringkat
- Production Systems Terminology and Classification GuideDokumen12 halamanProduction Systems Terminology and Classification GuideSadiaAslamBelum ada peringkat
- W7 NotesDokumen6 halamanW7 Noteslang droidBelum ada peringkat
- Massey Ferguson MF 3050 TRACTOR Service Parts Catalogue Manual (Part Number 1637170)Dokumen17 halamanMassey Ferguson MF 3050 TRACTOR Service Parts Catalogue Manual (Part Number 1637170)qlb898316Belum ada peringkat
- Brazed Tool ArDokumen5 halamanBrazed Tool ArRoni MustafiqBelum ada peringkat
- MEC302 Thermodynamics 04: University of Mumbai, B. E. (Mechanical Engineering), Rev 2016Dokumen34 halamanMEC302 Thermodynamics 04: University of Mumbai, B. E. (Mechanical Engineering), Rev 2016BALAJI IKALEBelum ada peringkat
- Agricultural Machinery Production Technology CNC MachiningDokumen2 halamanAgricultural Machinery Production Technology CNC MachiningDhana MuruganBelum ada peringkat
- AIMTDR2016 - Full - Length PaperDokumen6 halamanAIMTDR2016 - Full - Length PaperMM GoudBelum ada peringkat
- Advanced CNC Programming FeaturesDokumen106 halamanAdvanced CNC Programming FeaturescmganklBelum ada peringkat
- GF - 4 - GF - 6 - 790 700 337 - 01 - enDokumen2 halamanGF - 4 - GF - 6 - 790 700 337 - 01 - enAdrianBelum ada peringkat
- Astm E716-94 PDFDokumen5 halamanAstm E716-94 PDFRaúl100% (1)
- Undercut Machining in 3 Axis MillingDokumen9 halamanUndercut Machining in 3 Axis Millingkamal.rudzamanBelum ada peringkat
- CNC Pilot 640: User's ManualDokumen619 halamanCNC Pilot 640: User's ManualcioparBelum ada peringkat
- Siemens Measuring CyclesDokumen276 halamanSiemens Measuring Cyclesbisquit69Belum ada peringkat
- GettingStarted Open Sign ASPIREDokumen32 halamanGettingStarted Open Sign ASPIRELeonelloBelum ada peringkat
- 4~M24x3P and 6~M30x3.5P drilled thru holes plateDokumen1 halaman4~M24x3P and 6~M30x3.5P drilled thru holes plateandresBelum ada peringkat
- Koren - CH 02 PDFDokumen19 halamanKoren - CH 02 PDFƦoʛeʀ Ɩeo ƖɩbɩŋBelum ada peringkat
- A Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisDokumen10 halamanA Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisRavi TiwariBelum ada peringkat
- Dry Machining1Dokumen21 halamanDry Machining1MayurMahajanBelum ada peringkat
- Atlas Copco and Sandvik Shank Adapter GuideDokumen11 halamanAtlas Copco and Sandvik Shank Adapter GuideSubhash KediaBelum ada peringkat
- Cutting and Forming Machine Tools: Customised Machined Seals and Engineered Plastic PartsDokumen22 halamanCutting and Forming Machine Tools: Customised Machined Seals and Engineered Plastic Partsfiroz2404Belum ada peringkat
- Company Introduction - Shinwoo ValveDokumen26 halamanCompany Introduction - Shinwoo ValveLe Cam NhanBelum ada peringkat
- WSTP 132 Tool GeometryDokumen85 halamanWSTP 132 Tool GeometrySundly ElerioBelum ada peringkat
- Experiment Fi1 PDFDokumen33 halamanExperiment Fi1 PDFrajamanickam sBelum ada peringkat
- Astm C1161.21022 1Dokumen16 halamanAstm C1161.21022 1raghav_goel1994100% (1)
- Electric Discharge MachiningDokumen3 halamanElectric Discharge MachiningVrushiket PatilBelum ada peringkat
- Machine Shop Theory Technical Report FinalsDokumen7 halamanMachine Shop Theory Technical Report FinalsAlexis CarpenaBelum ada peringkat
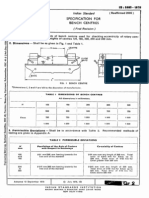
- Bench Centre Is.5980.1978Dokumen3 halamanBench Centre Is.5980.1978Bala MuruBelum ada peringkat
- Complete EDM HandbookDokumen174 halamanComplete EDM HandbookBooks for the lotBelum ada peringkat
- LatheDokumen127 halamanLatheneelesh singh75% (4)
- As ISO 14649.11-2004 Industrial Automation Systems and Integration - Physical Device Control - Data Model ForDokumen8 halamanAs ISO 14649.11-2004 Industrial Automation Systems and Integration - Physical Device Control - Data Model ForSAI Global - APACBelum ada peringkat
- CATIA V5 for Programming Multitasking MachinesDokumen4 halamanCATIA V5 for Programming Multitasking MachinesSuresh RajagopalBelum ada peringkat
- 5 AxisDokumen37 halaman5 Axispradeep_02100% (1)