Anda mungkin juga menyukai
- Cathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsDokumen5 halamanCathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsMaryana c100% (1)
- TL245 English 2004Dokumen8 halamanTL245 English 2004Elliott RussellBelum ada peringkat
- Jed-257 008 en LDokumen4 halamanJed-257 008 en LcroplaninecBelum ada peringkat
- TL 233, 11-2010, enDokumen8 halamanTL 233, 11-2010, enMiguel QueirosBelum ada peringkat
- PV 6702 EnglischDokumen13 halamanPV 6702 Englischjopster84Belum ada peringkat
- VW TL 217 2016Dokumen8 halamanVW TL 217 2016Bartek HajaBelum ada peringkat
- 1 Scope: SpecificationDokumen5 halaman1 Scope: Specificationரஞ்சன் ஞானயோளிBelum ada peringkat
- TL - 260 - en 2015Dokumen11 halamanTL - 260 - en 2015hand42100% (1)
- PS-8955 Zinc Alloy ElectrodepositedDokumen8 halamanPS-8955 Zinc Alloy ElectrodepositedArturo Palacios100% (1)
- Technical Cleanliness - Gasket SealingDokumen8 halamanTechnical Cleanliness - Gasket SealingLOGANATHAN V0% (1)
- WABCO Specification for Passivation of Al AlloysDokumen3 halamanWABCO Specification for Passivation of Al AlloysAbothe35Belum ada peringkat
- BMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Dokumen12 halamanBMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Adrian Graciano100% (2)
- Ford We 910 - 2001Dokumen6 halamanFord We 910 - 2001Jason-chungBelum ada peringkat
- Harmonized "Cluster" Document: For Electrical Connectors Conductive Plated CoatingsDokumen22 halamanHarmonized "Cluster" Document: For Electrical Connectors Conductive Plated CoatingsFrederico CésarBelum ada peringkat
- TL-52132 2021Dokumen3 halamanTL-52132 2021Ronald Araujo100% (1)
- TSH7702GDokumen8 halamanTSH7702GEmir AkçayBelum ada peringkat
- VW 011 03Dokumen22 halamanVW 011 03Alexandre UrquizaBelum ada peringkat
- Thin Sheet Steel SpecificationDokumen2 halamanThin Sheet Steel SpecificationReginaldo Santos100% (1)
- VW 50019 PDFDokumen4 halamanVW 50019 PDFSujay Nahalde100% (1)
- TL 212 en 2021 06Dokumen9 halamanTL 212 en 2021 06David DomokosBelum ada peringkat
- GEOMETDokumen4 halamanGEOMETtoyota952Belum ada peringkat
- VW 13750 - 2014-05 - enDokumen21 halamanVW 13750 - 2014-05 - enHarold_katzerBelum ada peringkat
- TL - 260 - en 2004 PDFDokumen4 halamanTL - 260 - en 2004 PDFhand42Belum ada peringkat
- VW605 60Dokumen6 halamanVW605 60Rudiney TrombettaBelum ada peringkat
- Surface Pretreatment by Phosphate Conversion CoatiDokumen49 halamanSurface Pretreatment by Phosphate Conversion CoatiJhon QsacBelum ada peringkat
- Jed 334Dokumen4 halamanJed 334Ranjan Gnanaoli33% (3)
- Surface Treatments Rust Preventer Phosphatic Coating On Ferrous Materials Norm 2801Dokumen4 halamanSurface Treatments Rust Preventer Phosphatic Coating On Ferrous Materials Norm 2801anhthoBelum ada peringkat
- Din en 12680-1Dokumen33 halamanDin en 12680-1vafavafaBelum ada peringkat
- 013 Determination of Degree of Rusting of Coatings: C/CTNDokumen5 halaman013 Determination of Degree of Rusting of Coatings: C/CTNjoaopedrosousa50% (2)
- ISO Tolerances For FastenersDokumen2 halamanISO Tolerances For Fastenersganeshl08Belum ada peringkat
- CR StandardsDokumen6 halamanCR Standardsalpha_beta48Belum ada peringkat
- Hes D2003 05 Rev6Dokumen15 halamanHes D2003 05 Rev6FABRICIO100% (1)
- PPAP 4th EdDokumen11 halamanPPAP 4th EdEd Ri0% (1)
