Anda mungkin juga menyukai
- Materials Testing Equipment For Civil EngineeringDokumen308 halamanMaterials Testing Equipment For Civil EngineeringCooper Technology100% (1)
- Thermocompressor PerformanceDokumen8 halamanThermocompressor PerformanceLaboratorio PapelesRegionalesBelum ada peringkat
- Bypass Method For Recip Compressor Capacity ControlDokumen4 halamanBypass Method For Recip Compressor Capacity Controlel mouatez billah messiniBelum ada peringkat
- CAGI ElectHB ch8Dokumen112 halamanCAGI ElectHB ch8rcangeliBelum ada peringkat
- Controlling Ejector Performance with Steam Bleed ControlDokumen9 halamanControlling Ejector Performance with Steam Bleed ControlCan YıldırımBelum ada peringkat
- EI Regulator Station Handbook TDC UKDokumen32 halamanEI Regulator Station Handbook TDC UKupesddn2010Belum ada peringkat
- Up-Stream Pumping - Presentation1Dokumen46 halamanUp-Stream Pumping - Presentation1Chozha RajanBelum ada peringkat
- Compressor Size CalulatorDokumen2 halamanCompressor Size CalulatorŞef Utas Awij100% (1)
- Centrifugal Compressors For CPI Plants PDFDokumen4 halamanCentrifugal Compressors For CPI Plants PDFAmanda Aracely Herreria SalazarBelum ada peringkat
- Development of Improved Pid Controller For Single-Effect EvaporatorDokumen4 halamanDevelopment of Improved Pid Controller For Single-Effect Evaporatoresatjournals100% (1)
- Evaluation of Steam Jet EjectorsDokumen11 halamanEvaluation of Steam Jet EjectorsRajeh Somrani100% (3)
- Screw CompDokumen6 halamanScrew ComplaxminarayanBelum ada peringkat
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDari EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentBelum ada peringkat
- Statistics for Process Control Engineers: A Practical ApproachDari EverandStatistics for Process Control Engineers: A Practical ApproachBelum ada peringkat
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Dokumen28 halamanAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdBelum ada peringkat
- Air - Understanding Fan Curves PDFDokumen4 halamanAir - Understanding Fan Curves PDFCarlos100% (1)
- BlowersDokumen58 halamanBlowersmahmad61100% (1)
- Subsonic Ejector RamjetDokumen99 halamanSubsonic Ejector Ramjetmarco20874Belum ada peringkat
- Rod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringDokumen4 halamanRod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringdwightbordelonBelum ada peringkat
- Pulsation Suppression Device Design For Reciprocating CompressorDokumen9 halamanPulsation Suppression Device Design For Reciprocating CompressorFrancis LinBelum ada peringkat
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDari EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationBelum ada peringkat
- Ks 40 PDFDokumen12 halamanKs 40 PDFHamilton Teodoro100% (2)
- Plant Instrument Air System - Design TipsDokumen7 halamanPlant Instrument Air System - Design Tipsdavid_diaz_sBelum ada peringkat
- Systems TheoryDokumen195 halamanSystems Theorydelenda3Belum ada peringkat
- Reciprocating CompressorDokumen7 halamanReciprocating CompressorAlphy Thomas100% (1)
- Product-Data-Sheet-Catalog-12 - (Two Phase Control Valve Sizing Calculation Fisher)Dokumen41 halamanProduct-Data-Sheet-Catalog-12 - (Two Phase Control Valve Sizing Calculation Fisher)reninbabaski100% (1)
- 9 - Axial Flow Turbines For Organic Rankine Cycle ApplicationsDokumen21 halaman9 - Axial Flow Turbines For Organic Rankine Cycle ApplicationsFranklin Najarro SolarBelum ada peringkat
- Jet Pump Technical Data for Pumping GasesDokumen11 halamanJet Pump Technical Data for Pumping GasesIdelia Cutipa Yauri100% (1)
- Xebec Desiccant Air DryerDokumen41 halamanXebec Desiccant Air DryerGhazali NasirBelum ada peringkat
- Extended State Observer Based ControllerDokumen5 halamanExtended State Observer Based ControllerD.Viswanath50% (2)
