Anda mungkin juga menyukai
- Module Catchup Plan MT Y2Dokumen33 halamanModule Catchup Plan MT Y2Parta SarathiBelum ada peringkat
- Primary Year 4 SJK SOWDokumen143 halamanPrimary Year 4 SJK SOWMerryzBelum ada peringkat
- Science Experiments English - STD3Dokumen39 halamanScience Experiments English - STD3pathmaBelum ada peringkat
- I HL Manual Diagram A DoDokumen279 halamanI HL Manual Diagram A DoTrick San AntonioBelum ada peringkat
- I HL Manual Diagram A DoDokumen279 halamanI HL Manual Diagram A DoTrick San AntonioBelum ada peringkat
- SN DLP T1 K1 2022 Exam PentaksiranDokumen12 halamanSN DLP T1 K1 2022 Exam PentaksiranpathmaBelum ada peringkat
- RPT Sains 6 2019Dokumen13 halamanRPT Sains 6 2019pathmaBelum ada peringkat
- Year 1 Daily Lesson Plans: Skills Pedagogy (Strategy/Activity)Dokumen5 halamanYear 1 Daily Lesson Plans: Skills Pedagogy (Strategy/Activity)pathmaBelum ada peringkat
- SDGs-Driven Innovations Supporting UN Global GoalsDokumen31 halamanSDGs-Driven Innovations Supporting UN Global GoalspathmaBelum ada peringkat
- ReminderDokumen2 halamanReminderpathmaBelum ada peringkat
- Friends: Match The Questions With The AnswersDokumen1 halamanFriends: Match The Questions With The AnswerspathmaBelum ada peringkat
- The Colour Task Sheet PDFDokumen1 halamanThe Colour Task Sheet PDFpathmaBelum ada peringkat
- Abstract and Bibliography - Dr. ElyaDokumen1 halamanAbstract and Bibliography - Dr. ElyapathmaBelum ada peringkat
- Take A Look 3 - Malaysia - Worksheets PDFDokumen25 halamanTake A Look 3 - Malaysia - Worksheets PDFAnonymous gwgeJ8dOqBelum ada peringkat
- Hope & Positivity Amidst The Pandemic Contest: Complete GuidelineDokumen3 halamanHope & Positivity Amidst The Pandemic Contest: Complete GuidelinepathmaBelum ada peringkat
- SJK Supplementary WorksheetsDokumen61 halamanSJK Supplementary WorksheetsParti BanBelum ada peringkat
- Flashcard (Ar, Or, Ur, Ow, Oi)Dokumen20 halamanFlashcard (Ar, Or, Ur, Ow, Oi)Siti Zuraidah A RazakBelum ada peringkat
- Colour Memory Cards PDFDokumen2 halamanColour Memory Cards PDFpathmaBelum ada peringkat
- Rap Porkalam Voting TNC FinalDokumen3 halamanRap Porkalam Voting TNC FinalpathmaBelum ada peringkat
- SsdmnewDokumen1 halamanSsdmnewRAVI VARMA A/L SUNDARAM -Belum ada peringkat
- Puffin Spring 2020 Activity Pack PDFDokumen21 halamanPuffin Spring 2020 Activity Pack PDFpathmaBelum ada peringkat
- Differential End GearsDokumen2 halamanDifferential End GearspathmaBelum ada peringkat
- Book LabelsDokumen3 halamanBook LabelspathmaBelum ada peringkat
- Domicile and Divorce RequirementsDokumen4 halamanDomicile and Divorce RequirementsIrsyadBelum ada peringkat
- The Ultimate Guide To Parenting in The Digital AgeDokumen36 halamanThe Ultimate Guide To Parenting in The Digital AgeEast SmileBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Ferment IsDokumen56 halamanFerment IsCarlos UriaBelum ada peringkat
- Rese RachDokumen37 halamanRese RachpmtallyBelum ada peringkat
- Morphology Examination of Yeast and MouldDokumen17 halamanMorphology Examination of Yeast and MouldNOR SYUHADA BINTI BAHARUDIN / UPMBelum ada peringkat
- Biotransformation of Spent Coffee Grounds by Fermentation WithDokumen11 halamanBiotransformation of Spent Coffee Grounds by Fermentation WithDavi MouraBelum ada peringkat
