Anda mungkin juga menyukai
- Curso de Informatica BasicaDokumen130 halamanCurso de Informatica BasicaElias Samuel EspindolaBelum ada peringkat
- Nitretação A GásDokumen12 halamanNitretação A GásjulioBelum ada peringkat
- Iso 14031Dokumen24 halamanIso 14031Guilherme Graciosa PereiraBelum ada peringkat
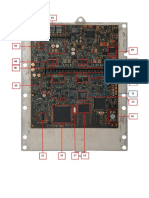
- PLD Pinos Módulos MBBDokumen5 halamanPLD Pinos Módulos MBBvalderi caetano100% (1)
- Como Montar Uma Apresentação PDFDokumen2 halamanComo Montar Uma Apresentação PDFedu.sbenjamin3406100% (4)
- Morteiro Pesado 120 MMDokumen5 halamanMorteiro Pesado 120 MMangelo micaelBelum ada peringkat
- Altar para MammonDokumen34 halamanAltar para MammonElton JjitsuBelum ada peringkat
- Teste Dominância CerebralDokumen6 halamanTeste Dominância CerebralWagner SilvaBelum ada peringkat
- 2-Patio de FinosDokumen48 halaman2-Patio de FinosDiego Bertelli CuzzuolBelum ada peringkat
- A Importância Do Rerefino de Óleos LubrificantesDokumen4 halamanA Importância Do Rerefino de Óleos LubrificantesAlan Soares BragaBelum ada peringkat
- Tuning AutomotivoDokumen149 halamanTuning AutomotivomarcosBelum ada peringkat
- Manual de Manejo de Matrizes de Aves - EMBRAPADokumen34 halamanManual de Manejo de Matrizes de Aves - EMBRAPAJeverson Cechinel da SilvaBelum ada peringkat
- Operação Torno CNCDokumen44 halamanOperação Torno CNCElias Samuel Espindola100% (1)
- SilviculturaDokumen53 halamanSilviculturaGlauciana AtaídeBelum ada peringkat
- Aula - 09 - Buchas e Guias - InternetDokumen36 halamanAula - 09 - Buchas e Guias - InternetrafaelcsehnBelum ada peringkat
- Bibliografia - TrefilaçãoDokumen5 halamanBibliografia - TrefilaçãoRicardo100% (1)
- Detalhamento Fluxo FabricaçãoDokumen12 halamanDetalhamento Fluxo FabricaçãoMarcelo GamaBelum ada peringkat
- PalestraLeitzDokumen43 halamanPalestraLeitzSimone Simões AmaralBelum ada peringkat
- PDF CenterlessDokumen17 halamanPDF Centerlessanderson.metalurgicafujiiBelum ada peringkat
- Resistencia Dos Materiais - Slides - Aula 01Dokumen7 halamanResistencia Dos Materiais - Slides - Aula 01Elias Samuel EspindolaBelum ada peringkat
- MICROFUSÃO Parte L PDFDokumen102 halamanMICROFUSÃO Parte L PDFRodrigo Justi100% (1)
- Nota Técnica Sobre Melhorias No Novo Modelo Aerovor App-3Dokumen15 halamanNota Técnica Sobre Melhorias No Novo Modelo Aerovor App-3James JaquesBelum ada peringkat
- I Grades BRDokumen38 halamanI Grades BRfrancopicoli8452Belum ada peringkat
- PULTRUSAODokumen45 halamanPULTRUSAOsadias100% (2)
- Estudo de Usinagem A SecoDokumen8 halamanEstudo de Usinagem A SecojunioratnBelum ada peringkat
- Seminário UltraprecisaoDokumen9 halamanSeminário UltraprecisaoVictor Ruzza100% (1)
- AluminioDokumen34 halamanAluminioRafael MartelloBelum ada peringkat
- Tecnologia e Meio AmbienteDokumen48 halamanTecnologia e Meio AmbienteMarcello MinatoBelum ada peringkat
- A Tecnologia de Usinagem de UltraprecisãoDokumen2 halamanA Tecnologia de Usinagem de UltraprecisãoRafael de Lucca100% (1)
