Anda mungkin juga menyukai
- Circuit Protective Devices: Learner Work BookDokumen41 halamanCircuit Protective Devices: Learner Work BookChanel Maglinao80% (5)
- Plastic Part DesignDokumen10 halamanPlastic Part Designalidani_1Belum ada peringkat
- Basics of Mold DesignDokumen15 halamanBasics of Mold DesignPedro Agirre IturbeBelum ada peringkat
- Joining Methods: Tolerances: Fit Between PartsDokumen11 halamanJoining Methods: Tolerances: Fit Between PartsChiara RipaltiBelum ada peringkat
- Plastic Molding TutorialDokumen32 halamanPlastic Molding TutorialSergio RodriguezBelum ada peringkat
- Snap Fit DesignDokumen4 halamanSnap Fit DesignJagadish_kBelum ada peringkat
- Introduction - Metallic Expansion Joint PDFDokumen16 halamanIntroduction - Metallic Expansion Joint PDFsdmel100% (2)
- Molding Design GuideDokumen11 halamanMolding Design GuideMichael ZhangBelum ada peringkat
- Modern Pulley Design Techniques and Failure Analysis MethodsDokumen17 halamanModern Pulley Design Techniques and Failure Analysis MethodsSiva SubramaniBelum ada peringkat
- Afroasiatic LanguagesDokumen13 halamanAfroasiatic Languagesaskask2Belum ada peringkat
- Snap-Fit Joints For PlasticsDokumen26 halamanSnap-Fit Joints For Plasticsmadhusudhan.bhumireddi100% (1)
- Unit-V Design of Moulds Molding PartsDokumen8 halamanUnit-V Design of Moulds Molding Partsyuvaraj4509Belum ada peringkat
- Water Pump ReportDokumen15 halamanWater Pump ReportMohammed BashierBelum ada peringkat
- Snap Fit DesingDokumen24 halamanSnap Fit DesingGerman LagBelum ada peringkat
- Brazil (1997) The Communicative Value BW PDFDokumen200 halamanBrazil (1997) The Communicative Value BW PDFJuan LopezBelum ada peringkat
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Dari EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Belum ada peringkat
- Tool Design For Plastic Injection Molding.1Dokumen14 halamanTool Design For Plastic Injection Molding.1Shreekant GurlakattiBelum ada peringkat
- Injection MoldingDokumen66 halamanInjection Moldingbalaguru78100% (2)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Dari EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Penilaian: 5 dari 5 bintang5/5 (2)
- PW-3 Part Design For Ultrasonic Welding (Single PGS) HRDokumen8 halamanPW-3 Part Design For Ultrasonic Welding (Single PGS) HRHugoAlvarez100% (1)
- Punch and DieDokumen16 halamanPunch and DieNani DatrikaBelum ada peringkat
- Corrosion Rate CalculationDokumen4 halamanCorrosion Rate CalculationMohammed JassimBelum ada peringkat
- MoldEng 2 ENG 0830Dokumen35 halamanMoldEng 2 ENG 0830Titus RoshanBelum ada peringkat
- Conveyor Pulley DrumsDokumen13 halamanConveyor Pulley DrumsriysallBelum ada peringkat
- Safe Bearing Capacity of Soil - Based On Is: 6403 Sample CalculationDokumen1 halamanSafe Bearing Capacity of Soil - Based On Is: 6403 Sample CalculationSantosh ZunjarBelum ada peringkat
- Codl and Hot Forging ArticleDokumen12 halamanCodl and Hot Forging Articleİlter KilerciBelum ada peringkat
- 00.concrete Mix Design-RailwayDokumen38 halaman00.concrete Mix Design-RailwaySoundar PachiappanBelum ada peringkat
- Snap-Fit Joints DesignDokumen26 halamanSnap-Fit Joints DesignDavid García SalvatierraBelum ada peringkat
- Theory Application of Roll Forming (2010) - WebDokumen21 halamanTheory Application of Roll Forming (2010) - WebVenugopalan Manaladikalam100% (1)
- VDIDokumen19 halamanVDIBakkiyaraj VeluBelum ada peringkat
- Tool and Die Design NotesDokumen23 halamanTool and Die Design NotesAnand Karn Ak100% (1)
