Anda mungkin juga menyukai
- Welding Machine ParticularsDokumen12 halamanWelding Machine ParticularsJeganeswaranBelum ada peringkat
- PMI ProcedureDokumen9 halamanPMI ProcedureKarrar TalibBelum ada peringkat
- Welding Inspector Interview QuestionsDokumen5 halamanWelding Inspector Interview QuestionsValli Raju91% (23)
- Workplace Safety Do's and Don'tDokumen26 halamanWorkplace Safety Do's and Don'tDwiGas Mandiri100% (1)
- 7 Inch Vamtop SpecDokumen2 halaman7 Inch Vamtop Specrageshmv100% (1)
- C3 2M-C3 2-2008PVDokumen7 halamanC3 2M-C3 2-2008PVsutrimoBelum ada peringkat
- Design File: Carefully Evaluate Code RequirementsDokumen2 halamanDesign File: Carefully Evaluate Code RequirementslionluisBelum ada peringkat
- Qualification of Welding Procedures and WeldersDokumen10 halamanQualification of Welding Procedures and WelderstxjiangBelum ada peringkat
- The Key To Sucessful Bending PracticesDokumen8 halamanThe Key To Sucessful Bending PracticesZhiqiang GuBelum ada peringkat
- Lloyds Approved Welding Consumables SuppliersDokumen16 halamanLloyds Approved Welding Consumables SuppliersadammzjinBelum ada peringkat
- Welding of Cast IronDokumen10 halamanWelding of Cast IronKrishnendu RouthBelum ada peringkat
- Relevant Discontinuities Visual Testing (VT), (Ebook)Dokumen98 halamanRelevant Discontinuities Visual Testing (VT), (Ebook)abdoBelum ada peringkat
- Liquid Dye Penetrant Inspection NDT Sample Test Report FormatDokumen2 halamanLiquid Dye Penetrant Inspection NDT Sample Test Report Formatskynyrd7575% (8)
- Cutting Force Modelling For Drilling of Fiber-Reinforced PDFDokumen141 halamanCutting Force Modelling For Drilling of Fiber-Reinforced PDFLuis FelipeBelum ada peringkat
- Piping Interview Questionnaire 5Dokumen2 halamanPiping Interview Questionnaire 5Valli RajuBelum ada peringkat
- Drilling Reaming Tapping PDFDokumen17 halamanDrilling Reaming Tapping PDFPeter ThomasBelum ada peringkat
- Welding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFDokumen1 halamanWelding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFAnonymous VRspXsmBelum ada peringkat
- MIG Gas Mix Developed by EdDokumen7 halamanMIG Gas Mix Developed by Edc_e_z_a_rBelum ada peringkat
- GL Vi-9-2 e PDFDokumen20 halamanGL Vi-9-2 e PDFValli RajuBelum ada peringkat
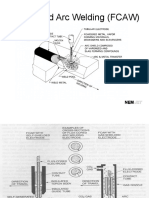
- FCAWDokumen6 halamanFCAWshravan.office11Belum ada peringkat
- European Welding New-StandardsDokumen39 halamanEuropean Welding New-StandardsJOECOOL67100% (3)
- European Welding New-StandardsDokumen39 halamanEuropean Welding New-StandardsJOECOOL67100% (3)
- Welding Inspection: Welding Symbols Course Reference WIS 5Dokumen52 halamanWelding Inspection: Welding Symbols Course Reference WIS 5Joerge Ryan MaramotBelum ada peringkat
- Storage and Handling of ElectrodesDokumen2 halamanStorage and Handling of ElectrodesValli Raju100% (1)
- Iacs - UrDokumen247 halamanIacs - UrDenny AgusBelum ada peringkat
- Perform Brazing-Silver SolderingDokumen33 halamanPerform Brazing-Silver Solderingtereve50% (2)
- Aws C3.6M C3.6-2008Dokumen28 halamanAws C3.6M C3.6-2008Aeres707100% (3)
- Brazing Book CompleteDokumen59 halamanBrazing Book Completerfc100% (2)
- Control ValveDokumen25 halamanControl ValveAsad RazaBelum ada peringkat
- Liquid Dye Penetrant Test Inspection NDT Sample ProcedureDokumen7 halamanLiquid Dye Penetrant Test Inspection NDT Sample ProcedureAnonymous gFcnQ4go100% (2)
- 000Dokumen32 halaman000TamerGalhoumBelum ada peringkat
