Anda mungkin juga menyukai
- Astm D3039 & D3479Dokumen15 halamanAstm D3039 & D3479Engr Khalil AkramBelum ada peringkat
- 2009 Wood Adhesion. Glued Laminated Timber. Shear Test of Gluelines, Steiger and RichterDokumen14 halaman2009 Wood Adhesion. Glued Laminated Timber. Shear Test of Gluelines, Steiger and RichterBoris Esteban Moya RojasBelum ada peringkat
- Low-Temperature Mechanical Properties of Glass/epoxy LaminatesDokumen9 halamanLow-Temperature Mechanical Properties of Glass/epoxy LaminatesbiondimiBelum ada peringkat
- Fast method predicts slow crack growth in HDPE pipeDokumen7 halamanFast method predicts slow crack growth in HDPE pipeMehboob ulHaqBelum ada peringkat
- Dma Standard PaperDokumen6 halamanDma Standard Paperkrishna saiBelum ada peringkat
- Materials Development On The Nanoscale by Accumulative Roll Bonding ProcedureDokumen4 halamanMaterials Development On The Nanoscale by Accumulative Roll Bonding ProcedureBruno MouraBelum ada peringkat
- Fracture Properties of Glass Fiber Composite Laminates and Size Effect EGYPTDokumen14 halamanFracture Properties of Glass Fiber Composite Laminates and Size Effect EGYPTRajaneesh AnantharajuBelum ada peringkat
- Failure and Fracture of Short Flass Fibre Reinforced Nylon Composites MooreDokumen8 halamanFailure and Fracture of Short Flass Fibre Reinforced Nylon Composites MooreGerardo XZBelum ada peringkat
- 2001 - Creep Crack Growth in A SGF RF PP CompositeDokumen5 halaman2001 - Creep Crack Growth in A SGF RF PP CompositeSubramani PichandiBelum ada peringkat
- Friction Coefficient in Hot Compression of Cylindrical SpecimensDokumen6 halamanFriction Coefficient in Hot Compression of Cylindrical SpecimensCh V S RajuBelum ada peringkat
- The in Uence of Silicate-Based Nano-Filler On The Fracture Toughness of Epoxy ResinDokumen10 halamanThe in Uence of Silicate-Based Nano-Filler On The Fracture Toughness of Epoxy Resineid elsayedBelum ada peringkat
- Ijp 10 1 Kawano 9Dokumen6 halamanIjp 10 1 Kawano 9አነኬ ቹህቺዶሃሠኪቺጆቺBelum ada peringkat
- Thermal Shock Effects on Adhesive Joint StrengthDokumen6 halamanThermal Shock Effects on Adhesive Joint StrengthCandace FrankBelum ada peringkat
- Brinell HardnessDokumen5 halamanBrinell HardnessMuhammad Syafiq KahalitBelum ada peringkat
- Daniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekDokumen8 halamanDaniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekJigar M. UpadhyayBelum ada peringkat
- Friction Behavior of Clutch Facing Using Pin On-Disk TestDokumen6 halamanFriction Behavior of Clutch Facing Using Pin On-Disk TestAbisha JeffrinBelum ada peringkat
- 1-S2.0-S0308016116301843-Main Application of Small Punch Testing On The Mechanical andDokumen9 halaman1-S2.0-S0308016116301843-Main Application of Small Punch Testing On The Mechanical andRamesh EthirajanBelum ada peringkat
- Mechanical Properties of Unsaturated Polyester ResinDokumen5 halamanMechanical Properties of Unsaturated Polyester ResinNGokce100% (1)
- Characterization and Modeling of Molding Compound Properties During CureDokumen4 halamanCharacterization and Modeling of Molding Compound Properties During CureebenananamacBelum ada peringkat
- 1 PBDokumen15 halaman1 PBPABLO MAUROBelum ada peringkat
- Sintering Study of Ti6Al4V Powders With Different Particle Sizes and Their Mechanical PropertiesDokumen13 halamanSintering Study of Ti6Al4V Powders With Different Particle Sizes and Their Mechanical PropertiesCebolenkosi NdumisoBelum ada peringkat
- Tensile Properties of Nanosilica/epoxy NanocompositesDokumen7 halamanTensile Properties of Nanosilica/epoxy Nanocompositesgaurav503050Belum ada peringkat
- PriDokumen8 halamanPritubBelum ada peringkat
- Brittle Failure of Dry SpaghettiDokumen11 halamanBrittle Failure of Dry SpaghettiTaher CheginiBelum ada peringkat
- MDF - TiDokumen12 halamanMDF - TiAch KitevarzBelum ada peringkat
