Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Chevron Pump ManualDokumen401 halamanChevron Pump Manualsiva242245100% (2)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Workover OpertionsDokumen365 halamanWorkover Opertionsjayant89% (9)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- PDCHC607 PDFDokumen1 halamanPDCHC607 PDFMohamed Mahmoud Rezk DimoBelum ada peringkat
- Tarifa WaterDokumen1 halamanTarifa WaterMohamed Mahmoud Rezk DimoBelum ada peringkat
- 105 QDS75Dokumen1 halaman105 QDS75Mohamed Mahmoud Rezk DimoBelum ada peringkat
- CSDX6413S-A1-12.25X14.25 PDF Report PDFDokumen1 halamanCSDX6413S-A1-12.25X14.25 PDF Report PDFMohamed Mahmoud Rezk DimoBelum ada peringkat
- 4.25 Inch D71 PDFDokumen2 halaman4.25 Inch D71 PDFMohamed Mahmoud Rezk DimoBelum ada peringkat
- 8-1/2" X 9-7/8" QDS42: IADC: S243 ER: 2108Dokumen1 halaman8-1/2" X 9-7/8" QDS42: IADC: S243 ER: 2108Mohamed Mahmoud Rezk DimoBelum ada peringkat
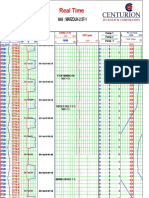
- Marzouk-2 St1 Realtime 4-2-2009Dokumen14 halamanMarzouk-2 St1 Realtime 4-2-2009Mohamed Mahmoud Rezk DimoBelum ada peringkat
- Product Specifications:: Bhitrackpage ("Bit","Bit Stylesheet") %Dokumen1 halamanProduct Specifications:: Bhitrackpage ("Bit","Bit Stylesheet") %Mohamed Mahmoud Rezk DimoBelum ada peringkat
- 8 1/2'' MX-30DXDH: Product SpecificationsDokumen1 halaman8 1/2'' MX-30DXDH: Product SpecificationsMohamed Mahmoud Rezk DimoBelum ada peringkat
- 9.625'' Seal NippleDokumen1 halaman9.625'' Seal NippleMohamed Mahmoud Rezk DimoBelum ada peringkat
- Radial Flow Hydraulics: Additional Optional FeaturesDokumen2 halamanRadial Flow Hydraulics: Additional Optional FeaturesMohamed Mahmoud Rezk DimoBelum ada peringkat
- 9.625'' Inspection SheetDokumen3 halaman9.625'' Inspection SheetMohamed Mahmoud Rezk DimoBelum ada peringkat
- 8 1/2" MX-20GDX: Product SpecificationsDokumen1 halaman8 1/2" MX-20GDX: Product SpecificationsSamia IbrahimBelum ada peringkat
- Tiw Tally Marzouk-2Dokumen2 halamanTiw Tally Marzouk-2Mohamed Mahmoud Rezk DimoBelum ada peringkat
- 5-Occupational Health & Environmental ControlDokumen8 halaman5-Occupational Health & Environmental ControlMohamed Mahmoud Rezk DimoBelum ada peringkat
- Marzouk-2 St1 Adt Log 01-02-09Dokumen1 halamanMarzouk-2 St1 Adt Log 01-02-09Mohamed Mahmoud Rezk DimoBelum ada peringkat
- Ali Ibrahim/Ali Abu Mandour: Depth GAS: 1% 30 Unit TVDDokumen1 halamanAli Ibrahim/Ali Abu Mandour: Depth GAS: 1% 30 Unit TVDMohamed Mahmoud Rezk DimoBelum ada peringkat
- EMPTY FlashDokumen1 halamanEMPTY FlashMohamed Mahmoud Rezk DimoBelum ada peringkat
- Risk MatrixDokumen1 halamanRisk MatrixMohamed Mahmoud Rezk DimoBelum ada peringkat
- Safety Induction LogDokumen2 halamanSafety Induction LogMohamed Mahmoud Rezk DimoBelum ada peringkat
- Food Safety Information Handbook - C. Roberts (Oryx, 2001) WWDokumen331 halamanFood Safety Information Handbook - C. Roberts (Oryx, 2001) WWMohamed Mahmoud Rezk DimoBelum ada peringkat
- Job Haz AnalysisDokumen10 halamanJob Haz AnalysisMohamed Mahmoud Rezk DimoBelum ada peringkat
- Abujabl 1 13 CSG CemcadeDokumen7 halamanAbujabl 1 13 CSG CemcadeMohamed Mahmoud Rezk DimoBelum ada peringkat
- 4-Confined Space EntryDokumen10 halaman4-Confined Space EntryMohamed Mahmoud Rezk DimoBelum ada peringkat
- BP Hand Finger InjuryDokumen18 halamanBP Hand Finger InjuryMohamed Mahmoud Rezk DimoBelum ada peringkat
- CSDX6413S-A1-12.25X14.25 PDF Report PDFDokumen1 halamanCSDX6413S-A1-12.25X14.25 PDF Report PDFMohamed Mahmoud Rezk DimoBelum ada peringkat
- 9.625'' Seal NippleDokumen1 halaman9.625'' Seal NippleMohamed Mahmoud Rezk DimoBelum ada peringkat
- 8 1/2" MX-20GDX: Product SpecificationsDokumen1 halaman8 1/2" MX-20GDX: Product SpecificationsSamia IbrahimBelum ada peringkat