- Instruction Manual Coating Thickness GaugeDokumen16 halamanInstruction Manual Coating Thickness GaugeRaheel ZiaBelum ada peringkat
- Shielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesDokumen48 halamanShielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesspahicdaniloBelum ada peringkat
- Chockfast Orange PDFDokumen2 halamanChockfast Orange PDFKaharul AfandiBelum ada peringkat
- Welding Inspection Consumables PDFDokumen28 halamanWelding Inspection Consumables PDFJoseph PeterBelum ada peringkat
- Fea Stress Analysis of Drill BitDokumen40 halamanFea Stress Analysis of Drill BitjagadeeshBelum ada peringkat
- China GB Plate (Update)Dokumen10 halamanChina GB Plate (Update)lipicolsmBelum ada peringkat
- China GB Plate (Update)Dokumen10 halamanChina GB Plate (Update)lipicolsmBelum ada peringkat
- The Thesis Industrial Electronics Applications (Design and Simulation of Coreless Induction Furnace)Dokumen87 halamanThe Thesis Industrial Electronics Applications (Design and Simulation of Coreless Induction Furnace)Mohammed Afifi100% (2)
- Bend Pipes (1996 N3.2)Dokumen2 halamanBend Pipes (1996 N3.2)dmitos100% (1)
- Lab Description For Hardness Testing Procedures: Applicable StandardsDokumen11 halamanLab Description For Hardness Testing Procedures: Applicable StandardsJaymin PatelBelum ada peringkat
- Differences Between WeldingDokumen2 halamanDifferences Between WeldingBeing Ban100% (3)
- Cowells Manuals PDFDokumen16 halamanCowells Manuals PDFpedjaBelum ada peringkat
- Single Chamber Blast Machines ABSC-24524: Owner'S ManualDokumen7 halamanSingle Chamber Blast Machines ABSC-24524: Owner'S ManualBiggie Tafadzwa GanyoBelum ada peringkat
- Cadweld Elect ConnectionsDokumen49 halamanCadweld Elect Connectionsaaftab ahmedBelum ada peringkat
- ASM Handbook Vol.11ADokumen2 halamanASM Handbook Vol.11AAshru KumarBelum ada peringkat
- Flux-Core Solder : Flux Reducing Agent ReduceDokumen86 halamanFlux-Core Solder : Flux Reducing Agent ReduceIonut Ciprian CojocaruBelum ada peringkat
- Smaw ManualDokumen7 halamanSmaw ManualsrijaBelum ada peringkat
- Aluminum 2024 T6Dokumen4 halamanAluminum 2024 T6Thiru Kumaran0% (1)
- Gun Drill Sharpening Fixture - LIT-079Dokumen2 halamanGun Drill Sharpening Fixture - LIT-079Ron Biggs100% (1)
- Small Diameter Boiler Tube Butt Weld Acceptance Criteria - Arnold - 20 May 2015 PDFDokumen8 halamanSmall Diameter Boiler Tube Butt Weld Acceptance Criteria - Arnold - 20 May 2015 PDFAnaximenes 12Belum ada peringkat
- SS Pipe Welding ProcedureDokumen5 halamanSS Pipe Welding Procedureamit rajputBelum ada peringkat
- JMT Welding Positioner CatalogDokumen8 halamanJMT Welding Positioner Catalogazeez basha100% (1)
- A5 15-90 (R2006) PV PDFDokumen5 halamanA5 15-90 (R2006) PV PDFAnghelo AlcaldeBelum ada peringkat
- 9ni Cryogenic Materials PDFDokumen5 halaman9ni Cryogenic Materials PDFyogie4061100% (1)
- ESAB Consumable PDFDokumen165 halamanESAB Consumable PDFbond8031Belum ada peringkat
- Inspections and Audits For Boilers and Pressure VesselsDokumen2 halamanInspections and Audits For Boilers and Pressure VesselsNDTInstructorBelum ada peringkat
- Submerged Arc Welding (Saw)Dokumen26 halamanSubmerged Arc Welding (Saw)Kurt1905Belum ada peringkat
- 2.1) Technical Data Sheet - SS-COAT 909-Silver Zinc CoatDokumen3 halaman2.1) Technical Data Sheet - SS-COAT 909-Silver Zinc CoathaharameshBelum ada peringkat
- Flux Cored WiresDokumen43 halamanFlux Cored Wiresesltirchy0% (1)
- ABSC 2452 Blast MachineDokumen8 halamanABSC 2452 Blast MachineMehman NasibovBelum ada peringkat