- Project Final Year On The Injection Plastic ModuleDokumen41 halamanProject Final Year On The Injection Plastic ModuleSajid ZeyaBelum ada peringkat
- Belt Conveyor Pulley DesignDokumen11 halamanBelt Conveyor Pulley Designthakur_raghab100% (1)
- PaigeDokumen15 halamanPaigeklomps_jrBelum ada peringkat
- Ball Charge ManagementDokumen14 halamanBall Charge ManagementSalud Y SucesosBelum ada peringkat
- Snap FitsDokumen11 halamanSnap FitsVijaya KumarBelum ada peringkat
- ColceruM-Designing With Plastic Gears and General Considerations of Plastic GearingDokumen10 halamanColceruM-Designing With Plastic Gears and General Considerations of Plastic GearingBalazs RaymondBelum ada peringkat
- Friction Optimization On Hydraulic Piston Rod Seals PDFDokumen8 halamanFriction Optimization On Hydraulic Piston Rod Seals PDFbogdan hodor0% (1)
- Snap-Fit Design ManualDokumen24 halamanSnap-Fit Design ManualrenebbBelum ada peringkat
- Design and Fabrication of Pneumatic RammDokumen12 halamanDesign and Fabrication of Pneumatic RammJeremiah yunanaBelum ada peringkat
- Nordel Pulley Tambor FalhaDokumen17 halamanNordel Pulley Tambor FalhaJoseph SilvaBelum ada peringkat
- Dynamic Load Analysis and Optimization of A Fracture-Split Connecting RodDokumen11 halamanDynamic Load Analysis and Optimization of A Fracture-Split Connecting RodRahul BadgujarBelum ada peringkat
- Finite Element Analysis and Design OptimDokumen6 halamanFinite Element Analysis and Design OptimMuhammad HammadBelum ada peringkat
- Conical TransitionsDokumen6 halamanConical TransitionsManoj MulikBelum ada peringkat
- Introducción To Dry Gas Seals and SystemsDokumen33 halamanIntroducción To Dry Gas Seals and SystemsReyes SanchezBelum ada peringkat
- TP 2019 What Is NewDokumen74 halamanTP 2019 What Is New손종인Belum ada peringkat
- The Beginners Guide To Powder Metal GearsDokumen3 halamanThe Beginners Guide To Powder Metal GearsBakkiya Raj100% (1)
- Design and Analysis of 12 Ton Hydraulic Pressing MachineDokumen9 halamanDesign and Analysis of 12 Ton Hydraulic Pressing Machinevinod kumarBelum ada peringkat
- 10 Tips For Injection Molding Polypropylene ResinsDokumen52 halaman10 Tips For Injection Molding Polypropylene ResinsaynudeenBelum ada peringkat
- Coupons (Intro) PDFDokumen4 halamanCoupons (Intro) PDFPabel LemaBelum ada peringkat
- DTA Report 295 NR 1534 ISSN 1175-6594Dokumen31 halamanDTA Report 295 NR 1534 ISSN 1175-6594DTAchillBelum ada peringkat
- Design and Manufacture of A Hydraulic ExDokumen10 halamanDesign and Manufacture of A Hydraulic ExRamdas JoshiBelum ada peringkat
- Fastener Process SimiulationDokumen4 halamanFastener Process SimiulationMehran ZaryounBelum ada peringkat
- 10 1 1 377 8221 PDFDokumen21 halaman10 1 1 377 8221 PDFsingh1984_09Belum ada peringkat
- Determination of Leakage Gap and Leakage Mass Flow of Flanged JointsDokumen5 halamanDetermination of Leakage Gap and Leakage Mass Flow of Flanged Jointslcm3270% (1)
- Analysis of A Shrink-Fit Failure On A Gear Hubshaft AssemblyDokumen16 halamanAnalysis of A Shrink-Fit Failure On A Gear Hubshaft AssemblyParag NaikBelum ada peringkat
- Failure-Injection Molded PartsDokumen10 halamanFailure-Injection Molded Partsvykk9Belum ada peringkat
- Adigrat University: College of Engineering and Technology Department of Chemical EnginneringDokumen39 halamanAdigrat University: College of Engineering and Technology Department of Chemical EnginneringSeid Aragaw100% (1)
- Test/Date and Time Semester/year Course/Course Code Max MarksDokumen4 halamanTest/Date and Time Semester/year Course/Course Code Max MarksJayadev EBelum ada peringkat