- IA Compressor & SystemDokumen51 halamanIA Compressor & SystemKazi Irfan100% (1)
- Appendix-2 Ejector System TroubleshootingDokumen13 halamanAppendix-2 Ejector System Troubleshootingmahmoud abd elfatahBelum ada peringkat
- TGI Sabana Gas Transport: Operating Conditions Normal D E F A B CDokumen3 halamanTGI Sabana Gas Transport: Operating Conditions Normal D E F A B Chernan plazasBelum ada peringkat
- SCFM KGHR ConvertDokumen9 halamanSCFM KGHR ConvertCSBelum ada peringkat
- Centrifugal Compressor SRL 454 - Ge Oil&gasDokumen20 halamanCentrifugal Compressor SRL 454 - Ge Oil&gasKamal Buddy50% (2)
- Design and Analysis of Centrifugal CompressorsDari EverandDesign and Analysis of Centrifugal CompressorsBelum ada peringkat
- Isothermal Work and Polytropic WorkdoneDokumen53 halamanIsothermal Work and Polytropic WorkdoneGeorgeBelum ada peringkat
- Stepless Variable Capacity ControlDokumen7 halamanStepless Variable Capacity Controlswapneel_kulkarniBelum ada peringkat
- Rotary Screw ProcessDokumen9 halamanRotary Screw ProcessEagle WingsBelum ada peringkat
- Thermocompressors Improve Paper Machine Dryer DrainageDokumen8 halamanThermocompressors Improve Paper Machine Dryer DrainageclintoncBelum ada peringkat
- Witte - Liquid-Gas Ejektor Design PDFDokumen114 halamanWitte - Liquid-Gas Ejektor Design PDFOssian89Belum ada peringkat
- Thermodynamic Analysis of A Steam TurbineDokumen3 halamanThermodynamic Analysis of A Steam TurbinePhil Engel100% (1)
- Selection of Gas Compressors - Part 1Dokumen5 halamanSelection of Gas Compressors - Part 1sauroBelum ada peringkat
- Mehran University of Engineering and Technology SZAB Campus Khairpur Mir'sDokumen64 halamanMehran University of Engineering and Technology SZAB Campus Khairpur Mir'sMarcusHuynh88Belum ada peringkat
- Cascaded Ethylene and Propylene Refrigeration SystemsDokumen2 halamanCascaded Ethylene and Propylene Refrigeration SystemsHsein WangBelum ada peringkat
- Reciprocating Air CompressorsDokumen20 halamanReciprocating Air CompressorsAshleen MarshallBelum ada peringkat
- Acceleration Head for Centrifugal PumpsDokumen5 halamanAcceleration Head for Centrifugal PumpsEng AlfBelum ada peringkat
- API Std 618 vs 680 for Critical Nitrogen CompressorDokumen3 halamanAPI Std 618 vs 680 for Critical Nitrogen CompressorShantanuBelum ada peringkat
- Three-Stage Compressor Power CalculationDokumen6 halamanThree-Stage Compressor Power CalculationRifka Aisyah0% (1)
- Vacuum Systems PDFDokumen12 halamanVacuum Systems PDFSnigdha YadavBelum ada peringkat
- Compressor Data SheetDokumen3 halamanCompressor Data Sheetkumsan leeBelum ada peringkat
- Catalog GDDokumen33 halamanCatalog GDicakBelum ada peringkat
- Calculate control valve CvDokumen3 halamanCalculate control valve CvRio SamudraBelum ada peringkat
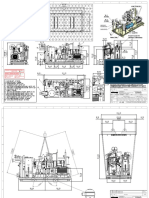
- Maintenance/clearance Area: Dimensions Could Be Change +/-5 MMDokumen2 halamanMaintenance/clearance Area: Dimensions Could Be Change +/-5 MMZander MctrevorBelum ada peringkat
- Pages From 05-01269 Regeneration API-617-datasheet-rev11 PDFDokumen1 halamanPages From 05-01269 Regeneration API-617-datasheet-rev11 PDFalikajbafBelum ada peringkat
- Hibon PD BlowerDokumen3 halamanHibon PD BlowerAbhinav SaiBelum ada peringkat
- Diaphragm Pump Seminar ReportDokumen58 halamanDiaphragm Pump Seminar ReportMahaManthraBelum ada peringkat
- Automatic Recirculation ValveDokumen3 halamanAutomatic Recirculation ValveIsares PodkohBelum ada peringkat
- Operation Manual For Oxygen CompressorDokumen18 halamanOperation Manual For Oxygen CompressorAshutosh SinghBelum ada peringkat
- Compressor Stage Pressure - Design & OptimizationDokumen4 halamanCompressor Stage Pressure - Design & OptimizationAshwin ChandaranaBelum ada peringkat
