Anda mungkin juga menyukai
- Analysis of Influence of Draw Bead Location and Profile in Hemispherical Cup FormingDokumen5 halamanAnalysis of Influence of Draw Bead Location and Profile in Hemispherical Cup FormingMurali GanesanBelum ada peringkat
- F 031032038Dokumen7 halamanF 031032038researchinventyBelum ada peringkat
- FinalVivaPPT ME07B066Dokumen30 halamanFinalVivaPPT ME07B066Sujit MuleBelum ada peringkat
- Study of Interfacial Pressure Distribution For Preloaded Bolted ConnectionDokumen6 halamanStudy of Interfacial Pressure Distribution For Preloaded Bolted ConnectionRohit JayashreeBelum ada peringkat
- Thesis On Metal CuttingDokumen7 halamanThesis On Metal Cuttingaflodtsecumyed100% (1)
- Factors Affecting On Springback in Sheet Metal Bending: A ReviewDokumen5 halamanFactors Affecting On Springback in Sheet Metal Bending: A Reviewkhudhayer1970Belum ada peringkat
- Simulation Studies On Deep Drawing Process For The Evaluation of Stresses and StrainsDokumen8 halamanSimulation Studies On Deep Drawing Process For The Evaluation of Stresses and StrainsInternational Journal of computational Engineering research (IJCER)Belum ada peringkat
- 2012 Influence of Blank Holding Force On The Forming Limits of DP590 SteelDokumen6 halaman2012 Influence of Blank Holding Force On The Forming Limits of DP590 SteelJhon DonBelum ada peringkat
- Characterising the Effect of Springback on Mechanically Formed SteelDokumen4 halamanCharacterising the Effect of Springback on Mechanically Formed SteelpuneethudupiBelum ada peringkat
- The Forming Analysis of Two-Stage Extrusion For 1010 FastenerDokumen8 halamanThe Forming Analysis of Two-Stage Extrusion For 1010 FastenerFabian EsprellaBelum ada peringkat
- Deep - Drawing - Mechanism - Parameters - Defects - and - Rece (1) - DikonversiDokumen11 halamanDeep - Drawing - Mechanism - Parameters - Defects - and - Rece (1) - DikonversiEko Andrianto100% (1)
- Analysis of The Cutting Mechanics Under The Influence of Worn Tool Geometry 2013 Procedia CIRPDokumen6 halamanAnalysis of The Cutting Mechanics Under The Influence of Worn Tool Geometry 2013 Procedia CIRPEdo DestradaBelum ada peringkat
- E Ect of Pre-Straining and Grain Size On The Limit Strains in Sheet Metal FormingDokumen7 halamanE Ect of Pre-Straining and Grain Size On The Limit Strains in Sheet Metal Formingmwaseem2011Belum ada peringkat
- Jamech: Numerical and Experimental Analysis and Optimization of Process Parameters of AA1050 Incremental Sheet FormingDokumen11 halamanJamech: Numerical and Experimental Analysis and Optimization of Process Parameters of AA1050 Incremental Sheet FormingCarlos ArenasBelum ada peringkat
- Ringcompressiontest 141027081309 Conversion Gate02Dokumen26 halamanRingcompressiontest 141027081309 Conversion Gate02Tejaarka PiridiBelum ada peringkat
- Experimental examination of effects of punch angle and clearance on shearing forceDokumen10 halamanExperimental examination of effects of punch angle and clearance on shearing forceDeepBelum ada peringkat
- Position and The Size of Drawbeads For Sheet Metal Forming With The Finite Element MethodDokumen7 halamanPosition and The Size of Drawbeads For Sheet Metal Forming With The Finite Element MethodMostafa CrespoBelum ada peringkat
- 13 Chapter 4Dokumen50 halaman13 Chapter 4afnene1Belum ada peringkat
- Finite Element Analysis of Superplastic Blow-Forming of Ti-6Al-4V Sheet Into Closed Ellip-Cylindrical DieDokumen0 halamanFinite Element Analysis of Superplastic Blow-Forming of Ti-6Al-4V Sheet Into Closed Ellip-Cylindrical DieAlagu EswaranBelum ada peringkat
