Anda mungkin juga menyukai
- Avramović 2019 Zaštita Materijala PDFDokumen11 halamanAvramović 2019 Zaštita Materijala PDFOlivera StamenkovicBelum ada peringkat
- Djokic Stojanovic Et Al 2019 J Serb Chem Soc PDFDokumen13 halamanDjokic Stojanovic Et Al 2019 J Serb Chem Soc PDFOlivera StamenkovicBelum ada peringkat
- Avramović 2019 Zaštita Materijala PDFDokumen11 halamanAvramović 2019 Zaštita Materijala PDFOlivera StamenkovicBelum ada peringkat
- Djokic Stojanovic Et Al 2019 J Serb Chem Soc PDFDokumen13 halamanDjokic Stojanovic Et Al 2019 J Serb Chem Soc PDFOlivera StamenkovicBelum ada peringkat
- Kostic Et Al., 2018 Reciklaza Biodizel Iz Ulja KukuruzaDokumen10 halamanKostic Et Al., 2018 Reciklaza Biodizel Iz Ulja KukuruzaOlivera StamenkovicBelum ada peringkat
- Djokic Stojanovic Et Al 2019 J Serb Chem Soc PDFDokumen13 halamanDjokic Stojanovic Et Al 2019 J Serb Chem Soc PDFOlivera StamenkovicBelum ada peringkat
- Ciric Et Al., 2015Dokumen16 halamanCiric Et Al., 2015Olivera StamenkovicBelum ada peringkat
- Stamenkovic Et Al., 2015 Advanced Technologies PDFDokumen9 halamanStamenkovic Et Al., 2015 Advanced Technologies PDFOlivera StamenkovicBelum ada peringkat
- J Serb Chem Soc Stamenkovic 2005Dokumen12 halamanJ Serb Chem Soc Stamenkovic 2005Olivera StamenkovicBelum ada peringkat
- The Synthesis and Antimicrobial Activity of Isatin-3 - (4'-Hydroxy) BenzoylhydrazoneDokumen5 halamanThe Synthesis and Antimicrobial Activity of Isatin-3 - (4'-Hydroxy) BenzoylhydrazoneOlivera StamenkovicBelum ada peringkat
- Popovic - Nikolic 2015 Environmental Aspects of Continuous Biodiesel ProductionDokumen7 halamanPopovic - Nikolic 2015 Environmental Aspects of Continuous Biodiesel ProductionOlivera StamenkovicBelum ada peringkat
- Avramovic Et Al., 2012 Ciceq Empirical Modeling of Ultrasound-Assisted MethanolysisDokumen13 halamanAvramovic Et Al., 2012 Ciceq Empirical Modeling of Ultrasound-Assisted MethanolysisOlivera StamenkovicBelum ada peringkat
- The Synthesis and Antimicrobial Activity of Isatin-3 - (4'-Hydroxy) BenzoylhydrazoneDokumen5 halamanThe Synthesis and Antimicrobial Activity of Isatin-3 - (4'-Hydroxy) BenzoylhydrazoneOlivera StamenkovicBelum ada peringkat
- Djokic-Stojanovic Et Al. Advanced Technologies 2016Dokumen7 halamanDjokic-Stojanovic Et Al. Advanced Technologies 2016Olivera StamenkovicBelum ada peringkat
- Miladinovic Et Al. CICEQ 2016Dokumen8 halamanMiladinovic Et Al. CICEQ 2016Olivera StamenkovicBelum ada peringkat
- Miladinovic Et Al. CICEQ 2016Dokumen8 halamanMiladinovic Et Al. CICEQ 2016Olivera StamenkovicBelum ada peringkat
- InTech-Global Trends of Fossil Fuel Reserves and Climate Change in The 21st CenturyDokumen27 halamanInTech-Global Trends of Fossil Fuel Reserves and Climate Change in The 21st CenturyOlivera StamenkovicBelum ada peringkat
- Popovic - Nikolic 2015 Environmental Aspects of Continuous Biodiesel ProductionDokumen7 halamanPopovic - Nikolic 2015 Environmental Aspects of Continuous Biodiesel ProductionOlivera StamenkovicBelum ada peringkat
- Naseva 2002 HIDokumen6 halamanNaseva 2002 HIOlivera StamenkovicBelum ada peringkat
- The Kinetics of Base-Catalyzed Methanolysis of Waste Cooking OilDokumen9 halamanThe Kinetics of Base-Catalyzed Methanolysis of Waste Cooking OilOlivera StamenkovicBelum ada peringkat
- Troter Et Al. Advanced Technologies 2016Dokumen13 halamanTroter Et Al. Advanced Technologies 2016Olivera StamenkovicBelum ada peringkat
- Avramovic Et Al., 2012 Ciceq Empirical Modeling of Ultrasound-Assisted MethanolysisDokumen13 halamanAvramovic Et Al., 2012 Ciceq Empirical Modeling of Ultrasound-Assisted MethanolysisOlivera StamenkovicBelum ada peringkat
- The Synthesis and Antimicrobial Activity of Isatin-3 - (4'-Hydroxy) BenzoylhydrazoneDokumen5 halamanThe Synthesis and Antimicrobial Activity of Isatin-3 - (4'-Hydroxy) BenzoylhydrazoneOlivera StamenkovicBelum ada peringkat
- Avramovic Et Al., 2012 Ciceq Empirical Modeling of Ultrasound-Assisted MethanolysisDokumen13 halamanAvramovic Et Al., 2012 Ciceq Empirical Modeling of Ultrasound-Assisted MethanolysisOlivera StamenkovicBelum ada peringkat
