Anda mungkin juga menyukai
- Acetone BDokumen9 halamanAcetone BIrdani IdrisBelum ada peringkat
- Energy Balances and Numerical Methods Design Project Ethanol ProductionDokumen9 halamanEnergy Balances and Numerical Methods Design Project Ethanol ProductionFatima Manzano OrtizBelum ada peringkat
- TOURTON-páginas-37-124-73-88 PDFDokumen16 halamanTOURTON-páginas-37-124-73-88 PDFJesús David González CañasBelum ada peringkat
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentDari EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentBelum ada peringkat
- Allyl BDokumen9 halamanAllyl BDemet AcargilBelum ada peringkat
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingDari EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingPenilaian: 5 dari 5 bintang5/5 (1)
- Separation ChainDokumen2 halamanSeparation ChainKaleem UllahBelum ada peringkat
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersDari EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersBelum ada peringkat
- Assignment 2 2018Dokumen9 halamanAssignment 2 2018CalmeBelum ada peringkat
- Batch Reactive DistillationDokumen7 halamanBatch Reactive DistillationChalmer BelaroBelum ada peringkat
- Gas Sweetening and Processing Field ManualDari EverandGas Sweetening and Processing Field ManualPenilaian: 4 dari 5 bintang4/5 (7)
- Fluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of StyreneDokumen12 halamanFluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of StyrenezarceloBelum ada peringkat
- UOP Proper Design NHT Combined Feed Exchanger Equipment PaperDokumen9 halamanUOP Proper Design NHT Combined Feed Exchanger Equipment Paperpiolinwalls100% (1)
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsDari EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsBelum ada peringkat
- Project 6 - Ethylene Oxide PDFDokumen13 halamanProject 6 - Ethylene Oxide PDFStephanie Hawkins100% (1)
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesDari EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesBelum ada peringkat
- Production of Formaldehyde From MethanolDokumen13 halamanProduction of Formaldehyde From MethanolAugusto Mohr Christmann100% (1)
- CHE655 - Plant Design Project #4 Summer 2011 Design of A Styrene Production ProcessDokumen11 halamanCHE655 - Plant Design Project #4 Summer 2011 Design of A Styrene Production ProcessAhmed Ali67% (3)
- Understanding Process Equipment for Operators and EngineersDari EverandUnderstanding Process Equipment for Operators and EngineersPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Edz 1Dokumen14 halamanEdz 1Joshua Peter Evangelista CadoyBelum ada peringkat
- Project 1 AcetoneDokumen13 halamanProject 1 AcetoneGustavo Vasquez100% (1)
- Energy Balances and Numerical Methods Design ProjectDokumen8 halamanEnergy Balances and Numerical Methods Design ProjectoptimisteveBelum ada peringkat
- Dimethyl EtherDokumen7 halamanDimethyl EtherAna Laura Sanchez100% (1)
- Dee CDokumen15 halamanDee CAnderson David ValenciaBelum ada peringkat
- Plant Uti Task 3Dokumen17 halamanPlant Uti Task 3Ezzati AzizBelum ada peringkat
- Dme BDokumen8 halamanDme Bdewi xiaBelum ada peringkat
- Diethyl Ether PlantDokumen21 halamanDiethyl Ether PlantJuancho Peñate100% (1)
- Design of An Ethylene Oxide Production ProcessDokumen13 halamanDesign of An Ethylene Oxide Production ProcessGie100% (4)
- CL405 2021 End Term ExaminationDokumen4 halamanCL405 2021 End Term ExaminationArpit GuptaBelum ada peringkat