- Cutting Tool PDFDokumen9 halamanCutting Tool PDFManideep AnanthulaBelum ada peringkat
- 0031M PDFDokumen33 halaman0031M PDFdstifterBelum ada peringkat
- International Journal of Mechanical Sciences: Xuan Cheng, Xunzhong Guo, Jie Tao, Yong Xu, Ali Abd El-Aty, Hai LiuDokumen11 halamanInternational Journal of Mechanical Sciences: Xuan Cheng, Xunzhong Guo, Jie Tao, Yong Xu, Ali Abd El-Aty, Hai LiuYasser BouktirBelum ada peringkat
- Journal of Materials Processing TechnologyDokumen7 halamanJournal of Materials Processing TechnologyamolBelum ada peringkat
- Gusset PlatesDokumen12 halamanGusset PlatesJason GarnerBelum ada peringkat
- Optimization of Springback Effect in Air Bending Process For Tin Coated Perforated Sheet by Taguchi ApproachDokumen6 halamanOptimization of Springback Effect in Air Bending Process For Tin Coated Perforated Sheet by Taguchi Approachkk bhattBelum ada peringkat
- Effective Length Factors For Gusset Plate BucklingDokumen12 halamanEffective Length Factors For Gusset Plate Bucklingkaranderohan100% (2)
- Finite Element Simulation of Blanking Process: A A H MDokumen7 halamanFinite Element Simulation of Blanking Process: A A H MOmid7686Belum ada peringkat
- A Formability Index For The Deep Drawing of Stainless SteelDokumen11 halamanA Formability Index For The Deep Drawing of Stainless SteelsymkimonBelum ada peringkat
- A Study On The Tool Edge Geometry Effect On Nano-Cutting: Original ArticleDokumen11 halamanA Study On The Tool Edge Geometry Effect On Nano-Cutting: Original ArticleDavid MBelum ada peringkat
- Mechanics of Cold Rolling Thin StripDokumen25 halamanMechanics of Cold Rolling Thin StripcristobalmonopeluoBelum ada peringkat
- Evolution of Residual Stresses With Fatigue Crack Growth in A Variable Polarity Plasma Arc-Welded Aluminum Alloy Compact Tension SpecimenDokumen8 halamanEvolution of Residual Stresses With Fatigue Crack Growth in A Variable Polarity Plasma Arc-Welded Aluminum Alloy Compact Tension Specimenbahman.samadiBelum ada peringkat
- A Study of Metal Extrusion ProcessDokumen7 halamanA Study of Metal Extrusion ProcessYogesh DewangBelum ada peringkat
- 1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodDokumen9 halaman1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodNguyen Hoang DungBelum ada peringkat
- Deep Drawing 2Dokumen4 halamanDeep Drawing 2Dwe Khotabz Il BiscioneBelum ada peringkat
- Exp.#6 Blanking: Applied Science University Engineering Faculty Department of Mechanical & Industrial EngineeringDokumen6 halamanExp.#6 Blanking: Applied Science University Engineering Faculty Department of Mechanical & Industrial EngineeringMohammed Waleed Mohammed AbuseriehBelum ada peringkat
- WCE2015 pp1240-1242 PDFDokumen3 halamanWCE2015 pp1240-1242 PDFlekan4Belum ada peringkat
- Vehicle Structure Design & Material Selection: DR Meftah HrairiDokumen19 halamanVehicle Structure Design & Material Selection: DR Meftah Hrairi'Atif AliBelum ada peringkat
- Spring BackDokumen4 halamanSpring BackWa LkerbyBelum ada peringkat
- Buckling of Cones With Imperfect Length Subjected To Axial CompressionDokumen10 halamanBuckling of Cones With Imperfect Length Subjected To Axial CompressionTJPRC PublicationsBelum ada peringkat
- Experimental and Numerical Prediction of Springback and Side Wall Curl in U-Bendings of Anisotropic Sheet MetalsDokumen12 halamanExperimental and Numerical Prediction of Springback and Side Wall Curl in U-Bendings of Anisotropic Sheet MetalsHamad Ul HassanBelum ada peringkat
- Analysis of Residual Stresses in Wire Drawing ProcessesDokumen4 halamanAnalysis of Residual Stresses in Wire Drawing ProcessesRodrigo MedeirosBelum ada peringkat