- Papel e CeluloseDokumen28 halamanPapel e CeluloseRodrigo DallabonaBelum ada peringkat
- Adesão e AdesivosDokumen27 halamanAdesão e AdesivosOsvaldo HaleBelum ada peringkat
- Resumo Sobre o Processo de ForjamentoDokumen8 halamanResumo Sobre o Processo de ForjamentoPedro LucasBelum ada peringkat
- Soluçao PolimericaDokumen6 halamanSoluçao PolimericaEduardo Javier PerezBelum ada peringkat
- Processo de Fabricação de RodasDokumen28 halamanProcesso de Fabricação de Rodasfei00475Belum ada peringkat
- Processo de Fabricação de RodasDokumen27 halamanProcesso de Fabricação de Rodasfei00475100% (1)
- Corte de Corpos de Prova de Materiais PoliméricosDokumen2 halamanCorte de Corpos de Prova de Materiais PoliméricosGuillermo Ruperto Martín CortésBelum ada peringkat
- Fluxo Abrasivo 2Dokumen12 halamanFluxo Abrasivo 2Renan Maier FerreiraBelum ada peringkat
- Apresentação Projeset Mei - 3Dokumen13 halamanApresentação Projeset Mei - 3João VazBelum ada peringkat
- Tubos Confab 1Dokumen16 halamanTubos Confab 1Erich BuenoBelum ada peringkat
- Manual de Manutenção PinturaDokumen31 halamanManual de Manutenção PinturaWelerson AngeloBelum ada peringkat
- Corrosão & Proteção #48Dokumen36 halamanCorrosão & Proteção #48Marcos LeiteBelum ada peringkat
- Senai TCC Everton...Dokumen46 halamanSenai TCC Everton...Mateus SantiagoBelum ada peringkat
- Abnt CB 02 NBR 14323 PDFDokumen75 halamanAbnt CB 02 NBR 14323 PDFWilliamBelum ada peringkat
- Osmose ReversaDokumen7 halamanOsmose ReversaRafael MeloBelum ada peringkat
- AustemperaDokumen7 halamanAustemperaSávio Teixeira100% (1)
- Procedimento de Cálculo para Dimensionamento de Projeto de Irrigação Por Sulco PDFDokumen21 halamanProcedimento de Cálculo para Dimensionamento de Projeto de Irrigação Por Sulco PDFJorge Gonzalo Rentería RegaladoBelum ada peringkat
- Perguntas e Respostas Sobre Estruturas MetálicasDokumen5 halamanPerguntas e Respostas Sobre Estruturas MetálicasRonie BomBelum ada peringkat
- LIGAS AluminioDokumen24 halamanLIGAS Aluminiorvolverine100% (1)
- Filtros MahleDokumen28 halamanFiltros MahleedilbertoBelum ada peringkat
- MICROFUSÃO - FundiçãoDokumen8 halamanMICROFUSÃO - FundiçãovagnerliborioBelum ada peringkat
- Histórico e Possibilidades Do Processo de Rotomoldagem para Transformação de Polímeros TermoplásticosDokumen6 halamanHistórico e Possibilidades Do Processo de Rotomoldagem para Transformação de Polímeros TermoplásticosJoner De Quadros PereiraBelum ada peringkat
- Formulação Estratégica Da Manutenção Industrial Com Base Na Confiabilidade Dos EquipamentosDokumen16 halamanFormulação Estratégica Da Manutenção Industrial Com Base Na Confiabilidade Dos EquipamentosJaziel CabralBelum ada peringkat
- Trabalho Barragem HooverDokumen13 halamanTrabalho Barragem HooverMurilo GabrielBelum ada peringkat
- Av2 Lin Pro Tex Fe 1 TenDokumen6 halamanAv2 Lin Pro Tex Fe 1 TenFelipe AlmeidaBelum ada peringkat
