Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Food Combining ChartDokumen2 halamanFood Combining ChartRezky Awan100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Magnesium L Threonate For Depression and Anxiety PDFDokumen6 halamanMagnesium L Threonate For Depression and Anxiety PDFRocco LamponeBelum ada peringkat
- ABC Organic Gardener - MagazineDokumen86 halamanABC Organic Gardener - Magazinealexe012Belum ada peringkat
- Components of A Rainwater Harvesting SystemDokumen38 halamanComponents of A Rainwater Harvesting SystembudiperBelum ada peringkat
- YuzurtDokumen2 halamanYuzurtFranco Ascari100% (1)
- Assessment in The Affective DomainDokumen19 halamanAssessment in The Affective DomainChano MorenoBelum ada peringkat
- Charla Krupp - How To Never Look Fat Again - Over 1,000 Ways To Dress Thinner - Without Dieting!-Grand Central Publishing (2010) PDFDokumen316 halamanCharla Krupp - How To Never Look Fat Again - Over 1,000 Ways To Dress Thinner - Without Dieting!-Grand Central Publishing (2010) PDFben0% (1)
- Raymond Lo - The Feng Shui of Swine FluDokumen1 halamanRaymond Lo - The Feng Shui of Swine Fluay2004jan100% (1)
- Practical Approach To Electron Beam Dosimetry at Extended SSDDokumen10 halamanPractical Approach To Electron Beam Dosimetry at Extended SSDAhmet Kürşat ÖzkanBelum ada peringkat
- Dental Hygienist Learning Outcomes Form v1.2Dokumen32 halamanDental Hygienist Learning Outcomes Form v1.2Karman Deep Singh100% (1)
- Mini Story TranscriptsDokumen87 halamanMini Story Transcriptsmakfirsefa100% (3)
- Mini Story TranscriptsDokumen87 halamanMini Story Transcriptsmakfirsefa100% (3)
- Slide Download Ekonomi ManajerialDokumen16 halamanSlide Download Ekonomi Manajerialardyan_gnaBelum ada peringkat
- Adc Bwro Amta PDFDokumen10 halamanAdc Bwro Amta PDFlouismarcianoBelum ada peringkat
- Power GenerationDokumen32 halamanPower GenerationRezky AwanBelum ada peringkat
- Galvanic Corrossion & The Prevention.Dokumen27 halamanGalvanic Corrossion & The Prevention.Jayakrishnan RadhakrishnanBelum ada peringkat
- BFPDokumen10 halamanBFPRezky AwanBelum ada peringkat
- Galvanic Corrossion & The Prevention.Dokumen27 halamanGalvanic Corrossion & The Prevention.Jayakrishnan RadhakrishnanBelum ada peringkat
- GJ - A Qualitative Analysis of Inventory Management Strategies in Humanitarian Logistics OperationsDokumen14 halamanGJ - A Qualitative Analysis of Inventory Management Strategies in Humanitarian Logistics OperationsRezky AwanBelum ada peringkat
- Linking Operations Strategy To The Corporate Strategy Process A Practice PerspectiveDokumen22 halamanLinking Operations Strategy To The Corporate Strategy Process A Practice PerspectiveRezky AwanBelum ada peringkat
- Presentasi ISPS Code 2011Dokumen59 halamanPresentasi ISPS Code 2011Rezky Awan100% (2)
- Managerial Economics in A Global Economy, 5th Edition Chapter 1Dokumen11 halamanManagerial Economics in A Global Economy, 5th Edition Chapter 1Muhammad Zeshan Laang86% (7)
- Fme Evaluating PerformanceDokumen35 halamanFme Evaluating PerformanceRezky AwanBelum ada peringkat
- Managerial Economics in A Global Economy, 5th Edition Chapter 1Dokumen11 halamanManagerial Economics in A Global Economy, 5th Edition Chapter 1Muhammad Zeshan Laang86% (7)
- Alignment of InformAlignment of Information Systems With Supply Chains - Impacts On - Pdfation Systems With Supply Chains - Impacts OnDokumen245 halamanAlignment of InformAlignment of Information Systems With Supply Chains - Impacts On - Pdfation Systems With Supply Chains - Impacts OnRezky AwanBelum ada peringkat
- Amending The Resource-Based View of Strategic Management From An Entrepreneurial PerspectiveDokumen21 halamanAmending The Resource-Based View of Strategic Management From An Entrepreneurial PerspectiveRezky AwanBelum ada peringkat
- Rethinking The Foundations of Global CorporateDokumen7 halamanRethinking The Foundations of Global CorporateRezky AwanBelum ada peringkat
- Conjecture Mapping An Approach To SystematicEducational Design ResearchDokumen21 halamanConjecture Mapping An Approach To SystematicEducational Design ResearchRezky AwanBelum ada peringkat