- Proc Deform UGM KainzA 18052004Dokumen11 halamanProc Deform UGM KainzA 18052004Syed HasanBelum ada peringkat
- Experimental and Simulation Study in Deep Drawing of Circular Cups For Determination of LDRDokumen10 halamanExperimental and Simulation Study in Deep Drawing of Circular Cups For Determination of LDRAraveetiCSReddyBelum ada peringkat
- Microstructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsDokumen24 halamanMicrostructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsAnand Kumar MandalBelum ada peringkat
- Detailed Experimental and Numerical Analysis of A Cylindrical Cup Deep Drawing: Pros and Cons of Using Solid-Shell ElementsDokumen42 halamanDetailed Experimental and Numerical Analysis of A Cylindrical Cup Deep Drawing: Pros and Cons of Using Solid-Shell ElementsAhmed NourBelum ada peringkat
- Finite Element Simulation On Press Forging of Magnesium Alloy AZ31 SheetsDokumen4 halamanFinite Element Simulation On Press Forging of Magnesium Alloy AZ31 SheetsmatttzvetanBelum ada peringkat
- 1998 - An Axisymmetric Forging Approach To Preform Design in Ring Rolling Using A Rigid-Viscoplastic Finite Element MethodDokumen9 halaman1998 - An Axisymmetric Forging Approach To Preform Design in Ring Rolling Using A Rigid-Viscoplastic Finite Element MethodNguyen Hoang DungBelum ada peringkat
- Chapter 6 - NotesDokumen7 halamanChapter 6 - NotesPraneethBelum ada peringkat
- Matecconf Imanee2018Dokumen6 halamanMatecconf Imanee2018Irina BesliuBelum ada peringkat
- Simulation of Kinetic Friction in L Bending of Sheet MetalsDokumen5 halamanSimulation of Kinetic Friction in L Bending of Sheet Metalsmaziar60Belum ada peringkat
- Investigation of Cold Extrusion of Aluminum AA 2024 Alloy Using Finite Element AnalysisDokumen15 halamanInvestigation of Cold Extrusion of Aluminum AA 2024 Alloy Using Finite Element AnalysisZ R BhattiBelum ada peringkat
- Finite Element Analysis of Warm Deep Drawing Process For 2017T4 Aluminum Alloy: Parametric Significance Using Taguchi TechniqueDokumen9 halamanFinite Element Analysis of Warm Deep Drawing Process For 2017T4 Aluminum Alloy: Parametric Significance Using Taguchi Techniquearshad121233Belum ada peringkat
- Experimental Investigations and Multi-Objective Optimization of Friction Drilling Process On AISI 1015Dokumen14 halamanExperimental Investigations and Multi-Objective Optimization of Friction Drilling Process On AISI 1015Raghav RaoBelum ada peringkat
- Process Design For Closed-Die Forging of Bevel Gear by Finite Element AnalysesDokumen7 halamanProcess Design For Closed-Die Forging of Bevel Gear by Finite Element AnalysesskullatBelum ada peringkat
- Springback Prediction Thick Sheet MetalDokumen6 halamanSpringback Prediction Thick Sheet MetalAnonymous BGeybN0TBelum ada peringkat
- Optimising The Variables When Deep-Drawing C.R.1 CupsDokumen8 halamanOptimising The Variables When Deep-Drawing C.R.1 CupsKamil QURBANOVBelum ada peringkat
- A Study On The Ultra Precision Progressive Die Making For Sheet Metal Forming by Computer SimulationDokumen4 halamanA Study On The Ultra Precision Progressive Die Making For Sheet Metal Forming by Computer SimulationGerardo ArroyoBelum ada peringkat
- Numerical and Experimental Investigation of Hole Flanging ProcessDokumen6 halamanNumerical and Experimental Investigation of Hole Flanging ProcesslachhelBelum ada peringkat
- AP PHYSICS B 1988 MC + AnswersDokumen17 halamanAP PHYSICS B 1988 MC + AnswersbastardBelum ada peringkat
- Winitzki - Heidelberg Lectures On Advanced General Relativity 2007Dokumen156 halamanWinitzki - Heidelberg Lectures On Advanced General Relativity 2007winitzkiBelum ada peringkat