- RG Integrally Geared Compressors PDFDokumen6 halamanRG Integrally Geared Compressors PDFJaswindersingh BhatiaBelum ada peringkat
- Ijcre 2007 5 1Dokumen18 halamanIjcre 2007 5 1christopher_guiraBelum ada peringkat
- User Manual RS485 Stepper DriveDokumen44 halamanUser Manual RS485 Stepper DriveRudy TorrezBelum ada peringkat
- MEC4418 - Assignment 1 - SolutionDokumen6 halamanMEC4418 - Assignment 1 - Solutionsamuel_parsooramenBelum ada peringkat
- EECE 574 - Adaptive ControlDokumen73 halamanEECE 574 - Adaptive Controllamis rezkiBelum ada peringkat
- Fourth International Conference On Instrumentation and Control Systems (CICS 2016) April 23 24, 2016, Dubai, UAEDokumen2 halamanFourth International Conference On Instrumentation and Control Systems (CICS 2016) April 23 24, 2016, Dubai, UAECS & ITBelum ada peringkat
- PID, LQR and Pole Placement Controllers for Heat Exchanger PerformanceDokumen5 halamanPID, LQR and Pole Placement Controllers for Heat Exchanger Performanceigede.unyBelum ada peringkat
- (George A. Rovithakis Manolis A. Christodoulou) Adaptive Control With Recurrent High Order Neural NetworksDokumen202 halaman(George A. Rovithakis Manolis A. Christodoulou) Adaptive Control With Recurrent High Order Neural Networksruben210979Belum ada peringkat
- Lecture Slides For Signals and Systems-2016-01-25Dokumen896 halamanLecture Slides For Signals and Systems-2016-01-25gantayatBelum ada peringkat
- Root Locus Method For The Control SystemDokumen21 halamanRoot Locus Method For The Control SystemKartik DaveBelum ada peringkat
- IA SeriesDokumen20 halamanIA Seriessina20795Belum ada peringkat
- Design and Stability Analysis of High-Speed Unmanned Aerial Vehicle Electric Anti-Skid Braking SystemDokumen17 halamanDesign and Stability Analysis of High-Speed Unmanned Aerial Vehicle Electric Anti-Skid Braking Systemkarthik karunanidhiBelum ada peringkat
- Laboratory 12 Digital Filter Designing Using Matlab Tools: ObjectivesDokumen13 halamanLaboratory 12 Digital Filter Designing Using Matlab Tools: ObjectivesFaraz AbbasBelum ada peringkat
- What is a FilterDokumen5 halamanWhat is a Filtermuhammad irfanBelum ada peringkat
- AP PGECET 2016 EC Question Paper Answer Key PDFDokumen18 halamanAP PGECET 2016 EC Question Paper Answer Key PDFSainadh YerrapragadaBelum ada peringkat
- EECQ 5291: PROFESSIONAL ENGINEERING PRACTICE ASSIGNMENT QUESTIONSDokumen5 halamanEECQ 5291: PROFESSIONAL ENGINEERING PRACTICE ASSIGNMENT QUESTIONSgaza manBelum ada peringkat
- Self Tuning PID Contr Oller Using Ziegler Nichols Method For PR Ogr Ammable Logic Contr Oller SDokumen6 halamanSelf Tuning PID Contr Oller Using Ziegler Nichols Method For PR Ogr Ammable Logic Contr Oller SkalyanBelum ada peringkat
- Final Modulhandbuch VGU MSST PDFDokumen29 halamanFinal Modulhandbuch VGU MSST PDFLinh TranBelum ada peringkat
- Control Practices Using Simulink With Arduino As Low Cost HardwareDokumen6 halamanControl Practices Using Simulink With Arduino As Low Cost HardwareAul FiBelum ada peringkat
- Successive Loop ClosureDokumen57 halamanSuccessive Loop Closureaslanım kralıçamBelum ada peringkat
- PLC and SCADA Lab Experiments for Instrumentation CourseDokumen4 halamanPLC and SCADA Lab Experiments for Instrumentation CourseAnonymous FKMfvCbBelum ada peringkat
- Gujarat Technological University: Page 1 of 3Dokumen3 halamanGujarat Technological University: Page 1 of 3Aniket SafariBelum ada peringkat
- 9-PSCA Modified by On 11.9.2013Dokumen56 halaman9-PSCA Modified by On 11.9.2013EngidBelum ada peringkat
- Kks CodeDokumen11 halamanKks CodeJason GarrettBelum ada peringkat
- Filters SlideDokumen17 halamanFilters SlideEmmanuel OkoroBelum ada peringkat
- Transfer Function GuideDokumen9 halamanTransfer Function GuideCandy ChocolateBelum ada peringkat