- Review On Thermomechanical Anlysis of Nano Composites: Y.Sowjany A, V.Jayaprasa D, K.Dileep Kuma R, N.Mohanra oDokumen6 halamanReview On Thermomechanical Anlysis of Nano Composites: Y.Sowjany A, V.Jayaprasa D, K.Dileep Kuma R, N.Mohanra olydiaBelum ada peringkat
- Effects of Testing Parameters On The Mechanical Properties of Polypropylene Random CopolymerDokumen7 halamanEffects of Testing Parameters On The Mechanical Properties of Polypropylene Random CopolymerFedericoBelum ada peringkat
- Standard Delamination Testing Procedures of Unidirectional CompositesDokumen19 halamanStandard Delamination Testing Procedures of Unidirectional CompositesQuốc LưuBelum ada peringkat
- Characterization and Modeling of The Fatigue Behavior of TPUDokumen6 halamanCharacterization and Modeling of The Fatigue Behavior of TPUDeepak SharmaBelum ada peringkat
- Damage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingDokumen8 halamanDamage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingMa RcoBelum ada peringkat
- Table of Content Content 1.0 Project Background 2Dokumen17 halamanTable of Content Content 1.0 Project Background 2Muhammad SyahmieBelum ada peringkat
- International Ejournals: Issn 0976 - 1411Dokumen5 halamanInternational Ejournals: Issn 0976 - 1411Jay RajBelum ada peringkat
- Fibre Carbon - Tensile Test (Unidirection)Dokumen5 halamanFibre Carbon - Tensile Test (Unidirection)AlsonChinBelum ada peringkat
- Calcium carbonate filled polyethylene properties correlationDokumen7 halamanCalcium carbonate filled polyethylene properties correlationXuân Giang NguyễnBelum ada peringkat
- Evaluation of Scratch Resistance in Multiphase PP Blends PDFDokumen10 halamanEvaluation of Scratch Resistance in Multiphase PP Blends PDFsonchemenBelum ada peringkat
- Safss 01 02aDokumen12 halamanSafss 01 02aJasminka Vilotijevic BozinovicBelum ada peringkat
- Materials: Roll-to-Roll Manufacturing of Micropatterned Adhesives by Template CompressionDokumen12 halamanMaterials: Roll-to-Roll Manufacturing of Micropatterned Adhesives by Template CompressionLalit HingweBelum ada peringkat
- High Strain Rate Superplasticity in A Friction Stir Processed 7075 Al AlloyDokumen6 halamanHigh Strain Rate Superplasticity in A Friction Stir Processed 7075 Al AlloyAnand J LBelum ada peringkat
- 1 s2.0 S1877705815045555 MainDokumen10 halaman1 s2.0 S1877705815045555 MainStephanie ScottBelum ada peringkat
- Determination of Flow Curves by Means of A Compression TestDokumen7 halamanDetermination of Flow Curves by Means of A Compression TestkimkwanwookBelum ada peringkat
- SS 1672Dokumen13 halamanSS 1672dbaBelum ada peringkat
- Optimization of Extrusion Process Parameters of Incoloy028 Alloy Based On Hot Compression Test and SimulationDokumen10 halamanOptimization of Extrusion Process Parameters of Incoloy028 Alloy Based On Hot Compression Test and SimulationChigoChigoBelum ada peringkat
- The Influence of Pigment Volume Concentration (PVC)Dokumen6 halamanThe Influence of Pigment Volume Concentration (PVC)chemsiton100% (1)
- Mechanical Properties of Unsaturated Polyester Resin: International Journal of Chemtech Research October 2010Dokumen6 halamanMechanical Properties of Unsaturated Polyester Resin: International Journal of Chemtech Research October 2010dhikaBelum ada peringkat
- Plain Bearings Made From Engineering PlasticsDokumen44 halamanPlain Bearings Made From Engineering PlasticsJani LahdelmaBelum ada peringkat
- Effect of Twist Level On Tire Cord Performance PDFDokumen5 halamanEffect of Twist Level On Tire Cord Performance PDFMarcus NguyễnBelum ada peringkat
- Appendix E: Test Methods UsedDokumen21 halamanAppendix E: Test Methods UsedNidDouBelum ada peringkat
- Process Parameters For Induction Welding of Metal/Composite JointsDokumen10 halamanProcess Parameters For Induction Welding of Metal/Composite Jointsİlker ÇirkinBelum ada peringkat