- Problems On Beams PDFDokumen16 halamanProblems On Beams PDFC j50% (6)
- Astm F1717-21Dokumen11 halamanAstm F1717-21wenhsiaochuanBelum ada peringkat
- Under The Aegis Of: WWW - Ucd.ie/cigrDokumen430 halamanUnder The Aegis Of: WWW - Ucd.ie/cigrErin Walker100% (1)
- Waste Incineration Insert v2Dokumen2 halamanWaste Incineration Insert v2Namik HadziibrahimovicBelum ada peringkat
- Introducing JiFi ST Petersburg 2014Dokumen4 halamanIntroducing JiFi ST Petersburg 2014danjohhnBelum ada peringkat
- Glazed Aluminum Curtain Walls (Thermawall SM 2600)Dokumen12 halamanGlazed Aluminum Curtain Walls (Thermawall SM 2600)RsjBugtongBelum ada peringkat
- Aspect ManualDokumen444 halamanAspect ManualArijit LaikBelum ada peringkat
- Ordinary Differential EquationDokumen20 halamanOrdinary Differential EquationRadeanindaBelum ada peringkat
- Making and Curing Concrete Test Specimens in The Laboratory: Standard Practice ForDokumen8 halamanMaking and Curing Concrete Test Specimens in The Laboratory: Standard Practice ForAhmed AbidBelum ada peringkat
- Introduction To Tribology and Tribological ParametersDokumen13 halamanIntroduction To Tribology and Tribological ParametersEsteban CorderoBelum ada peringkat
- Developing a Solar-Biomass Integrated Drying System for SpicesDokumen30 halamanDeveloping a Solar-Biomass Integrated Drying System for SpicesSantosh AngadiBelum ada peringkat
- Sag Slurry PoolingDokumen10 halamanSag Slurry PoolingalgroneBelum ada peringkat
- Chemical BondingDokumen6 halamanChemical BondingNoongju AbdullahBelum ada peringkat
- Lift EstimationDokumen5 halamanLift EstimationAvinash SinghBelum ada peringkat
- Department of Education: Humss 12 Cluster A and B Weekly Home Learning PlanDokumen3 halamanDepartment of Education: Humss 12 Cluster A and B Weekly Home Learning PlanRhomelyn AbellarBelum ada peringkat
- Bridge Design Report - Docx 150Dokumen17 halamanBridge Design Report - Docx 150nephembaniBelum ada peringkat
- Analysis of Milk ComponentsDokumen7 halamanAnalysis of Milk Componentsgailluna112795Belum ada peringkat
- XI Maths - I Terminal ExamDokumen2 halamanXI Maths - I Terminal ExamPurisai Rajamani KumarBelum ada peringkat
- 4-1 r14Dokumen12 halaman4-1 r14hafizgBelum ada peringkat
- Electromagnetic SpectrumDokumen74 halamanElectromagnetic SpectrumGuiller Lanuza100% (1)
- Brazilian Test Stress Field and Tensile Strength of Anisotropic Rocks Using An Analytical SolutioDokumen14 halamanBrazilian Test Stress Field and Tensile Strength of Anisotropic Rocks Using An Analytical Solutiovinayak_katkarBelum ada peringkat
- Noise Margin Definition ExplainedDokumen10 halamanNoise Margin Definition ExplainedAnil BhardwajBelum ada peringkat
- SABIC Innovative Plastics Lexan® 940 PC Data SheetDokumen3 halamanSABIC Innovative Plastics Lexan® 940 PC Data SheetMRC RailBelum ada peringkat
- Open Stent Design: Craig Bonsignore NDC 47533 Westinghouse Drive Fremont, CA, 94566Dokumen93 halamanOpen Stent Design: Craig Bonsignore NDC 47533 Westinghouse Drive Fremont, CA, 94566akire_aicragBelum ada peringkat
- GicDokumen155 halamanGicNikita KadamBelum ada peringkat
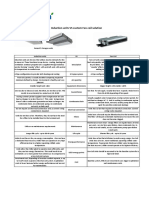
- HotelSolution: Induction Units VS Fan-Coil SolutionDokumen1 halamanHotelSolution: Induction Units VS Fan-Coil SolutionMoriyasu NguyenBelum ada peringkat
- Signal TransductionDokumen33 halamanSignal TransductiongilmeanualexmihaiBelum ada peringkat
- 2015-04-21 - 3 - LPE Firemans SyllabusDokumen9 halaman2015-04-21 - 3 - LPE Firemans SyllabusSumanBelum ada peringkat