Anda mungkin juga menyukai
- 2889-Further Drilling Methods PDFDokumen1 halaman2889-Further Drilling Methods PDFsyllavethyjimBelum ada peringkat
- 2872-Circular Clips #2 PDFDokumen1 halaman2872-Circular Clips #2 PDFsyllavethyjimBelum ada peringkat
- IMP Workshop ManualDokumen336 halamanIMP Workshop Manualsyllavethyjim67% (3)
- 2890-Nuts & Spanners PDFDokumen1 halaman2890-Nuts & Spanners PDFsyllavethyjimBelum ada peringkat
- 2878-Chains & Sprockets PDFDokumen1 halaman2878-Chains & Sprockets PDFsyllavethyjimBelum ada peringkat
- Contours 1: Hile It CannotDokumen1 halamanContours 1: Hile It CannotsyllavethyjimBelum ada peringkat
- 2886-Stud Fitting & Removal PDFDokumen1 halaman2886-Stud Fitting & Removal PDFsyllavethyjimBelum ada peringkat
- 2885-Dent & Bulge Removal PDFDokumen1 halaman2885-Dent & Bulge Removal PDFsyllavethyjimBelum ada peringkat
- 2880-Supporting & Steadying PDFDokumen1 halaman2880-Supporting & Steadying PDFsyllavethyjimBelum ada peringkat
- 2883-Metal Working PDFDokumen1 halaman2883-Metal Working PDFsyllavethyjimBelum ada peringkat
- 2888-Oblique Drilling PDFDokumen1 halaman2888-Oblique Drilling PDFsyllavethyjimBelum ada peringkat
- 2871-Circular Clips #1 PDFDokumen1 halaman2871-Circular Clips #1 PDFsyllavethyjimBelum ada peringkat
- 2881-Radii Functions and Checking PDFDokumen1 halaman2881-Radii Functions and Checking PDFsyllavethyjimBelum ada peringkat
- 2884-Panel Beating PDFDokumen1 halaman2884-Panel Beating PDFsyllavethyjim100% (1)
- 2887-Broken Drills & Taps PDFDokumen1 halaman2887-Broken Drills & Taps PDFsyllavethyjimBelum ada peringkat
- 2879-Clamping & Holding PDFDokumen1 halaman2879-Clamping & Holding PDFsyllavethyjimBelum ada peringkat
- 2874-Fitting Core Plugs PDFDokumen1 halaman2874-Fitting Core Plugs PDFsyllavethyjimBelum ada peringkat
- 2876-Belt Fasteners PDFDokumen1 halaman2876-Belt Fasteners PDFsyllavethyjimBelum ada peringkat
- Roller Chains and Sprockets GuideDokumen1 halamanRoller Chains and Sprockets GuidesyllavethyjimBelum ada peringkat
- 2870-Simple Screw Assembly PDFDokumen1 halaman2870-Simple Screw Assembly PDFsyllavethyjimBelum ada peringkat
- 2873-Cotters & Wedges PDFDokumen1 halaman2873-Cotters & Wedges PDFsyllavethyjimBelum ada peringkat
- 2875-Belt Drives PDFDokumen1 halaman2875-Belt Drives PDFsyllavethyjimBelum ada peringkat
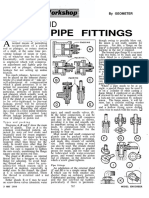
- 2868-Glands & Pipe Fittings PDFDokumen1 halaman2868-Glands & Pipe Fittings PDFsyllavethyjimBelum ada peringkat
- 2867 Case HardeningDokumen1 halaman2867 Case HardeningEr Sukhwinder SinghBelum ada peringkat
- 2869-Fitting & Joining Pipes PDFDokumen1 halaman2869-Fitting & Joining Pipes PDFsyllavethyjimBelum ada peringkat
- 2861-Wheel & Shaft PullersDokumen1 halaman2861-Wheel & Shaft PullersSandra Barnett CrossanBelum ada peringkat
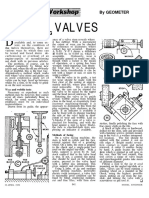
- 2865-Testing & Facing Valves PDFDokumen1 halaman2865-Testing & Facing Valves PDFsyllavethyjimBelum ada peringkat
- 2864-Poppet Valves & Seating PDFDokumen1 halaman2864-Poppet Valves & Seating PDFsyllavethyjimBelum ada peringkat
- 2866-Hardening & Tempering PDFDokumen1 halaman2866-Hardening & Tempering PDFsyllavethyjimBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- History of the QWERTY Keyboard LayoutDokumen5 halamanHistory of the QWERTY Keyboard LayoutshitfikapeBelum ada peringkat
- Your Institute Name & Logo: Abcd Abcd Abcd Abcd AbcdDokumen1 halamanYour Institute Name & Logo: Abcd Abcd Abcd Abcd AbcdNayan AgrawalBelum ada peringkat