- Odrzive Tehnologije PDFDokumen358 halamanOdrzive Tehnologije PDFOlivera Stamenkovic100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Total Organic CarbonDokumen27 halamanTotal Organic Carbonanicetus namangBelum ada peringkat
- 9701 Chemistry Data Booklet 2016 (Revised)Dokumen23 halaman9701 Chemistry Data Booklet 2016 (Revised)historic.dude3.14Belum ada peringkat
- Acid and BaseDokumen10 halamanAcid and BaseRhyian ArmaBelum ada peringkat
- ChemistryDokumen26 halamanChemistryRaag JivaniBelum ada peringkat
- Starch: Kirk-Othmer Encyclopedia of Chemical Technology. John Wiley & Sons, Inc. All Rights ReservedDokumen18 halamanStarch: Kirk-Othmer Encyclopedia of Chemical Technology. John Wiley & Sons, Inc. All Rights ReservedAndalib TabassumBelum ada peringkat
- Arndt-Eistert Synthesis (Wolf Rearrangement) : O CH N N RC O OH R C O CL CH N 2 - Diazoketone R C O CH NNDokumen54 halamanArndt-Eistert Synthesis (Wolf Rearrangement) : O CH N N RC O OH R C O CL CH N 2 - Diazoketone R C O CH NNJosephine TorresBelum ada peringkat
- Production of Phenol Via Chlorobenzene and Caustic ProcessDokumen1 halamanProduction of Phenol Via Chlorobenzene and Caustic ProcessPatricia MirandaBelum ada peringkat
- CHAPTER 2 - Last LastDokumen14 halamanCHAPTER 2 - Last LastSyiera MujibBelum ada peringkat
- POLYMER and GeotextileDokumen6 halamanPOLYMER and GeotextileRCBacayBelum ada peringkat
- EWC 333 Introduction To Wastewater EngineeringDokumen24 halamanEWC 333 Introduction To Wastewater EngineeringAzgar AliBelum ada peringkat
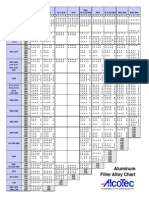
- Aluminum Filler Alloy Selection ChartDokumen2 halamanAluminum Filler Alloy Selection Chartbtgottlieb100% (2)
- The Lanthanides and Their ComplexesDokumen8 halamanThe Lanthanides and Their ComplexesShotosroy Roy TirthoBelum ada peringkat
- Product Information - CAPB (TEGO BETAIN L7)Dokumen3 halamanProduct Information - CAPB (TEGO BETAIN L7)Miranti Verdiana Ranu MuindroBelum ada peringkat
- Mention The Characteristic Features of Active Site of An EnzymeDokumen32 halamanMention The Characteristic Features of Active Site of An EnzymeSandhyaBelum ada peringkat
- Outotec Pressure Oxidation - More Out of Sulfide Ore: World Gold 2013 September 26 - 29 Brisbane, AustraliaDokumen28 halamanOutotec Pressure Oxidation - More Out of Sulfide Ore: World Gold 2013 September 26 - 29 Brisbane, AustraliaMostafa MehrjerdiBelum ada peringkat
- Sru Heat ExchangerDokumen29 halamanSru Heat ExchangerJordan Young100% (1)
- Ceramic Membranes 1Dokumen12 halamanCeramic Membranes 1Cristian PaulBelum ada peringkat
- Lecithins and Phospholipids: A Simple Guide To Use and SelectionDokumen11 halamanLecithins and Phospholipids: A Simple Guide To Use and SelectionUmesh KumarBelum ada peringkat
- An 2010 Chemical Engineering Journal A Green Route To Preparation of Silica Powders With Rice Husk Ash and Waste GasDokumen6 halamanAn 2010 Chemical Engineering Journal A Green Route To Preparation of Silica Powders With Rice Husk Ash and Waste GasAkmal FaiqBelum ada peringkat
- Organic Chemistry Notes For Technical SchoolsDokumen44 halamanOrganic Chemistry Notes For Technical SchoolsSheambom NelsonBelum ada peringkat
- Ullmann's Enc. of Industrial ChemistryDokumen72 halamanUllmann's Enc. of Industrial ChemistrySlim Toumi50% (2)
- 2018 CTI Paper - No Charge - A Novel Non-IonicDokumen18 halaman2018 CTI Paper - No Charge - A Novel Non-IonicMike StandishBelum ada peringkat
- Corrosion Prevention 1-4Dokumen77 halamanCorrosion Prevention 1-4Anonymous nFGwmwv9Belum ada peringkat
- Dental CeramicsDokumen26 halamanDental CeramicsDarshilBelum ada peringkat
- Subject: Textile Finishing Presented To: Mr. SafdarDokumen38 halamanSubject: Textile Finishing Presented To: Mr. Safdarjal pari100% (2)
- Anodised AluminumDokumen12 halamanAnodised AluminumDEVIKA PHULEBelum ada peringkat
- Supply of Aluminium Sulphate Final For Use in Water TreatmentDokumen19 halamanSupply of Aluminium Sulphate Final For Use in Water TreatmentWeida KuchingBelum ada peringkat
- Mouth WashDokumen28 halamanMouth WashDr ajayBelum ada peringkat
- Silco Af 889 PDFDokumen1 halamanSilco Af 889 PDFmarcela walterosBelum ada peringkat
- Lecture 1, 2-Introduction of CompositesDokumen25 halamanLecture 1, 2-Introduction of CompositesAmna ArifBelum ada peringkat