- 2370 Ed1 ENDokumen5 halaman2370 Ed1 ENanhthoBelum ada peringkat
- Automotive Parts - Hexagon Nuts and Hexagon Thin Nuts: Japanese Automobile Standard Jaso F102:2005Dokumen11 halamanAutomotive Parts - Hexagon Nuts and Hexagon Thin Nuts: Japanese Automobile Standard Jaso F102:2005AJ100% (1)
- Profile Sections and Molded Parts Made From Elastomers (EPDM) in The Body AreaDokumen13 halamanProfile Sections and Molded Parts Made From Elastomers (EPDM) in The Body AreaNagarajan DS100% (1)
- Din 50942-96Dokumen13 halamanDin 50942-96RONALD100% (2)
- WX100 World Wide Fastener Standard PDFDokumen16 halamanWX100 World Wide Fastener Standard PDFRico Malibiran100% (1)
- GMW - 4707-2002 Corrosion Protective Coating Zinc Plating OrganicDokumen3 halamanGMW - 4707-2002 Corrosion Protective Coating Zinc Plating Organichorse888Belum ada peringkat
- M 3031 (2013-06)Dokumen16 halamanM 3031 (2013-06)Hatada FelipeBelum ada peringkat
- Sae J933 1998 (En)Dokumen8 halamanSae J933 1998 (En)Oh No PotatoBelum ada peringkat
- Surface Vehicle Information: Rev. JUL95Dokumen68 halamanSurface Vehicle Information: Rev. JUL95anupthattaBelum ada peringkat
- ASTM Std. F668.atfz8781Dokumen6 halamanASTM Std. F668.atfz8781Eidrish ShaikhBelum ada peringkat
- Chemical Composition: LM6 LM4Dokumen2 halamanChemical Composition: LM6 LM4SiDdu KalashettiBelum ada peringkat
- GM 6194M 2004Dokumen7 halamanGM 6194M 2004JOVANY LOPEZBelum ada peringkat
- ISO 8062-3-2007 Casting Tolerance ChartDokumen1 halamanISO 8062-3-2007 Casting Tolerance ChartJoe Scopelite100% (1)
- Hexalubulour BoltDokumen20 halamanHexalubulour BoltMitesh MakvanaBelum ada peringkat
- Iso 9717 2010 en FR - PDF Phosphate CoatingDokumen11 halamanIso 9717 2010 en FR - PDF Phosphate CoatingGANESH ABelum ada peringkat
- Automotive Specification List PDFDokumen14 halamanAutomotive Specification List PDFGilmarasanBelum ada peringkat
- VW 10514 - VWSS-30000010830 - En1 - Ag - 0001Dokumen12 halamanVW 10514 - VWSS-30000010830 - En1 - Ag - 0001JULIO GOMES0% (1)
- TL 256 en 2022Dokumen8 halamanTL 256 en 2022Michal BílekBelum ada peringkat
- TL 52682 enDokumen8 halamanTL 52682 enRenato AlbinoBelum ada peringkat
- Corten Steel Data SheetDokumen3 halamanCorten Steel Data SheetNur Hasanudin0% (1)
- Non-Electrolytically Applied Zinc Flake Coatings RequirementsDokumen9 halamanNon-Electrolytically Applied Zinc Flake Coatings RequirementsJuan José Viñas MéndezBelum ada peringkat
- Astm A780Dokumen4 halamanAstm A780Raúl Venegas Munita100% (5)
- GMW 3044-0405Dokumen5 halamanGMW 3044-0405GilmarasanBelum ada peringkat
- GMW 8-2008Dokumen9 halamanGMW 8-2008Clauco Tiago Seno RoqueBelum ada peringkat
- Standard Specification For Hot Dip GalvanizingDokumen4 halamanStandard Specification For Hot Dip GalvanizingNuzul Furqony100% (1)
- PS9172S SpotweldDokumen13 halamanPS9172S SpotweldmanuelBelum ada peringkat
- ChartDokumen1 halamanChartSherif AbdelhameedBelum ada peringkat
- Astm d2000 İçeri̇kDokumen27 halamanAstm d2000 İçeri̇kAhmet HamamcıoğluBelum ada peringkat
- AÇO - DIN17100 St52-3Dokumen1 halamanAÇO - DIN17100 St52-3Paulo Henrique NascimentoBelum ada peringkat
- Din en Iso 1157Dokumen9 halamanDin en Iso 1157Paulo Henrique NascimentoBelum ada peringkat
- DIN 404 slotted capstan screws dimensions weights specsDokumen5 halamanDIN 404 slotted capstan screws dimensions weights specsPaulo Henrique NascimentoBelum ada peringkat