- Product Specifications:: Bhitrackpage ("Bit","Bit Stylesheet") %Dokumen1 halamanProduct Specifications:: Bhitrackpage ("Bit","Bit Stylesheet") %Mohamed Mahmoud Rezk DimoBelum ada peringkat
- Radial Flow Hydraulics: Additional Optional FeaturesDokumen2 halamanRadial Flow Hydraulics: Additional Optional FeaturesMohamed Mahmoud Rezk DimoBelum ada peringkat
- "Troubleshooting Hydraulics" Newsletter: Click HereDokumen2 halaman"Troubleshooting Hydraulics" Newsletter: Click HereVelibor KaranovicBelum ada peringkat
- d90s 5 Sb1102e10 Em0pafdb0dfdb0e 1160 Db58 3s Parts BookDokumen562 halamand90s 5 Sb1102e10 Em0pafdb0dfdb0e 1160 Db58 3s Parts BookAhmet KayaBelum ada peringkat
- P&ID Check List For EM-PEDokumen14 halamanP&ID Check List For EM-PEsajjadyasin100% (1)
- EGD PAT - ResearchDokumen10 halamanEGD PAT - ResearchayandaBelum ada peringkat
- Solar Powered Smart Irrigation System: January 2014Dokumen7 halamanSolar Powered Smart Irrigation System: January 2014Saff MdBelum ada peringkat
- Post-Construction Initial Performance Evaluation Report (Iper)Dokumen15 halamanPost-Construction Initial Performance Evaluation Report (Iper)Bhavish RamroopBelum ada peringkat
- Genuine: Choose Every Time!Dokumen40 halamanGenuine: Choose Every Time!DinamikaMarine50% (2)
- Operation and Maintenance Manual FSTPDokumen36 halamanOperation and Maintenance Manual FSTPMutsindashyaka BaptisteBelum ada peringkat
- SM14 DetDokumen12 halamanSM14 DetSanjay RajBelum ada peringkat
- Hydraulic JackDokumen16 halamanHydraulic Jackajinkyawj01Belum ada peringkat
- 201 23-rp3Dokumen140 halaman201 23-rp3saiBelum ada peringkat
- Athena PR Mode EmploiDokumen56 halamanAthena PR Mode EmploiHector MendozaBelum ada peringkat
- Uong Bi 300 MW Extension Power Plant: OwnerDokumen32 halamanUong Bi 300 MW Extension Power Plant: OwnerAmEnPro100% (1)
- Pump Sizing and SelectionDokumen64 halamanPump Sizing and Selectionsushil.vgiBelum ada peringkat
- Laboratory EquipmentsDokumen3 halamanLaboratory EquipmentsDipaloy DattaBelum ada peringkat
- A Second Possible Cause of Sudden Acceleration in Mitsubishi Montero VehiclesDokumen16 halamanA Second Possible Cause of Sudden Acceleration in Mitsubishi Montero VehiclesJohn Mark AcederaBelum ada peringkat
- HM-1 (E) - Finished Drawing & Instruction Manual For Cargo Pumping System (Vol I) PDFDokumen236 halamanHM-1 (E) - Finished Drawing & Instruction Manual For Cargo Pumping System (Vol I) PDFabhishek100% (1)
- Sprincalc User ManualDokumen88 halamanSprincalc User ManualSue BriggsBelum ada peringkat
- New Holland Ls160 and Ls170 Skid Steer Service Manual PDFDokumen2 halamanNew Holland Ls160 and Ls170 Skid Steer Service Manual PDFluoma686Belum ada peringkat
- LNGC Singapore Energy - IMO 9238040 - Machinery Operating ManualDokumen420 halamanLNGC Singapore Energy - IMO 9238040 - Machinery Operating Manualseawolf50Belum ada peringkat
- Continuous Production of Margarine - Votator SystemDokumen2 halamanContinuous Production of Margarine - Votator Systemgutierrez_rgcBelum ada peringkat
- A Presentation On Centriugal Pumps and Velocity Triangle For Centriugal PumpsDokumen11 halamanA Presentation On Centriugal Pumps and Velocity Triangle For Centriugal PumpsKishor PakhareBelum ada peringkat
- SB SI SL ADDokumen799 halamanSB SI SL ADjesus francoBelum ada peringkat
- Shipboard Oil Pollution Emergency Plan (SOPEP)Dokumen2 halamanShipboard Oil Pollution Emergency Plan (SOPEP)ibnuharyBelum ada peringkat
- Condensing Unit: ASE-18AH, ASE-24AH, ASE-36AH, ASE-48AH, ASE-60AHDokumen41 halamanCondensing Unit: ASE-18AH, ASE-24AH, ASE-36AH, ASE-48AH, ASE-60AHMilton UrrozBelum ada peringkat
- Fluid Power Design Data SheetDokumen2 halamanFluid Power Design Data Sheetshahrol effendy rodziBelum ada peringkat
- Suggested Methods For Pressure Monitoring Using Hydraulic CellsDokumen9 halamanSuggested Methods For Pressure Monitoring Using Hydraulic CellsDavid Almanza PerezBelum ada peringkat