- Conjecture Mapping An Approach To SystematicEducational Design ResearchDokumen21 halamanConjecture Mapping An Approach To SystematicEducational Design ResearchRezky AwanBelum ada peringkat
- Ethical Reasoning, Epistemology, and Administrative Inquiry: James W. Myers and Fred ThompsonDokumen28 halamanEthical Reasoning, Epistemology, and Administrative Inquiry: James W. Myers and Fred ThompsonRezky AwanBelum ada peringkat
- Fme Performance ManagementDokumen31 halamanFme Performance ManagementRezky AwanBelum ada peringkat
- IJMR 2000 - Mkt's Contribution To Business StrategyDokumen27 halamanIJMR 2000 - Mkt's Contribution To Business StrategyRezky AwanBelum ada peringkat
- Strategic ManagementDokumen7 halamanStrategic ManagementRezky AwanBelum ada peringkat
- Fme Developing CompetenciesDokumen29 halamanFme Developing CompetenciesdmaloofBelum ada peringkat
- Fme Appraisal MeetingDokumen33 halamanFme Appraisal MeetingRezky AwanBelum ada peringkat
- Guia de Interpretação Da ISO 50001Dokumen16 halamanGuia de Interpretação Da ISO 50001Angela MillerBelum ada peringkat
- ChemsDokumen14 halamanChemsRezky AwanBelum ada peringkat
- Boiler Efficiency MeasurementDokumen46 halamanBoiler Efficiency MeasurementRezky AwanBelum ada peringkat
- AAA V Edgardo SalazarDokumen2 halamanAAA V Edgardo SalazarNiajhan PalattaoBelum ada peringkat
- Piaget and Preoperational StageDokumen2 halamanPiaget and Preoperational Stageapi-285179229Belum ada peringkat
- HRM Report CIA 3Dokumen5 halamanHRM Report CIA 3SUNIDHI PUNDHIR 20221029Belum ada peringkat
- Breastfeeding PlanDokumen7 halamanBreastfeeding Planapi-223713414Belum ada peringkat
- Impact of Odor From A Landfill Site On Surrounding Areas: A Case Study in Ho Chi Minh City, VietnamDokumen11 halamanImpact of Odor From A Landfill Site On Surrounding Areas: A Case Study in Ho Chi Minh City, VietnamNgọc HảiBelum ada peringkat
- I. Choose The Meaning of The Underlined Words Using Context CluesDokumen4 halamanI. Choose The Meaning of The Underlined Words Using Context CluesMikko GomezBelum ada peringkat
- NANOGUARD - Products and ApplicationsDokumen2 halamanNANOGUARD - Products and ApplicationsSunrise VenturesBelum ada peringkat
- 2014 EN AdvancedBootkitTechniquesOnAndroid ChenZhangqiShendiDokumen66 halaman2014 EN AdvancedBootkitTechniquesOnAndroid ChenZhangqiShendihombre pocilgaBelum ada peringkat
- Laboratory Diagnosis of Parasitic DiseasesDokumen57 halamanLaboratory Diagnosis of Parasitic DiseasesAmanuel MaruBelum ada peringkat
- 2.2 WaterDokumen32 halaman2.2 WaterHelena GlanvilleBelum ada peringkat
- Locus of Control and The Flow Experience: An Experimental AnalysisDokumen19 halamanLocus of Control and The Flow Experience: An Experimental Analysisdolf78Belum ada peringkat
- Handover Paper Final 22 3 16 BJNDokumen13 halamanHandover Paper Final 22 3 16 BJNsisaraaah12Belum ada peringkat
- Genomics and Crop ImprovementDokumen56 halamanGenomics and Crop Improvementsenguvelan100% (6)
- The D - Block ElementsDokumen30 halamanThe D - Block ElementsNandya AristaBelum ada peringkat
- 13 ECCMinorAmendReqDokumen2 halaman13 ECCMinorAmendReqal bentulanBelum ada peringkat
- Comparative Study of Financial Statements of Company, Oil and Gas.Dokumen105 halamanComparative Study of Financial Statements of Company, Oil and Gas.Ray Brijesh AjayBelum ada peringkat
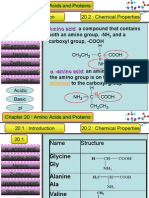
- Matriculation Chemistry Amino Acids-Part-1Dokumen24 halamanMatriculation Chemistry Amino Acids-Part-1iki292Belum ada peringkat
- ControllingDokumen3 halamanControllingGenesis_Y_Gall_6808Belum ada peringkat
- CRISIL Mutual Fund Ranking: For The Quarter Ended September 30, 2020Dokumen48 halamanCRISIL Mutual Fund Ranking: For The Quarter Ended September 30, 2020MohitBelum ada peringkat
- Government of Canada Gouvernement Du CanadaDokumen17 halamanGovernment of Canada Gouvernement Du CanadaSaman BetkariBelum ada peringkat
- Jurnal RustamDokumen15 halamanJurnal RustamRustamBelum ada peringkat