- TWI Paper On Fatigue and GridingDokumen42 halamanTWI Paper On Fatigue and GridingKatsaras SotirisBelum ada peringkat
- Waveguide To Coax AdaptersDokumen2 halamanWaveguide To Coax AdaptersJoão RodriguesBelum ada peringkat
- 02 Welding Repair On Steel and Cast Iron PDFDokumen21 halaman02 Welding Repair On Steel and Cast Iron PDFsyarif irwantoBelum ada peringkat
- 90-1 Rotary Table GuideDokumen5 halaman90-1 Rotary Table GuidehdquanBelum ada peringkat
- Engraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesDokumen8 halamanEngraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesCristian FuentesBelum ada peringkat
- 625 CRO - SAW Study - Final Report PDFDokumen21 halaman625 CRO - SAW Study - Final Report PDFAnouar AbdelmoulaBelum ada peringkat
- The Use of Serrated Metallic Gaskets On Air CoolersDokumen12 halamanThe Use of Serrated Metallic Gaskets On Air Coolerssammar_10Belum ada peringkat
- ASTM A131 Steel, Grade DDokumen1 halamanASTM A131 Steel, Grade DjulianmorantesBelum ada peringkat
- PIPECARE - TFI and UT Inspection PDFDokumen2 halamanPIPECARE - TFI and UT Inspection PDFedibertoBelum ada peringkat
- Size MI N (In) Size MA X (In) Abrev Short Word Details Component SDokumen16 halamanSize MI N (In) Size MA X (In) Abrev Short Word Details Component SAnthony InostrozaBelum ada peringkat
- Automated UT Inspection of RailsDokumen5 halamanAutomated UT Inspection of RailsRamakrishnan AmbiSubbiah0% (1)
- Airvac Portable Vacuum Recovery SystemDokumen8 halamanAirvac Portable Vacuum Recovery SystemEngTamerBelum ada peringkat
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDokumen7 halamanJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCTrường Tùng LýBelum ada peringkat
- Aluminium 2024 t4 2024 t351Dokumen3 halamanAluminium 2024 t4 2024 t351botan_mihaiBelum ada peringkat
- Welding Math (And Some Physics)Dokumen4 halamanWelding Math (And Some Physics)wasim_akp9885100% (1)
- Ultrasonic Examination Report: The Royal Utilisation Services Pvt. LTDDokumen9 halamanUltrasonic Examination Report: The Royal Utilisation Services Pvt. LTDNazmul HasanBelum ada peringkat
- Catalog Fabricante TechnipDokumen9 halamanCatalog Fabricante Technipjimy GutiérrezBelum ada peringkat
- Specification For Coating SteelDokumen28 halamanSpecification For Coating SteelSaud PathiranaBelum ada peringkat
- Development of UNS S 32760Dokumen8 halamanDevelopment of UNS S 32760TasmanijskaNemaBelum ada peringkat
- Copper WeldingDokumen13 halamanCopper Weldingkatchani123Belum ada peringkat
- Pressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerDokumen1 halamanPressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerValli RajuBelum ada peringkat
- Weld PulseDokumen1 halamanWeld PulseValli RajuBelum ada peringkat
- Weld PulseDokumen1 halamanWeld PulseValli RajuBelum ada peringkat
- Standards & Its Description OverviewDokumen8 halamanStandards & Its Description OverviewBalakumarBelum ada peringkat
- Hai How Are YouDokumen1 halamanHai How Are YouValli RajuBelum ada peringkat
- Work Scope Pin HangerDokumen7 halamanWork Scope Pin HangerValli RajuBelum ada peringkat
- Fake UniversitiesDokumen1 halamanFake UniversitiesValli RajuBelum ada peringkat
- Welding Positions. Weld GuruDokumen11 halamanWelding Positions. Weld GuruValli RajuBelum ada peringkat
- Welding PositionsDokumen3 halamanWelding PositionsValli RajuBelum ada peringkat
- Aluminum Bronze A2 Welding Wire and Rod: Cert # 05-R0925Dokumen1 halamanAluminum Bronze A2 Welding Wire and Rod: Cert # 05-R0925Valli RajuBelum ada peringkat
