Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Measuring Contaminants in Plastic PelletsDokumen6 halamanMeasuring Contaminants in Plastic PelletsAlexBelum ada peringkat
- AGA Purging.2001 PDFDokumen157 halamanAGA Purging.2001 PDFLeDzung100% (1)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- A320LEAP1A-B12-0008.4 Air Sys R1 220517Dokumen68 halamanA320LEAP1A-B12-0008.4 Air Sys R1 220517simsimsomBelum ada peringkat
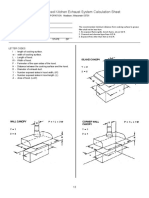
- Grease Filter Equipped Kitchen Exhaust System Calculation SheetDokumen2 halamanGrease Filter Equipped Kitchen Exhaust System Calculation SheetMahmoud Anwer100% (1)
- Condensate Drain Calculation - Lab AHU PDFDokumen1 halamanCondensate Drain Calculation - Lab AHU PDFAltaf KhanBelum ada peringkat
- Considerations For Estimating The Costs of Pilot-Scale FacilitiesDokumen9 halamanConsiderations For Estimating The Costs of Pilot-Scale FacilitiesAlexBelum ada peringkat
- CHE EP - Field Troubleshoot 101 and How To Get The Job Done - June 2016Dokumen7 halamanCHE EP - Field Troubleshoot 101 and How To Get The Job Done - June 2016John UrdanetaBelum ada peringkat
- Onsite Nitrogen Generation Via PSA TechnologyDokumen4 halamanOnsite Nitrogen Generation Via PSA TechnologyAlexBelum ada peringkat
- Beyond Gravity - Centrifugal Separations in CPI OperationsDokumen8 halamanBeyond Gravity - Centrifugal Separations in CPI OperationsAlexBelum ada peringkat
- The Benefits of Two-Stage DryingDokumen3 halamanThe Benefits of Two-Stage DryingAlexBelum ada peringkat
- LLPDE Production Using A Gas-Phase ProcessDokumen1 halamanLLPDE Production Using A Gas-Phase ProcessAlexBelum ada peringkat
- An Up-Close Look at Electropositive FiltrationDokumen8 halamanAn Up-Close Look at Electropositive FiltrationAlex100% (1)
- Vortex Breakers in Practice - 201606Dokumen2 halamanVortex Breakers in Practice - 201606JQuest229100% (4)
- Plant Functional Safety Requires IT SecurityDokumen5 halamanPlant Functional Safety Requires IT SecurityAlexBelum ada peringkat
- Cybersecurity Defense For Industrial Process-Control SystemsDokumen6 halamanCybersecurity Defense For Industrial Process-Control SystemsAlexBelum ada peringkat
- Plant Functional Safety Requires IT SecurityDokumen5 halamanPlant Functional Safety Requires IT SecurityAlexBelum ada peringkat
- Microreactors - Lessons Learned From Industrial ApplicationsDokumen9 halamanMicroreactors - Lessons Learned From Industrial ApplicationsAlexBelum ada peringkat
- The Benefits of Two-Stage DryingDokumen3 halamanThe Benefits of Two-Stage DryingAlexBelum ada peringkat
- Challenges of Handling Filamentous and Viscous Wastewater SludgeDokumen7 halamanChallenges of Handling Filamentous and Viscous Wastewater SludgeAlexBelum ada peringkat
- Design of Experiments (DoE) - How To Handle Hard-To-Change Factors Using A Split PlotDokumen4 halamanDesign of Experiments (DoE) - How To Handle Hard-To-Change Factors Using A Split PlotAlex100% (1)
- Chlorine Production From NaCl (Chlor-Alkali)Dokumen1 halamanChlorine Production From NaCl (Chlor-Alkali)Alex100% (1)
- Managing SIS Process Measurement Risk and CostDokumen8 halamanManaging SIS Process Measurement Risk and CostAlexBelum ada peringkat
- Challenges of Handling Filamentous and Viscous Wastewater SludgeDokumen7 halamanChallenges of Handling Filamentous and Viscous Wastewater SludgeAlexBelum ada peringkat
- AODD Pumps in Chemical ProcessesDokumen7 halamanAODD Pumps in Chemical ProcessesAlexBelum ada peringkat
- Aluminum Chloride ProductionDokumen1 halamanAluminum Chloride ProductionAlexBelum ada peringkat
- Advantages Gained in Automating Industrial Wastewater Treatment PlantsDokumen7 halamanAdvantages Gained in Automating Industrial Wastewater Treatment PlantsAlexBelum ada peringkat
