Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Speed-Pro Cast Pistons - Sealed PowerDokumen9 halamanSpeed-Pro Cast Pistons - Sealed PowerrenatoeliegeBelum ada peringkat
- Catálogo 2007Dokumen1.135 halamanCatálogo 2007renatoeliegeBelum ada peringkat
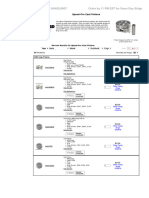
- Addendum To Teikin Catalog Vol - 22 Dated September 30, 2022Dokumen7 halamanAddendum To Teikin Catalog Vol - 22 Dated September 30, 2022renatoeliegeBelum ada peringkat
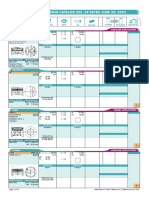
- Addendum To Teikin Catalog Vol - 22 Dated June 30, 2023Dokumen10 halamanAddendum To Teikin Catalog Vol - 22 Dated June 30, 2023Marco SudBelum ada peringkat
- Camisas CofapDokumen1 halamanCamisas CofaprenatoeliegeBelum ada peringkat
- Yenmak 2013Dokumen268 halamanYenmak 2013renatoeliegeBelum ada peringkat
- 06-Eb+cranktrain-2024 01 03Dokumen350 halaman06-Eb+cranktrain-2024 01 03renatoeliege100% (1)
- LAVCO CatalogoDokumen45 halamanLAVCO CatalogorenatoeliegeBelum ada peringkat
- Informativo Complemento de Aplicacao7Dokumen19 halamanInformativo Complemento de Aplicacao7renatoeliegeBelum ada peringkat
- Lanamento Juntas Novembro SacDokumen40 halamanLanamento Juntas Novembro SacrenatoeliegeBelum ada peringkat
- Complemento de Aplicacao 9-11-21Dokumen34 halamanComplemento de Aplicacao 9-11-21renatoeliegeBelum ada peringkat
- ToyobDokumen339 halamanToyobrenatoeliegeBelum ada peringkat
- Lancamento Substituicao Pa Abril Sac Ps4100sDokumen1 halamanLancamento Substituicao Pa Abril Sac Ps4100srenatoeliegeBelum ada peringkat
- Lanamento Pa Janeiro Sac 1 ETIOS 1.5Dokumen3 halamanLanamento Pa Janeiro Sac 1 ETIOS 1.5renatoeliegeBelum ada peringkat
- Manual Tecnico Motor Diesel Yanmar B NB NSBDokumen68 halamanManual Tecnico Motor Diesel Yanmar B NB NSBJoão JlmacaeBelum ada peringkat
- Agricultural F32 MRTDokumen2 halamanAgricultural F32 MRTrenatoeliegeBelum ada peringkat
- Motor 1kzteDokumen407 halamanMotor 1kzterenatoeliege100% (1)
- Lanamento Pa Maro Sobremedida 2 Sac Ps2114Dokumen1 halamanLanamento Pa Maro Sobremedida 2 Sac Ps2114renatoeliegeBelum ada peringkat
- Toyota Hilux 99 Engine Manual 407p OkDokumen407 halamanToyota Hilux 99 Engine Manual 407p Okcherokewag88% (17)
- Materion Engine Technology International June 2018 PerforMet Piston RingsDokumen5 halamanMaterion Engine Technology International June 2018 PerforMet Piston RingsrenatoeliegeBelum ada peringkat
- KFT 20cDokumen1 halamanKFT 20crenatoeliegeBelum ada peringkat
- Agricultural F32Dokumen2 halamanAgricultural F32renatoeliegeBelum ada peringkat
- Agricultural F32 MRS 59 KW (80 HP) at 2300 Rpm-MinDokumen2 halamanAgricultural F32 MRS 59 KW (80 HP) at 2300 Rpm-MinrenatoeliegeBelum ada peringkat
- KFT 20sdDokumen1 halamanKFT 20sdrenatoeliegeBelum ada peringkat
- Mecanico Ed286Dokumen84 halamanMecanico Ed286Douglas Gomes100% (3)
- Agricultural F32 MRTDokumen2 halamanAgricultural F32 MRTrenatoeliegeBelum ada peringkat
- Tabela de PistoesDokumen2 halamanTabela de PistoesrenatoeliegeBelum ada peringkat
- KFT 15dDokumen1 halamanKFT 15drenatoeliegeBelum ada peringkat
- Aula 10 - DTM1Dokumen33 halamanAula 10 - DTM1ROMUALDO LIMABelum ada peringkat
- Máquinas Pra DLCDokumen43 halamanMáquinas Pra DLCrenatoeliegeBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)