- 1 s2.0 S0263876215003330 MainDokumen11 halaman1 s2.0 S0263876215003330 MainAhmad MuzammilBelum ada peringkat
- 102 & 103 Hydrotreater ReportDokumen31 halaman102 & 103 Hydrotreater ReportMuhammadBelum ada peringkat
- Art 11 PDFDokumen3 halamanArt 11 PDFantonkiryushinBelum ada peringkat
- Allyl CDokumen15 halamanAllyl CTengku Mohd Imran0% (1)
- Simulacion de Procesos Unidad 3Dokumen8 halamanSimulacion de Procesos Unidad 3ChecoCastilloBelum ada peringkat
- For Hysys UsersDokumen5 halamanFor Hysys UsersZohaib RanaBelum ada peringkat
- The Bioethanol-to-Ethylene (B.E.T.E.) Processa: Applied Catalysis, 48 265Dokumen13 halamanThe Bioethanol-to-Ethylene (B.E.T.E.) Processa: Applied Catalysis, 48 265Eduardo Ruiz VelezBelum ada peringkat
- Simulation and Energy Consumption Analysis of A Propane Plus Recovery Plant From Natural GasDokumen7 halamanSimulation and Energy Consumption Analysis of A Propane Plus Recovery Plant From Natural Gasvane-16Belum ada peringkat
- Process Description of Ammonia PlantDokumen12 halamanProcess Description of Ammonia PlantSridharBelum ada peringkat
- ImmediatelyDokumen17 halamanImmediatelyJomhel CalluengBelum ada peringkat
- Mahek PresentationDokumen13 halamanMahek PresentationAmit GangulyBelum ada peringkat
- Phenol PlantDokumen33 halamanPhenol PlantrakeshBelum ada peringkat
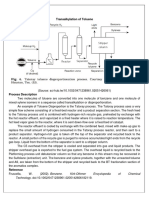
- Transalkylation of Toluene PDFDokumen2 halamanTransalkylation of Toluene PDFAidonBelum ada peringkat
- Transalkylation of TolueneDokumen2 halamanTransalkylation of TolueneAidonBelum ada peringkat
- Process DescriptionDokumen5 halamanProcess DescriptionGurunath EpiliBelum ada peringkat
- Acrylic Acid ProductionDokumen8 halamanAcrylic Acid ProductionAhmad MuzammilBelum ada peringkat
- Kinetics of Toluene Hydrogenation-Integrating A Dynamic Approach Regarding Catalyst ActivityDokumen20 halamanKinetics of Toluene Hydrogenation-Integrating A Dynamic Approach Regarding Catalyst Activitysj singhBelum ada peringkat
- Drying Oil ProductionDokumen10 halamanDrying Oil ProductionKaíque OliveiraBelum ada peringkat
- V. Evaporator Design 1. Evaporator and Water Treatment EvaporatorDokumen3 halamanV. Evaporator Design 1. Evaporator and Water Treatment EvaporatorEngelbert AntodBelum ada peringkat
- Tri o GenDokumen9 halamanTri o GenshreykBelum ada peringkat
- Project 5 FormalinDokumen13 halamanProject 5 FormalinAhmed Ali100% (1)
- Project 1 Acetone PDFDokumen13 halamanProject 1 Acetone PDFvanesaBelum ada peringkat
- (A) Production of Cumene: Zeolite Fixed Bed ReactorDokumen4 halaman(A) Production of Cumene: Zeolite Fixed Bed ReactorSurjendu MaityBelum ada peringkat
- Styrene 12Dokumen15 halamanStyrene 12Fadli Khudori Riva'iBelum ada peringkat
- BTX ProductionDokumen40 halamanBTX Productionejaz khanBelum ada peringkat
- Pressure Difference Vs Air FlowDokumen16 halamanPressure Difference Vs Air FlowlilyBelum ada peringkat
- Response Versus Time in Direct SynthesisDokumen2 halamanResponse Versus Time in Direct SynthesislilyBelum ada peringkat
- Baru MechyDokumen7 halamanBaru MechylilyBelum ada peringkat
- Mechanical Design Project For Fluidized Bed ReactorDokumen46 halamanMechanical Design Project For Fluidized Bed Reactorlily89% (9)
- PH Eur PETDokumen3 halamanPH Eur PETSDEBelum ada peringkat