- Beer Production FinalDokumen16 halamanBeer Production FinalMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- 3040010Dokumen44 halaman3040010Mark Anthony CaroBelum ada peringkat
- Estres en LevadurasDokumen24 halamanEstres en LevadurasMelissa Medel CoronadoBelum ada peringkat
- Impact of Different Beer Yeasts On Wheat Dough and Bread Quality ParamtersDokumen8 halamanImpact of Different Beer Yeasts On Wheat Dough and Bread Quality ParamtersIonuț NeaguBelum ada peringkat
- Yeast - CIMADokumen2 halamanYeast - CIMARichard RodriguezBelum ada peringkat
- Yeast Transgenic PlantsDokumen5 halamanYeast Transgenic PlantsTooba Iqbal67% (6)
- Biopharma Expression Systems 080926Dokumen340 halamanBiopharma Expression Systems 080926Sungsik ParkBelum ada peringkat
- 2010 AWRI Annual ReportDokumen84 halaman2010 AWRI Annual ReportSofia NogueiroBelum ada peringkat
- 1 s2.0 003295929280017W MainDokumen9 halaman1 s2.0 003295929280017W MainMonsito Peralta DadorBelum ada peringkat
- Fatty Acid Composition of Cane Molasses and YeastsDokumen5 halamanFatty Acid Composition of Cane Molasses and Yeasts020101197296Belum ada peringkat
- Yeast Project HM Final YearDokumen54 halamanYeast Project HM Final Yeardevashree100% (1)
- Immobilised Yeast: NCBE, University of ReadingDokumen5 halamanImmobilised Yeast: NCBE, University of ReadingVipin ChandranBelum ada peringkat
- Genetics Practical ProceduresDokumen25 halamanGenetics Practical ProceduresJiaming BiBelum ada peringkat
- Beer Pilkhani DistilleryDokumen44 halamanBeer Pilkhani DistillerySunil Vicky VohraBelum ada peringkat
- Yeast Autolysis in Sparkling Wine - A Review, SUBDokumen9 halamanYeast Autolysis in Sparkling Wine - A Review, SUBoscardannstrom5431Belum ada peringkat
- Micro Organisms Important in Food Microbiology - 29maret 2012Dokumen112 halamanMicro Organisms Important in Food Microbiology - 29maret 2012Hendra Pramana YBelum ada peringkat
- Spedding CBC TalkDokumen18 halamanSpedding CBC TalkMuhammad Naeem Iqbal0% (1)
- Baker's YeastDokumen9 halamanBaker's YeastRoshan Iyer100% (1)
- Biosynthetic Strategies To Produce Xylitol: An Economical VentureDokumen18 halamanBiosynthetic Strategies To Produce Xylitol: An Economical VentureElias Torres GuzmanBelum ada peringkat
- Saccharomyces Cerevisiae MethaneDokumen33 halamanSaccharomyces Cerevisiae Methanesudheer babu arumbakaBelum ada peringkat
- Martínez Et Al 2018Dokumen10 halamanMartínez Et Al 2018Adrian Melgratti JobsonBelum ada peringkat
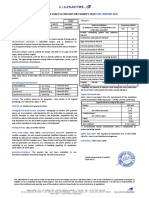
- TECHNICAL DATA SHEET FOR INSTANT DRY BAKER’S YEASTDokumen1 halamanTECHNICAL DATA SHEET FOR INSTANT DRY BAKER’S YEASTRakesh SakarayBelum ada peringkat
- Yeast in AquacultureDokumen9 halamanYeast in AquacultureInternational Aquafeed magazineBelum ada peringkat
- Seminar On Yeast MorphologyDokumen9 halamanSeminar On Yeast MorphologyJohn SkariaBelum ada peringkat
- Strategies to Improve Saccharomyces cerevisiae for Bakery ApplicationsDokumen9 halamanStrategies to Improve Saccharomyces cerevisiae for Bakery ApplicationsIdier MoRoBelum ada peringkat
- Yeast GeneticsDokumen82 halamanYeast Geneticsbarak81470% (1)