- MD Cabinet DoorsDokumen4 halamanMD Cabinet DoorsKamel NaitBelum ada peringkat
- Attachment Report Nakayi-1Dokumen100 halamanAttachment Report Nakayi-1misodzibBelum ada peringkat
- Woodworking Safety Unit CorrectDokumen19 halamanWoodworking Safety Unit CorrectNidhinkorothBelum ada peringkat
- Components and Functions of an Air Handling UnitDokumen28 halamanComponents and Functions of an Air Handling UnitAditiBelum ada peringkat
- Kenna MetalDokumen24 halamanKenna MetalJ Ferreyra LibanoBelum ada peringkat
- ShindaiwaDokumen143 halamanShindaiwaMarcelo GiussaniBelum ada peringkat
- Sunbeam Caffe Bellissimo Em9300 Service ManualDokumen21 halamanSunbeam Caffe Bellissimo Em9300 Service ManualinfomediamarketsourceBelum ada peringkat
- DTS Nozzles R3Dokumen2 halamanDTS Nozzles R3meilia teknikBelum ada peringkat
- DIY Dremel CNC Parts ListDokumen6 halamanDIY Dremel CNC Parts Listhyungjoo yiBelum ada peringkat
- Technical Specifications ROMI C SeriesDokumen28 halamanTechnical Specifications ROMI C Seriesmetall 4uBelum ada peringkat
- Vernier Height Gauge: Parts, Diagram, Errors, PrecautionDokumen8 halamanVernier Height Gauge: Parts, Diagram, Errors, PrecautionEngineering StudentBelum ada peringkat
- Powerful Wet and Dry Vacuum Cleaner With 70 L Container Capacity and Up To Three MotorsDokumen9 halamanPowerful Wet and Dry Vacuum Cleaner With 70 L Container Capacity and Up To Three MotorsKadir ErguvenBelum ada peringkat
- Work and Simple Machines ExplainedDokumen47 halamanWork and Simple Machines ExplainedEp LohBelum ada peringkat
- Guide to Spindle BalancingDokumen2 halamanGuide to Spindle BalancingMangesh KetkarBelum ada peringkat
- Parts Catalog: H270E Harvester HeadDokumen145 halamanParts Catalog: H270E Harvester HeadjulianoBelum ada peringkat
- Taneks Brake CatalogueDokumen31 halamanTaneks Brake CatalogueeCommerce SAJID AutoBelum ada peringkat
- TurningDokumen252 halamanTurningMichael KashiotisBelum ada peringkat
- BSA Lightning Air Rifle PDFDokumen2 halamanBSA Lightning Air Rifle PDFErikBelum ada peringkat
- Spare Parts CatalogueDokumen419 halamanSpare Parts CatalogueClaudio Rafael Deola SadaBelum ada peringkat
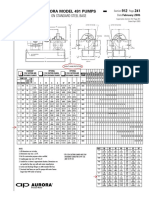
- Aurora Model 491 Pumps Technical SpecificationsDokumen1 halamanAurora Model 491 Pumps Technical SpecificationsJUAN ORTEGABelum ada peringkat
- Cleaning Care and Maintenance of Kitchen Appliances andDokumen57 halamanCleaning Care and Maintenance of Kitchen Appliances andMary Jane Blanco Fio50% (2)
- NRC Generic Fundamentals Examination Question Bank - PWR February 2016Dokumen65 halamanNRC Generic Fundamentals Examination Question Bank - PWR February 2016Iqbal HayatkhanBelum ada peringkat
- Screw Technical Data SheetDokumen32 halamanScrew Technical Data SheetRenju ReghuBelum ada peringkat
- Cold Room & Freezer RoomDokumen38 halamanCold Room & Freezer RoomSamuel AtBelum ada peringkat
- Colt M16A1 Assault RifleDokumen4 halamanColt M16A1 Assault Riflesaledin1100% (3)
- Vihtavuori Reloading Guide 2021 ENGDokumen59 halamanVihtavuori Reloading Guide 2021 ENGFabien BonatoBelum ada peringkat
- Machine Control Gage Selection GuideDokumen15 halamanMachine Control Gage Selection GuideVikas ChoudharyBelum ada peringkat
- Torque Converter Clutch Case: Automatic TransmissionDokumen4 halamanTorque Converter Clutch Case: Automatic TransmissionAnton FortovBelum ada peringkat