- Introduction To The Design of Cold-Formed SectionsDokumen17 halamanIntroduction To The Design of Cold-Formed SectionssridevikoonathBelum ada peringkat
- FEA - Calculation of The Hydroforming Process With LS-DYNADokumen8 halamanFEA - Calculation of The Hydroforming Process With LS-DYNAadrianBelum ada peringkat
- Machine Design UET, Taxila Lecture: Uncertainty, DesignDokumen37 halamanMachine Design UET, Taxila Lecture: Uncertainty, Designsam0415100% (1)
- Design Guide For US WeldingDokumen6 halamanDesign Guide For US Weldinggaspardo123Belum ada peringkat
- Naca 4412Dokumen3 halamanNaca 4412Selva KumarBelum ada peringkat
- Solution of Linear System Theory and Design 3ed For Chi Tsong ChenDokumen106 halamanSolution of Linear System Theory and Design 3ed For Chi Tsong ChensepehrBelum ada peringkat
- Gauss Method - Nisan 15Dokumen1 halamanGauss Method - Nisan 15Otis ArmsBelum ada peringkat
- InfoDokumen18 halamanInfoKaran Verm'aBelum ada peringkat
- Switching Power Supply DesignDokumen21 halamanSwitching Power Supply DesignSamuel mutindaBelum ada peringkat
- International Marketing-Assignment No. 01Dokumen36 halamanInternational Marketing-Assignment No. 01Faisal Shahzad60% (5)
- 30 - MACRS DepreciationDokumen4 halaman30 - MACRS Depreciationidriwal mayusdaBelum ada peringkat
- Final Thesis Owura Kofi AmoabengDokumen84 halamanFinal Thesis Owura Kofi AmoabengKunal AgarwalBelum ada peringkat
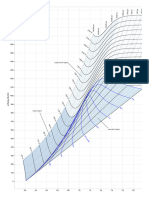
- Mollier Enthalpy Entropy Chart For Steam - US UnitsDokumen1 halamanMollier Enthalpy Entropy Chart For Steam - US Unitslin tongBelum ada peringkat
- HV Filter Carts 1Dokumen2 halamanHV Filter Carts 1paulpopBelum ada peringkat
- Mohamad Fakhari Mehrjardi - 1Dokumen18 halamanMohamad Fakhari Mehrjardi - 1Hilmi SanusiBelum ada peringkat
- FP 3000 PDFDokumen1 halamanFP 3000 PDFClaudio Godoy ZepedaBelum ada peringkat
- 6100 SQ Lcms Data SheetDokumen4 halaman6100 SQ Lcms Data Sheet王皓Belum ada peringkat
- BCIT COMP 8505 Final Project Covert Channel Exfiltration by Wesley Kenzie, June 2011Dokumen39 halamanBCIT COMP 8505 Final Project Covert Channel Exfiltration by Wesley Kenzie, June 2011Wesley KenzieBelum ada peringkat
- Ant CabDokumen93 halamanAnt CabZubair MinhasBelum ada peringkat
- Rr410209 High Voltage EngineeringDokumen7 halamanRr410209 High Voltage EngineeringSrinivasa Rao GBelum ada peringkat
- Partea I .60p I. Read The Text Below and Complete The Following Tasks. Write All Your Answers On The Answer SheetDokumen4 halamanPartea I .60p I. Read The Text Below and Complete The Following Tasks. Write All Your Answers On The Answer SheetaaddniaBelum ada peringkat
- Introducing Small Basic-1 PDFDokumen69 halamanIntroducing Small Basic-1 PDFnilaBelum ada peringkat
- T8 - Energetics IDokumen28 halamanT8 - Energetics II Kadek Irvan Adistha PutraBelum ada peringkat
- Awards Gold Medals Grade VIDokumen11 halamanAwards Gold Medals Grade VIBernadeth Escosora DolorBelum ada peringkat
- Ch-21 Runoff TrianglesDokumen9 halamanCh-21 Runoff TrianglesIsha TachhekarBelum ada peringkat
- Unit 6 - EarthingDokumen26 halamanUnit 6 - Earthinggautam100% (1)
- Pearson Product-Moment Correlation Coefficient Table of Critical ValuesDokumen2 halamanPearson Product-Moment Correlation Coefficient Table of Critical ValuesOdy AjjaBelum ada peringkat
- UNIT 10 (Using Modifiers To Describe Hobbies and Interests)Dokumen2 halamanUNIT 10 (Using Modifiers To Describe Hobbies and Interests)Julian Jaramillo Angel50% (2)