- AÇO - DIN17100 St52-3Dokumen1 halamanAÇO - DIN17100 St52-3Paulo Henrique NascimentoBelum ada peringkat
- C15E2C - 1.1132 Non-Alloy Special Steel - Equivalent, Chemical Composition, PropertiesDokumen2 halamanC15E2C - 1.1132 Non-Alloy Special Steel - Equivalent, Chemical Composition, PropertiesPaulo Henrique NascimentoBelum ada peringkat
- Equivalencia MateriaisDokumen6 halamanEquivalencia Materiaismatias rivarolaBelum ada peringkat
- Cuzn38Pb1.5: Comparable Standards: Aurubis Designations: Pna259 en Cw608N Uns C35300 Bs Cz128Dokumen2 halamanCuzn38Pb1.5: Comparable Standards: Aurubis Designations: Pna259 en Cw608N Uns C35300 Bs Cz128Paulo Henrique NascimentoBelum ada peringkat
- Cuzn38Pb1.5: Comparable Standards: Aurubis Designations: Pna259 en Cw608N Uns C35300 Bs Cz128Dokumen2 halamanCuzn38Pb1.5: Comparable Standards: Aurubis Designations: Pna259 en Cw608N Uns C35300 Bs Cz128Paulo Henrique NascimentoBelum ada peringkat
- Bokers 2009 Washer Catalog (STANLEY)Dokumen60 halamanBokers 2009 Washer Catalog (STANLEY)Paulo Henrique NascimentoBelum ada peringkat
- JIS B 1180-1994-E-HexagonDokumen1 halamanJIS B 1180-1994-E-HexagonPaulo Henrique NascimentoBelum ada peringkat
- 18 Approximate Inter Equivalents AÇO INOX AISI 303Dokumen1 halaman18 Approximate Inter Equivalents AÇO INOX AISI 303Paulo Henrique NascimentoBelum ada peringkat
- Delta-Protekt KL 100: Product DescriptionDokumen3 halamanDelta-Protekt KL 100: Product DescriptionPaulo Henrique Nascimento100% (1)
- SteelDokumen89 halamanSteelDebrup BanerjeeBelum ada peringkat
- AÇO - DIN17100 St52-3Dokumen1 halamanAÇO - DIN17100 St52-3Paulo Henrique NascimentoBelum ada peringkat
- Din en Iso 1157Dokumen9 halamanDin en Iso 1157Paulo Henrique NascimentoBelum ada peringkat
- AÇO - DIN17100 St52-3Dokumen1 halamanAÇO - DIN17100 St52-3Paulo Henrique NascimentoBelum ada peringkat
- Din en Iso 1157Dokumen9 halamanDin en Iso 1157Paulo Henrique NascimentoBelum ada peringkat
- AÇO - Material Specification Sheet SAE52100 Coils PDFDokumen1 halamanAÇO - Material Specification Sheet SAE52100 Coils PDFPaulo Henrique NascimentoBelum ada peringkat
- Ford (FMC) Training Complete Presentation 29may07Dokumen121 halamanFord (FMC) Training Complete Presentation 29may07Paulo Henrique NascimentoBelum ada peringkat
- Astm A531a531mDokumen5 halamanAstm A531a531mPaulo Henrique NascimentoBelum ada peringkat
- AÇO - DIN17100 St52-3Dokumen1 halamanAÇO - DIN17100 St52-3Paulo Henrique NascimentoBelum ada peringkat
- AÇO 9SMnPb 28 PDFDokumen1 halamanAÇO 9SMnPb 28 PDFPaulo Henrique NascimentoBelum ada peringkat
- Aços Equivalencias ST ST Bs enDokumen2 halamanAços Equivalencias ST ST Bs enPaulo Henrique NascimentoBelum ada peringkat
- Bumper BookDokumen90 halamanBumper BookPaulo Henrique NascimentoBelum ada peringkat
- AÇO 9SMnPb 28Dokumen1 halamanAÇO 9SMnPb 28Paulo Henrique NascimentoBelum ada peringkat
- Laundry & Home Care: Key Financials 1Dokumen1 halamanLaundry & Home Care: Key Financials 1Catrinoiu PetreBelum ada peringkat
- A320 Normal ProceduresDokumen40 halamanA320 Normal ProceduresRajesh KumarBelum ada peringkat
- Growatt SPF3000TL-HVM (2020)Dokumen2 halamanGrowatt SPF3000TL-HVM (2020)RUNARUNBelum ada peringkat
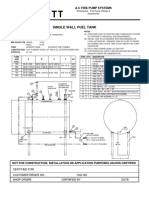