- Mecânica Dos Fluidos - Aula 1 - Apresentação - R1Dokumen15 halamanMecânica Dos Fluidos - Aula 1 - Apresentação - R1Micelli CamargoBelum ada peringkat
- ProcFabr Cap5 MaterialFerramentaDokumen11 halamanProcFabr Cap5 MaterialFerramentajluiz06Belum ada peringkat
- Pmoc Apresentacao Plano de Manutencao Operacao e ControleDokumen17 halamanPmoc Apresentacao Plano de Manutencao Operacao e ControleTiago AugustoBelum ada peringkat
- Metodologia de Controle A Poluição - Capitulo 7Dokumen93 halamanMetodologia de Controle A Poluição - Capitulo 7crisfrancisco100% (1)
- A Evolução Das Máquinas OperatrizesDokumen5 halamanA Evolução Das Máquinas OperatrizestonfagundesBelum ada peringkat
- NBR 13104 - Representação de Entalhado em Desenho TécnicoDokumen5 halamanNBR 13104 - Representação de Entalhado em Desenho TécnicoFernando ChevalierBelum ada peringkat
- Relatorio Produção Mais LimpaDokumen4 halamanRelatorio Produção Mais LimpaFabricio Mota CamposBelum ada peringkat
- Usinagem A Seco 3Dokumen7 halamanUsinagem A Seco 3toni2727100% (2)
- Creem2022-0092 - Otimização Da Vazão de Lubrirefrigeração Por MQL Na Usinagem Do Aço Abnt 1045Dokumen5 halamanCreem2022-0092 - Otimização Da Vazão de Lubrirefrigeração Por MQL Na Usinagem Do Aço Abnt 1045Juan BlanesBelum ada peringkat
- Apresentação PF IDokumen16 halamanApresentação PF IMariana Bastida VieiraBelum ada peringkat
- Trab 20160928094330000000571Dokumen15 halamanTrab 20160928094330000000571Veronica MaierBelum ada peringkat
- Pap 0021Dokumen8 halamanPap 0021Fabricio PereiraBelum ada peringkat
- O Fluido de Corte e o Controle Da Contaminação MicrobianaDokumen7 halamanO Fluido de Corte e o Controle Da Contaminação MicrobianagutosudBelum ada peringkat
- Adequação Ambiental Dos Processos Usinagem Utilizando Produção Mais Limpa Como Estratégia de Gestão Ambiental PDFDokumen10 halamanAdequação Ambiental Dos Processos Usinagem Utilizando Produção Mais Limpa Como Estratégia de Gestão Ambiental PDFRaniel Gomes AlexandreBelum ada peringkat
- Tratamento de Cavaco PDFDokumen44 halamanTratamento de Cavaco PDFRonaldo Adriano ChremoneziBelum ada peringkat
- Aula 03 - Perspectiva IsométricaDokumen9 halamanAula 03 - Perspectiva IsométricaElias Samuel EspindolaBelum ada peringkat
- Resistencia Dos Materiais - Slides - Aula 04 05Dokumen3 halamanResistencia Dos Materiais - Slides - Aula 04 05Elias Samuel EspindolaBelum ada peringkat
- Resistencia Dos Materiais - Slides - Aula 09Dokumen4 halamanResistencia Dos Materiais - Slides - Aula 09Elias Samuel EspindolaBelum ada peringkat
- Curso CNC Aula 1Dokumen46 halamanCurso CNC Aula 1Elias Samuel EspindolaBelum ada peringkat
- Iniciativa PDFDokumen30 halamanIniciativa PDFElias Samuel EspindolaBelum ada peringkat
- AUTOEMPREENDEDORISMO - Inclusão Social Pelo TrabalhoDokumen15 halamanAUTOEMPREENDEDORISMO - Inclusão Social Pelo TrabalhoElias Samuel EspindolaBelum ada peringkat