- Base Oils in Crisis: Making Sense of Chemical PricesDokumen32 halamanBase Oils in Crisis: Making Sense of Chemical PricesAnonymous tIwg2AyBelum ada peringkat
- f-31459860-0 ELSA Laporan Informasi Dan Fakta Material 31459860 Lamp2Dokumen1 halamanf-31459860-0 ELSA Laporan Informasi Dan Fakta Material 31459860 Lamp2AbieZen TorettoBelum ada peringkat
- Benzoic Acid Recovery Via Waste Poly (Ethylene Terephthalate) (PET) Catalytic Pyrolysis Using Sulphated Zirconia CatalystDokumen11 halamanBenzoic Acid Recovery Via Waste Poly (Ethylene Terephthalate) (PET) Catalytic Pyrolysis Using Sulphated Zirconia CatalystMubeen KudiyaBelum ada peringkat
- BTXDokumen18 halamanBTXnabilahBelum ada peringkat
- Polyethylene Terephthalate Plant CostDokumen2 halamanPolyethylene Terephthalate Plant CostIntratec SolutionsBelum ada peringkat
- Lir - Cv.truba Jaya EngDokumen7 halamanLir - Cv.truba Jaya EngbegateamBelum ada peringkat
- Polyester, Polyethylene: Determination of Carboxyl Groups in TerephthalateDokumen3 halamanPolyester, Polyethylene: Determination of Carboxyl Groups in TerephthalateJosé Roberto LazoBelum ada peringkat
- Barcelona ScriptDokumen35 halamanBarcelona ScriptSerious ComedianBelum ada peringkat
- Petrochemicals 2Dokumen66 halamanPetrochemicals 2sumanth prabha100% (1)
- PolyestersDokumen6 halamanPolyesterssujal jhaBelum ada peringkat
- Government of Pakistan (Revenue Division) Federal Board of RevenueDokumen77 halamanGovernment of Pakistan (Revenue Division) Federal Board of RevenueLakshmanDSakhijaBelum ada peringkat
- PetrochemicalsDokumen67 halamanPetrochemicalsSai Kiran100% (3)
- Post Polymerization of Polyester For Fiber Formation PDFDokumen130 halamanPost Polymerization of Polyester For Fiber Formation PDFMusa EltayebBelum ada peringkat
- Catalytic OxidationDokumen393 halamanCatalytic OxidationGerardo Eduardo Villalobos Juvenal100% (1)
- Wang 2005Dokumen6 halamanWang 2005Mohsen MohammadBelum ada peringkat
- What Is PolysterDokumen5 halamanWhat Is PolysterMohammed Atiqul Hoque ChowdhuryBelum ada peringkat
- Research Report: Kezia Natasha KnowlesDokumen29 halamanResearch Report: Kezia Natasha KnowlesShehry VibesBelum ada peringkat
- Vessel DesignDokumen26 halamanVessel DesignNazrinaazAhmadBelum ada peringkat
- ICIS Reports List - WchemeaseDokumen3 halamanICIS Reports List - WchemeasepratxBelum ada peringkat
- 51 Parex ProcessDokumen2 halaman51 Parex Processbengris100% (1)
- China PTA IndustryDokumen26 halamanChina PTA IndustryAnil kapadia100% (1)
- Toxicity of Synthetic Fibres & HealthDokumen4 halamanToxicity of Synthetic Fibres & HealthAustin Publishing GroupBelum ada peringkat
- Terephthalic AcidDokumen8 halamanTerephthalic AcidWali AhsanBelum ada peringkat
- List of Anti-Dumping Duty NotificationsDokumen14 halamanList of Anti-Dumping Duty NotificationsKANCHIVIVEKGUPTABelum ada peringkat
- Chemical Recycling PETDokumen14 halamanChemical Recycling PETApril ChaneyBelum ada peringkat
- CV of DR Jamil AnwarDokumen19 halamanCV of DR Jamil AnwarSaqib AliBelum ada peringkat
- Chemical IndustryDokumen33 halamanChemical Industryjuan carlos100% (1)
- mô tả chungDokumen34 halamanmô tả chungTuấn Anh NguyễnBelum ada peringkat
- Terephthalic Acid SafetyDokumen2 halamanTerephthalic Acid SafetyeyslBelum ada peringkat
- Summary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisDari EverandSummary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisPenilaian: 5 dari 5 bintang5/5 (8)