- A135A135M-09 (2014) Standard Specification For Electric-Resistance-Welded Steel Pipe PDFDokumen9 halamanA135A135M-09 (2014) Standard Specification For Electric-Resistance-Welded Steel Pipe PDFValli RajuBelum ada peringkat
- Engineering Emails For Success PDFDokumen3 halamanEngineering Emails For Success PDFValli RajuBelum ada peringkat
- Style Guide Rev 2Dokumen37 halamanStyle Guide Rev 2Pedro DiazBelum ada peringkat
- A192A192M-02 (2012) Standard Specification For Seamless Carbon Steel Boiler Tubes For High - Pressure Service PDFDokumen2 halamanA192A192M-02 (2012) Standard Specification For Seamless Carbon Steel Boiler Tubes For High - Pressure Service PDFValli Raju100% (1)
- Seamless Tubes and Pipes For Power Plants OKDokumen12 halamanSeamless Tubes and Pipes For Power Plants OKank_mehraBelum ada peringkat
- 103 en Welding of Hardox V1 2014Dokumen20 halaman103 en Welding of Hardox V1 2014Nguyen Duc DungBelum ada peringkat
- 309s PDFDokumen1 halaman309s PDFValli RajuBelum ada peringkat
- Piping For Condensor and Cooling Tower PDFDokumen39 halamanPiping For Condensor and Cooling Tower PDFBrian MayBelum ada peringkat
- Castel Globe ValveDokumen17 halamanCastel Globe Valveroy fadliBelum ada peringkat
- SIRIM-AWS Certified Welding Engineer (CWEng.) Brochure 2013Dokumen2 halamanSIRIM-AWS Certified Welding Engineer (CWEng.) Brochure 2013sutimankemin100% (1)
- Product Bulletin: Bernite 45 Product Code: 2810005 Revised Date: 03/03/2006Dokumen2 halamanProduct Bulletin: Bernite 45 Product Code: 2810005 Revised Date: 03/03/2006JBABelum ada peringkat
- Welding Electrode-Wire SpecificationDokumen3 halamanWelding Electrode-Wire SpecificationRajan SteeveBelum ada peringkat
- 2019 - 3.3 Projektovanje Zav. I Zalemljenog SpojaDokumen21 halaman2019 - 3.3 Projektovanje Zav. I Zalemljenog SpojaticmaBelum ada peringkat
- IIT Karokpur VacuumDokumen6 halamanIIT Karokpur Vacuumnarayananx5Belum ada peringkat
- Automatic Reveting Machine ReportDokumen42 halamanAutomatic Reveting Machine Reportakash bardeBelum ada peringkat
- Fontargen AJ PDFDokumen282 halamanFontargen AJ PDFantonyBelum ada peringkat
- SET D MachineDokumen8 halamanSET D Machinelance galorportBelum ada peringkat
- C15100 Alloy - CuZr0,15Dokumen17 halamanC15100 Alloy - CuZr0,15kristechnikBelum ada peringkat
- 103 Solution EC Msds 5-08Dokumen3 halaman103 Solution EC Msds 5-08Brian HernandezBelum ada peringkat
- Sif Tips 05 Aluminium Soldering BrazingDokumen1 halamanSif Tips 05 Aluminium Soldering BrazingKevin WellsBelum ada peringkat
- Multi MitsubishiDokumen204 halamanMulti MitsubishiMaleyPedro GonzalesBelum ada peringkat
- Werkstoffdatenblatt: Cw614N (Cuzn39Pb3 - 2.0401)Dokumen1 halamanWerkstoffdatenblatt: Cw614N (Cuzn39Pb3 - 2.0401)tapanBelum ada peringkat
- Instruction Manual For Brazed Plate Heat ExchangersDokumen4 halamanInstruction Manual For Brazed Plate Heat ExchangersSani PoulouBelum ada peringkat
- Medical Gas Design Guide Chapter 2 - Codes, Standards and ReferencesDokumen8 halamanMedical Gas Design Guide Chapter 2 - Codes, Standards and ReferencesAlroukn MechanicalBelum ada peringkat
- Copper-Plated Steel: Cold-Rolled Strip Electroplated With CopperDokumen2 halamanCopper-Plated Steel: Cold-Rolled Strip Electroplated With CopperAnonymous 8lxxbNcA0sBelum ada peringkat
- Boiler Making Hints - by Mike PavieDokumen2 halamanBoiler Making Hints - by Mike Paviehbpr9999Belum ada peringkat
- Metal JoiningDokumen25 halamanMetal JoiningMichelle NthigaBelum ada peringkat