- Single Wall Fuel Tank: FP 2.7 A-C Fire Pump SystemsDokumen1 halamanSingle Wall Fuel Tank: FP 2.7 A-C Fire Pump Systemsricardo cardosoBelum ada peringkat
- AHP for Car SelectionDokumen41 halamanAHP for Car SelectionNguyên BùiBelum ada peringkat
- Binaural Recording Technology: A Historical Review and Possible Future DevelopmentsDokumen22 halamanBinaural Recording Technology: A Historical Review and Possible Future DevelopmentsNery BorgesBelum ada peringkat
- WitepsolDokumen21 halamanWitepsolAnastasius HendrianBelum ada peringkat
- Developing a Positive HR ClimateDokumen15 halamanDeveloping a Positive HR ClimateDrPurnima SharmaBelum ada peringkat
- Tyron Butson (Order #37627400)Dokumen74 halamanTyron Butson (Order #37627400)tyron100% (2)
- Employee Central Payroll PDFDokumen4 halamanEmployee Central Payroll PDFMohamed ShanabBelum ada peringkat
- CompactLogix 5480 Controller Sales GuideDokumen2 halamanCompactLogix 5480 Controller Sales GuideMora ArthaBelum ada peringkat
- Royal Enfield Market PositioningDokumen7 halamanRoyal Enfield Market PositioningApoorv Agrawal67% (3)
- Salary Slip Oct PacificDokumen1 halamanSalary Slip Oct PacificBHARAT SHARMABelum ada peringkat
- Yi-Lai Berhad - COMPANY PROFILE - ProjectDokumen4 halamanYi-Lai Berhad - COMPANY PROFILE - ProjectTerry ChongBelum ada peringkat
- Ata 36 PDFDokumen149 halamanAta 36 PDFAyan Acharya100% (2)
- Photoshop Tools and Toolbar OverviewDokumen11 halamanPhotoshop Tools and Toolbar OverviewMcheaven NojramBelum ada peringkat
- Take Private Profit Out of Medicine: Bethune Calls for Socialized HealthcareDokumen5 halamanTake Private Profit Out of Medicine: Bethune Calls for Socialized HealthcareDoroteo Jose Station100% (1)
- Ice Cream Cost Benefit AnalysisDokumen12 halamanIce Cream Cost Benefit AnalysischarlotteBelum ada peringkat
- 2006-07 (Supercupa) AC Milan-FC SevillaDokumen24 halaman2006-07 (Supercupa) AC Milan-FC SevillavasiliscBelum ada peringkat
- Area Access Manager (Browser-Based Client) User GuideDokumen22 halamanArea Access Manager (Browser-Based Client) User GuideKatherineBelum ada peringkat
- CFEExam Prep CourseDokumen28 halamanCFEExam Prep CourseM50% (4)
- Dwnload Full International Monetary Financial Economics 1st Edition Daniels Solutions Manual PDFDokumen36 halamanDwnload Full International Monetary Financial Economics 1st Edition Daniels Solutions Manual PDFelegiastepauleturc7u100% (16)
- PS300-TM-330 Owners Manual PDFDokumen55 halamanPS300-TM-330 Owners Manual PDFLester LouisBelum ada peringkat
- TEST BANK: Daft, Richard L. Management, 11th Ed. 2014 Chapter 16 Motivating EmplDokumen37 halamanTEST BANK: Daft, Richard L. Management, 11th Ed. 2014 Chapter 16 Motivating Emplpolkadots939100% (1)
- Marketing ManagementDokumen14 halamanMarketing ManagementShaurya RathourBelum ada peringkat
- API MidtermDokumen4 halamanAPI MidtermsimranBelum ada peringkat
- Weibull Statistic and Growth Analysis in Failure PredictionsDokumen9 halamanWeibull Statistic and Growth Analysis in Failure PredictionsgmitsutaBelum ada peringkat
- Econometrics Chapter 1 7 2d AgEc 1Dokumen89 halamanEconometrics Chapter 1 7 2d AgEc 1Neway AlemBelum ada peringkat
- Global Cleantech Innovation Programme IndiaDokumen122 halamanGlobal Cleantech Innovation Programme Indiaficisid ficisidBelum ada peringkat
- Piping ForemanDokumen3 halamanPiping ForemanManoj MissileBelum ada peringkat