- Synopsis: in Order To Decrease Cross Sectional Area of Structural Members, Ultra High StrengthDokumen16 halamanSynopsis: in Order To Decrease Cross Sectional Area of Structural Members, Ultra High StrengthHector Alberto Garcia LopezBelum ada peringkat
- Mixed Mode Loading Fracture Toughness of Arcan Adhesive Joint: Effect of Surface RoughnessDokumen9 halamanMixed Mode Loading Fracture Toughness of Arcan Adhesive Joint: Effect of Surface RoughnessNanthini KanasanBelum ada peringkat
- Mineral Wool Compressive PropertiesDokumen10 halamanMineral Wool Compressive Propertiespturner890Belum ada peringkat
- Solidification of SteelDokumen7 halamanSolidification of SteelDan Pascu100% (1)
- Tension behaviour of HNBR and FKM elastomers over a wide temperature rangeDokumen16 halamanTension behaviour of HNBR and FKM elastomers over a wide temperature rangeskyerfreeBelum ada peringkat
- Dry Self-Lubricating Composites: Shin Jen Shiao and Te Zei WangDokumen7 halamanDry Self-Lubricating Composites: Shin Jen Shiao and Te Zei WangAhda Dapong Rizqy MaulanaBelum ada peringkat
- Nur Ariesman Salleh FypDokumen30 halamanNur Ariesman Salleh FypNur Ariesman SallehBelum ada peringkat
- Designation of The Viscosity of Binder With The Tension Retardation TestDokumen7 halamanDesignation of The Viscosity of Binder With The Tension Retardation TestBarakat BarakatBelum ada peringkat
- Melt Index TestDokumen4 halamanMelt Index TestFarooq Muhammad100% (1)
- Luciano Mantovano, Marcos Ponciano, Santiago Serebrinsky, Hugo Ernst, Teresa Pérez, Martin Valdez, Luis ChadDokumen10 halamanLuciano Mantovano, Marcos Ponciano, Santiago Serebrinsky, Hugo Ernst, Teresa Pérez, Martin Valdez, Luis ChadMarcelo Varejão CasarinBelum ada peringkat
- Materials Science–Selection of MaterialsDari EverandMaterials Science–Selection of MaterialsPenilaian: 2.5 dari 5 bintang2.5/5 (2)
- Discrete Element Method to Model 3D Continuous MaterialsDari EverandDiscrete Element Method to Model 3D Continuous MaterialsBelum ada peringkat
- On-Load Tap Changer Testing MethodsDokumen8 halamanOn-Load Tap Changer Testing MethodsSanjay MahatoBelum ada peringkat
- ICE Method Locates Power Cable FaultsDokumen29 halamanICE Method Locates Power Cable FaultsSanjay MahatoBelum ada peringkat
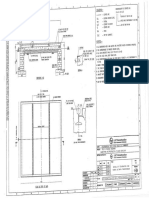
- Plinth of Power TFR (L&T) PDFDokumen1 halamanPlinth of Power TFR (L&T) PDFSanjay MahatoBelum ada peringkat
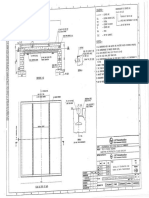
- Plinth of Power TFR (L&T)Dokumen1 halamanPlinth of Power TFR (L&T)Sanjay MahatoBelum ada peringkat
- Technical Specifications of HDPE Pipes As Per Indian Standards InstituteDokumen1 halamanTechnical Specifications of HDPE Pipes As Per Indian Standards InstituteZacharia JohnBelum ada peringkat
- Tender Input Form: (A) Basic DetailsDokumen4 halamanTender Input Form: (A) Basic DetailsSanjay MahatoBelum ada peringkat
- TGA and FTR Analysis of Compound TestDokumen7 halamanTGA and FTR Analysis of Compound TestSanjay MahatoBelum ada peringkat
- UP Electronics Digital Signature Form PDFDokumen5 halamanUP Electronics Digital Signature Form PDFSanjay MahatoBelum ada peringkat
- CPRI Confirms Transformer Testing DatesDokumen2 halamanCPRI Confirms Transformer Testing DatesSanjay MahatoBelum ada peringkat
- Tender Input Form: (A) Basic DetailsDokumen4 halamanTender Input Form: (A) Basic DetailsSanjay MahatoBelum ada peringkat
- Indian Railway Standard Specification for Flat Bottom Railway RailsDokumen92 halamanIndian Railway Standard Specification for Flat Bottom Railway RailsgunalanegisBelum ada peringkat
- UP Electronics Digital Signature FormDokumen5 halamanUP Electronics Digital Signature FormSanjay MahatoBelum ada peringkat
- Polymeric Composite Ins. Msedcl 07-2007-R1-181209Dokumen23 halamanPolymeric Composite Ins. Msedcl 07-2007-R1-181209Sanjay MahatoBelum ada peringkat
- Labour CessDokumen1 halamanLabour CessSanjay MahatoBelum ada peringkat
- HOSTAFORM® C 27021 - POM - Unfilled: DescriptionDokumen5 halamanHOSTAFORM® C 27021 - POM - Unfilled: Descriptionrahul vermaBelum ada peringkat