- Regimento Orquestra Da UFACDokumen4 halamanRegimento Orquestra Da UFACRomualdo MedeirosBelum ada peringkat
- FISPQ-esmalte Premium Plus LukscolorDokumen12 halamanFISPQ-esmalte Premium Plus Lukscolorcarlos eduardo kaduBelum ada peringkat
- Catalogo Kitcia ClientesDokumen160 halamanCatalogo Kitcia ClientesRodrigo MedeirosBelum ada peringkat
- Laboratorio CapacitorDokumen3 halamanLaboratorio CapacitorAdilson SchusterBelum ada peringkat
- GSAT v2.0-PORTUGUESEDokumen19 halamanGSAT v2.0-PORTUGUESERodilson Kevin DelgadoBelum ada peringkat
- TCC - Aline Santos ProcópioDokumen61 halamanTCC - Aline Santos ProcópioAline GonçalvesBelum ada peringkat
- Ficha Tcnica - GolfDokumen9 halamanFicha Tcnica - GolfMiguel FerrazBelum ada peringkat
- ARTIGO 4-Avaliação Da Interação Estudantetecnologia Educacional Digital em Enfermagem NeonatalDokumen9 halamanARTIGO 4-Avaliação Da Interação Estudantetecnologia Educacional Digital em Enfermagem NeonatalGlauber CavalcanteBelum ada peringkat
- Resultado Final BrigadistasDokumen3 halamanResultado Final BrigadistasJornal de BrasíliaBelum ada peringkat
- LAB Python-Django - Parte 3 - GIT + Python IDEsDokumen21 halamanLAB Python-Django - Parte 3 - GIT + Python IDEsPedro Fernandes Vieira100% (2)
- Decreto-Lei N.º 106 - 98 de 24 de Abril Ajudas de CustoDokumen6 halamanDecreto-Lei N.º 106 - 98 de 24 de Abril Ajudas de CustoPauloBelum ada peringkat
- 02 - Catálogo Sist Ret Modular TiristorizadoDokumen2 halaman02 - Catálogo Sist Ret Modular TiristorizadoWander AndradeBelum ada peringkat
- Relatório de Gestão Exercício 2016 - 06 Ambiente Urbano e MobilidadeDokumen139 halamanRelatório de Gestão Exercício 2016 - 06 Ambiente Urbano e MobilidadeJoão DantasBelum ada peringkat
- HIRATA Novas Configurações Da Divisao Sexual Do Trabalho 2010Dokumen7 halamanHIRATA Novas Configurações Da Divisao Sexual Do Trabalho 2010LucMorBelum ada peringkat
- RODRIGUES. O Sindicalismo Corporativo No Brasil PDFDokumen15 halamanRODRIGUES. O Sindicalismo Corporativo No Brasil PDFAndre JorgettoBelum ada peringkat
- TREINAMENTO FUNCIONAL Modelo de ProjetoDokumen5 halamanTREINAMENTO FUNCIONAL Modelo de ProjetoSandro CorreaBelum ada peringkat
- Atividade 4 - Programação e Cálculo Numérico - 51-2023Dokumen3 halamanAtividade 4 - Programação e Cálculo Numérico - 51-2023Cavalini Assessoria AcadêmicaBelum ada peringkat
- Apresentação Analise de BalançoDokumen14 halamanApresentação Analise de Balançoalef santosBelum ada peringkat
- Polpa Nectar Suco T9Dokumen7 halamanPolpa Nectar Suco T9Gleice CorrêaBelum ada peringkat
- Teste SecadoresDokumen3 halamanTeste SecadoresLorena LanderBelum ada peringkat
- Funções Do Técnico de LogisticaDokumen18 halamanFunções Do Técnico de LogisticaNova Lavadora100% (1)
- Modelo de Recurso EspecialDokumen7 halamanModelo de Recurso EspecialMoreno CarvalhoBelum ada peringkat
- Relatório de Sistemas Hidro-PneumáticosDokumen15 halamanRelatório de Sistemas Hidro-PneumáticosCiro MarquesBelum ada peringkat