- Effect of Pressurization and Expulsion of Entrapped Air in PipelinesDokumen167 halamanEffect of Pressurization and Expulsion of Entrapped Air in PipelinesAlexBelum ada peringkat
- Advantages Gained in Automating Industrial Wastewater Treatment PlantsDokumen7 halamanAdvantages Gained in Automating Industrial Wastewater Treatment PlantsAlexBelum ada peringkat
- Agglomeration ProcessesDokumen1 halamanAgglomeration ProcessesAlex100% (1)
- On Gas Transport in Downward Slopes of Sewerage Mains PDFDokumen11 halamanOn Gas Transport in Downward Slopes of Sewerage Mains PDFAlexBelum ada peringkat
- Coupler Technologies For Secure Chemical HandlingDokumen6 halamanCoupler Technologies For Secure Chemical HandlingAlexBelum ada peringkat
- Removal of Air From Water Lines by Hydraulic Means (P.E. Wisner) (1975)Dokumen16 halamanRemoval of Air From Water Lines by Hydraulic Means (P.E. Wisner) (1975)Alex0% (1)
- Section 3.5 Fume Cupboard SpecDokumen14 halamanSection 3.5 Fume Cupboard SpecBiggie ColdAngelBelum ada peringkat
- VENTILATION SYSTEMSDokumen28 halamanVENTILATION SYSTEMSIzzat AdibBelum ada peringkat
- Mechanical equipment schedule and legendDokumen2 halamanMechanical equipment schedule and legendarief bahtiarBelum ada peringkat
- About Pumps and Turbines PDFDokumen5 halamanAbout Pumps and Turbines PDFabdullahaafaqBelum ada peringkat
- TD CFB enDokumen243 halamanTD CFB enarnosyBelum ada peringkat
- Thermodynamic Performance Testing and MonitoringDokumen3 halamanThermodynamic Performance Testing and MonitoringNicole FelicianoBelum ada peringkat
- Lenze Mdxks Synchronous Servo MotorsDokumen45 halamanLenze Mdxks Synchronous Servo MotorsBRUNO ROCHA DE SOUZABelum ada peringkat
- ISO-9001:2008 Blower O&M ManualDokumen33 halamanISO-9001:2008 Blower O&M Manualfaqdani100% (1)
- Vertical Stack Fan Coil with Integrated HRV/ERVDokumen4 halamanVertical Stack Fan Coil with Integrated HRV/ERVsolarisan6Belum ada peringkat
- Parts List Operating and Service Manual: LegendDokumen49 halamanParts List Operating and Service Manual: LegendPlaneador MantenimientoBelum ada peringkat
- Airfoil Fan: AFHS Product DescriptionDokumen16 halamanAirfoil Fan: AFHS Product Descriptionpowersp1394Belum ada peringkat
- Flow Hood - Steril Biohit Helios 72Dokumen5 halamanFlow Hood - Steril Biohit Helios 72fjghfjghBelum ada peringkat
- Exmark Ultra Vac Operators & Parts Manual 103-4456Dokumen40 halamanExmark Ultra Vac Operators & Parts Manual 103-4456BrianCookBelum ada peringkat
- BlowerDokumen45 halamanBlowerVeky PamintuBelum ada peringkat
- Fans and BlowersDokumen57 halamanFans and BlowersmaylynXiXBelum ada peringkat
- Eom2 PDFDokumen23 halamanEom2 PDFKushana SaikirannBelum ada peringkat
- Smoke TunnelDokumen55 halamanSmoke TunnelABHIMANYU KHADGABelum ada peringkat
- Manual Soplador Ametek 505Dokumen14 halamanManual Soplador Ametek 505Carlos Mario Lopez CabreraBelum ada peringkat
- Vibration Control in Centrifugal Fans Seminar ReportDokumen39 halamanVibration Control in Centrifugal Fans Seminar ReportJaydip SolankiBelum ada peringkat
- Perhitungan CT, Hydrant, Dan BlowerDokumen13 halamanPerhitungan CT, Hydrant, Dan BlowerNicholas GeorgeBelum ada peringkat
- SEARS Craftsman Leaf Blower Mulcher ManualDokumen12 halamanSEARS Craftsman Leaf Blower Mulcher ManualCraig nelsonBelum ada peringkat
- Irb-315a Ecowatt 230v5060hzDokumen4 halamanIrb-315a Ecowatt 230v5060hzCallany AnycallBelum ada peringkat
- WFSR 44004710107 PDFDokumen26 halamanWFSR 44004710107 PDFAyub Anwar M-SalihBelum ada peringkat
- IMO Inert Gas SystemDokumen46 halamanIMO Inert Gas SystemMarcio RochaBelum ada peringkat
- BSME Industrial Plant Engineering Summative Exam ProblemsDokumen7 halamanBSME Industrial Plant Engineering Summative Exam ProblemsEmilio Joaquin FloresBelum ada peringkat
- WATER DRIVEN FAN-tkwf300Dokumen11 halamanWATER DRIVEN FAN-tkwf300Ramon BaasBelum ada peringkat
- 00040900Dokumen30 halaman00040900asperfudBelum ada peringkat