- The Comfort of Crows: A Backyard YearDari EverandThe Comfort of Crows: A Backyard YearPenilaian: 4.5 dari 5 bintang4.5/5 (23)
- The Obesity Code: Unlocking the Secrets of Weight LossDari EverandThe Obesity Code: Unlocking the Secrets of Weight LossPenilaian: 4 dari 5 bintang4/5 (6)
- The Marshmallow Test: Mastering Self-ControlDari EverandThe Marshmallow Test: Mastering Self-ControlPenilaian: 4.5 dari 5 bintang4.5/5 (60)
- Why We Die: The New Science of Aging and the Quest for ImmortalityDari EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityPenilaian: 4.5 dari 5 bintang4.5/5 (6)
- Summary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisDari EverandSummary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisPenilaian: 4.5 dari 5 bintang4.5/5 (44)
- Return of the God Hypothesis: Three Scientific Discoveries That Reveal the Mind Behind the UniverseDari EverandReturn of the God Hypothesis: Three Scientific Discoveries That Reveal the Mind Behind the UniversePenilaian: 4.5 dari 5 bintang4.5/5 (52)
- Sully: The Untold Story Behind the Miracle on the HudsonDari EverandSully: The Untold Story Behind the Miracle on the HudsonPenilaian: 4 dari 5 bintang4/5 (103)
- To Explain the World: The Discovery of Modern ScienceDari EverandTo Explain the World: The Discovery of Modern SciencePenilaian: 3.5 dari 5 bintang3.5/5 (51)
- When the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisDari EverandWhen the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisPenilaian: 3.5 dari 5 bintang3.5/5 (2)
- Critical Care: A New Nurse Faces Death, Life, and Everything in BetweenDari EverandCritical Care: A New Nurse Faces Death, Life, and Everything in BetweenPenilaian: 3.5 dari 5 bintang3.5/5 (159)
- Sugar Crush: How to Reduce Inflammation, Reverse Nerve Damage, and Reclaim Good HealthDari EverandSugar Crush: How to Reduce Inflammation, Reverse Nerve Damage, and Reclaim Good HealthPenilaian: 4 dari 5 bintang4/5 (6)
- The Story of Philosophy: The Lives and Opinions of the Greater PhilosophersDari EverandThe Story of Philosophy: The Lives and Opinions of the Greater PhilosophersBelum ada peringkat
- Alex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessDari EverandAlex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessBelum ada peringkat
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseDari EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniversePenilaian: 3.5 dari 5 bintang3.5/5 (69)
- 10% Human: How Your Body's Microbes Hold the Key to Health and HappinessDari Everand10% Human: How Your Body's Microbes Hold the Key to Health and HappinessPenilaian: 4 dari 5 bintang4/5 (33)
- Under Alien Skies: A Sightseer's Guide to the UniverseDari EverandUnder Alien Skies: A Sightseer's Guide to the UniversePenilaian: 4.5 dari 5 bintang4.5/5 (17)
- Lessons for Survival: Mothering Against “the Apocalypse”Dari EverandLessons for Survival: Mothering Against “the Apocalypse”Penilaian: 5 dari 5 bintang5/5 (2)
- Masterminds: Genius, DNA, and the Quest to Rewrite LifeDari EverandMasterminds: Genius, DNA, and the Quest to Rewrite LifeBelum ada peringkat
- Knocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldDari EverandKnocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldPenilaian: 3.5 dari 5 bintang3.5/5 (64)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincDari EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincPenilaian: 3.5 dari 5 bintang3.5/5 (137)