Anda mungkin juga menyukai
- Dual-Duct Constant-Volume System Analysis PDFDokumen3 halamanDual-Duct Constant-Volume System Analysis PDFZaid Tariq AlabiryBelum ada peringkat
- Economizer Control AnalysisDokumen4 halamanEconomizer Control AnalysisZaid Tariq AlabiryBelum ada peringkat
- Ashrae Chart PDFDokumen2 halamanAshrae Chart PDFZaid Tariq AlabiryBelum ada peringkat
- Summary Engineering Economics FormulatorDokumen6 halamanSummary Engineering Economics FormulatorZaid Tariq AlabiryBelum ada peringkat
- MIE 258 Midterm Fall 2007 With SolutionsDokumen8 halamanMIE 258 Midterm Fall 2007 With SolutionsZaid Tariq AlabiryBelum ada peringkat
- Air-Conditioning System DesignDokumen95 halamanAir-Conditioning System DesignZaid Tariq AlabiryBelum ada peringkat
- Effective Interest RatesDokumen2 halamanEffective Interest RatesZaid Tariq AlabiryBelum ada peringkat
- Industrial Managment 4thDokumen172 halamanIndustrial Managment 4thZaid Tariq AlabiryBelum ada peringkat
- Chapter 3: Fundamentals of Turbulence and Boundary-Layer TheoryDokumen32 halamanChapter 3: Fundamentals of Turbulence and Boundary-Layer TheoryZaid Tariq AlabiryBelum ada peringkat
- Foundations of Engineering EconomyDokumen29 halamanFoundations of Engineering EconomyZaid Tariq AlabiryBelum ada peringkat
- Electronic Pump Selection: Powerful. Easy To Use. Cost Eff EctiveDokumen2 halamanElectronic Pump Selection: Powerful. Easy To Use. Cost Eff EctiveZaid Tariq AlabiryBelum ada peringkat
- Pipe Flow Calculations PDFDokumen12 halamanPipe Flow Calculations PDFharrypop418Belum ada peringkat
- Floating Head Heat Exchanger MaintenanceDokumen15 halamanFloating Head Heat Exchanger MaintenanceZaid Tariq AlabiryBelum ada peringkat
- Asme 36.10MDokumen26 halamanAsme 36.10MAlberto darian100% (1)
- Asme 36.10MDokumen26 halamanAsme 36.10MAlberto darian100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- How To Fix - External Disk Drive Suddenly Became RAWDokumen96 halamanHow To Fix - External Disk Drive Suddenly Became RAWAntonio Marcano0% (1)
- Fracture in Concrete and Reinforced ConcreteDokumen23 halamanFracture in Concrete and Reinforced ConcreteNilay GandhiBelum ada peringkat
- Hindalco Aluminium Catalogue PDFDokumen4 halamanHindalco Aluminium Catalogue PDFVansu Saini0% (1)
- KEDDCO BinderDokumen74 halamanKEDDCO BinderWillian FigueroaBelum ada peringkat
- Uptake and Distribution of Inhalational AnaestheticsDokumen125 halamanUptake and Distribution of Inhalational Anaestheticsharsha mummakaBelum ada peringkat
- Kalzip - Vapour Layer FR 0822 PDFDokumen2 halamanKalzip - Vapour Layer FR 0822 PDFBerat CakmakliBelum ada peringkat
- Software Hardware ListDokumen2 halamanSoftware Hardware ListjackBelum ada peringkat
- Operating System Concepts 8th Edition Chapter 1 SummaryDokumen2 halamanOperating System Concepts 8th Edition Chapter 1 SummaryAlfred Fred100% (1)
- GMSYS Release NotesDokumen2 halamanGMSYS Release NotesrenzoquimBelum ada peringkat
- Passive Cooling of The Green Roofs Combined With Night-Time Ventilation and Walls Insulation in Hot and Humid RegionsDokumen25 halamanPassive Cooling of The Green Roofs Combined With Night-Time Ventilation and Walls Insulation in Hot and Humid Regionsshailesh gautamBelum ada peringkat
- Uponor Dop Klett CPR 20 Ic 251 V 001Dokumen3 halamanUponor Dop Klett CPR 20 Ic 251 V 001jamppajoo2Belum ada peringkat
- Surface Condenser Eng2Dokumen5 halamanSurface Condenser Eng2MuhammadFikriBelum ada peringkat
- Bends - Route SelectionDokumen6 halamanBends - Route SelectionanishsrBelum ada peringkat
- Exception Handling Notes For Vtu StudentsDokumen42 halamanException Handling Notes For Vtu StudentshelloBelum ada peringkat
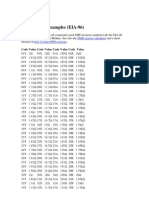
- SMD Resistor ExamplesDokumen5 halamanSMD Resistor Examplesmarcbuss100% (1)
- HP40 NBDokumen13 halamanHP40 NBTarun ChandraBelum ada peringkat
- People Soft Bundle Release Note 9 Bundle9Dokumen29 halamanPeople Soft Bundle Release Note 9 Bundle9rajiv_xguysBelum ada peringkat
- Home Automation Control System Using DTMFDokumen25 halamanHome Automation Control System Using DTMFengaydiBelum ada peringkat
- Thermofisher U01316-R2-Gp-Precision-Baths PDFDokumen73 halamanThermofisher U01316-R2-Gp-Precision-Baths PDFelduBelum ada peringkat
- PDFDokumen255 halamanPDFwrite2arshad_mBelum ada peringkat
- Project Title: Hotel Management Software Project: PurposeDokumen3 halamanProject Title: Hotel Management Software Project: PurposesuryaBelum ada peringkat
- POH NAVAJO Pa-31Dokumen438 halamanPOH NAVAJO Pa-31Mantenimiento CMA68475% (4)
- Epi Gear 1 PDFDokumen21 halamanEpi Gear 1 PDFTrevaughn ParkinsonBelum ada peringkat
- 9.16. Prepare A Plot of Work Per Pound Mole Versus The Pressue Ratio PDokumen6 halaman9.16. Prepare A Plot of Work Per Pound Mole Versus The Pressue Ratio PttussenoBelum ada peringkat
- State of Patriot MissilesDokumen13 halamanState of Patriot MissilesTaira Mai100% (1)
- Scarifier 9 Piecies Tooth TypeDokumen2 halamanScarifier 9 Piecies Tooth Typeangga setyawanBelum ada peringkat
- Mapplet InformaticaDokumen3 halamanMapplet InformaticaRamesh Babu BabuBelum ada peringkat
- T.C. Electronic M3000 User ManualDokumen78 halamanT.C. Electronic M3000 User ManualStanleyBelum ada peringkat
- Single Col - Tank-2013Dokumen35 halamanSingle Col - Tank-2013Hgagselim SelimBelum ada peringkat
- First-Man-Up User ManualDokumen24 halamanFirst-Man-Up User ManualJoshuaBelum ada peringkat