- Volumetric Analysis 7Dokumen3 halamanVolumetric Analysis 7vijay kumarBelum ada peringkat
- NG-018-D1-PNL-406701 - Rev06 UnsignedDokumen111 halamanNG-018-D1-PNL-406701 - Rev06 UnsignedFolarin AyodejiBelum ada peringkat
- BSC 6yh Sem Kuk SyllabusDokumen8 halamanBSC 6yh Sem Kuk SyllabusVicky ChaharBelum ada peringkat
- 0-5303 Opt PDFDokumen226 halaman0-5303 Opt PDFAnonymous wUv02fBelum ada peringkat
- Dosing PumpsDokumen2 halamanDosing PumpsSherlockBelum ada peringkat
- Order/Inventory Sheet: BB21239 BB21169 BB21290 BB21172 BB20830 BB21715 BB2787Dokumen5 halamanOrder/Inventory Sheet: BB21239 BB21169 BB21290 BB21172 BB20830 BB21715 BB2787apparatiBelum ada peringkat
- Equations of StateDokumen33 halamanEquations of StateDevika BharathanBelum ada peringkat
- Surface Preparation StandardsDokumen4 halamanSurface Preparation StandardsjasmineammaBelum ada peringkat
- Komatsu Powertrain Oil TO10Dokumen7 halamanKomatsu Powertrain Oil TO10yoguijojoBelum ada peringkat
- Pokemon Emerald CheatDokumen7 halamanPokemon Emerald CheatDimitri Iman P.Belum ada peringkat
- SRS 400 A 475 GPMDokumen12 halamanSRS 400 A 475 GPMrhusseinpos4765Belum ada peringkat
- OH&S Workplace Assessment ChecklistDokumen9 halamanOH&S Workplace Assessment ChecklistAldrin ZlmdBelum ada peringkat
- Mowilith LDM1865 PSDokumen2 halamanMowilith LDM1865 PSDen KazuBelum ada peringkat
- Chemical and Physical Prop of PetroleumDokumen35 halamanChemical and Physical Prop of Petroleumshivam tiwari100% (1)
- SafetyDataSheet (SDS) 31 Liquid en 03122020Dokumen14 halamanSafetyDataSheet (SDS) 31 Liquid en 03122020Harry VandermeerBelum ada peringkat
- HDA Simulation Laboratory - 054330Dokumen18 halamanHDA Simulation Laboratory - 054330Fussy Taksn100% (1)
- Partial replacement of discarded rubber tyres with coarse aggregate in concreteDokumen18 halamanPartial replacement of discarded rubber tyres with coarse aggregate in concretePrasanna Gayathri VinnakotaBelum ada peringkat
- Sensory and nutritional value of flatbread with banana peelsWheat flourBanana peels12.2010.1011.203.201.2111.201.500.800.601.20Dokumen7 halamanSensory and nutritional value of flatbread with banana peelsWheat flourBanana peels12.2010.1011.203.201.2111.201.500.800.601.20Bagas Aryo SasongkoBelum ada peringkat
- Bacteriological Properties and Health Related Biochemical Components of Fermented Fish Sauce - An Overview.Dokumen29 halamanBacteriological Properties and Health Related Biochemical Components of Fermented Fish Sauce - An Overview.dizzydahlia97Belum ada peringkat
- Pipes, Tubes, Fittings, FlangesDokumen121 halamanPipes, Tubes, Fittings, FlangesCarl Jones100% (2)
- Effect of Phytochemical Constituents of Argemone Mexicana Leaf ExtractDokumen6 halamanEffect of Phytochemical Constituents of Argemone Mexicana Leaf ExtractIJRASETPublicationsBelum ada peringkat
- M2P12 JacsDokumen10 halamanM2P12 JacspedroBelum ada peringkat
- NIH Public Access: Introduction To Peptide SynthesisDokumen17 halamanNIH Public Access: Introduction To Peptide SynthesisStella AguirreBelum ada peringkat
- The Concrete Producer Article PDF - Comparing The Options For Cooling ConcreteDokumen4 halamanThe Concrete Producer Article PDF - Comparing The Options For Cooling Concretearangar1100% (1)
- Prediction of Adhesion from Lewis Acid Base MeasurementsDokumen6 halamanPrediction of Adhesion from Lewis Acid Base MeasurementsGabriel MendivilBelum ada peringkat
- 3. Materials and MethodsDokumen42 halaman3. Materials and MethodsAli Akand AsifBelum ada peringkat
- (MySchoolChildren) SKEMA Biologi Percubaan SPM 2012 SBP QDokumen27 halaman(MySchoolChildren) SKEMA Biologi Percubaan SPM 2012 SBP QIsmaliza IshakBelum ada peringkat
- Finish Powerball (1999)Dokumen4 halamanFinish Powerball (1999)Jim SmithBelum ada peringkat
- Building electricity vocabularyDokumen9 halamanBuilding electricity vocabularyChan PhakkdeyBelum ada peringkat