Anda mungkin juga menyukai
- Tues 12.10 Keynote C CutlerDokumen41 halamanTues 12.10 Keynote C CutlerquinteroudinaBelum ada peringkat
- Potash Environmental Review Document Revised FinalDokumen77 halamanPotash Environmental Review Document Revised FinalAnonymous oTrMzaBelum ada peringkat
- Hydraulic UTMDokumen14 halamanHydraulic UTMEduardo CruzBelum ada peringkat
- Density Measurement TechnologyDokumen16 halamanDensity Measurement TechnologySanjeev DibragedeBelum ada peringkat
- Magnetic FlowmetersDokumen72 halamanMagnetic FlowmetersJuan Manuel EscorihuelaBelum ada peringkat
- Process Design FundamentalsDokumen4 halamanProcess Design FundamentalsMojtabaPMBelum ada peringkat
- Analyzing APC Performance - Chemical Engineering Progress - Aug 2002Dokumen7 halamanAnalyzing APC Performance - Chemical Engineering Progress - Aug 2002psmsisasBelum ada peringkat
- Direct Insertion Density MeterDokumen7 halamanDirect Insertion Density MetersagitroseBelum ada peringkat
- Dokumen - Tips - Deltav Sis Standalone Deltav Documentsdeltav Sis Process Safety System WhitepaperDokumen13 halamanDokumen - Tips - Deltav Sis Standalone Deltav Documentsdeltav Sis Process Safety System WhitepaperIkhtiander IkhtianderBelum ada peringkat
- Nioec SP 70 01Dokumen55 halamanNioec SP 70 01Mohammad Amini100% (1)
- M Ulti-Phase Extraction: State-of-the-PracticeDokumen78 halamanM Ulti-Phase Extraction: State-of-the-PracticeSata AjjamBelum ada peringkat
- 000 Startup & AgendaDokumen4 halaman000 Startup & AgendaHoàng Minh ÁiBelum ada peringkat
- Tetra Pak Indirect UHT Unit PFF SSHE - PDDokumen4 halamanTetra Pak Indirect UHT Unit PFF SSHE - PDLotfi JeffaliBelum ada peringkat
- Hrs Heat Exchangers: Company PresentationDokumen30 halamanHrs Heat Exchangers: Company PresentationBouaita HalimBelum ada peringkat
- R83pqty5 Magnetic Flowmeter FDLDGAM 3 PDFDokumen38 halamanR83pqty5 Magnetic Flowmeter FDLDGAM 3 PDFFelix DanielBelum ada peringkat
- Slides CPC PDFDokumen536 halamanSlides CPC PDFJam imtiaz100% (1)
- Tech Talk Presentation - Emerson PDFDokumen34 halamanTech Talk Presentation - Emerson PDFHemanth KumarBelum ada peringkat
- SP 40 03Dokumen11 halamanSP 40 03masoud132Belum ada peringkat
- 16 Chemical Process Control FundamentalsDokumen28 halaman16 Chemical Process Control FundamentalsOmar FethiBelum ada peringkat
- UntitledDokumen11 halamanUntitledapi-256504985Belum ada peringkat
- Saes J 002Dokumen50 halamanSaes J 002Irfan AliBelum ada peringkat
- Distributed Control System: Submitted By: Roll No:35 To 59Dokumen35 halamanDistributed Control System: Submitted By: Roll No:35 To 59sningleBelum ada peringkat
- 70Dokumen41 halaman70masoud132Belum ada peringkat
- MicrocorTools 4 4-5-100156 Rev JDokumen104 halamanMicrocorTools 4 4-5-100156 Rev JEdgar I RamirezBelum ada peringkat
- Technical Parameter of Doing Waste Tyre Recycling Pyrolysis Oil MachineDokumen4 halamanTechnical Parameter of Doing Waste Tyre Recycling Pyrolysis Oil MachinepyrolysisoilBelum ada peringkat
- Fish Nutritionist in WorldDokumen29 halamanFish Nutritionist in WorldMitesh Ramteke100% (1)
- Cause & Effect Matrix-Rev2Dokumen3 halamanCause & Effect Matrix-Rev2Steve WanBelum ada peringkat
- Quick Start Guide To Using PID in Logix5000Dokumen9 halamanQuick Start Guide To Using PID in Logix5000vijaysatawBelum ada peringkat
- Field Service EngineerDokumen3 halamanField Service EngineerBonnie AndersonBelum ada peringkat
- Compressors PDFDokumen44 halamanCompressors PDFAhmed Khairi100% (1)
- Tetra Therm Aseptic Visco SSHEDokumen4 halamanTetra Therm Aseptic Visco SSHEsudheendracvkBelum ada peringkat
- Aseptic Double Chamber ValveDokumen46 halamanAseptic Double Chamber ValveTien Din TranBelum ada peringkat
- Profibus Decentralized Periphery Physical Layer: EMERSON Process Management Educational ServicesDokumen10 halamanProfibus Decentralized Periphery Physical Layer: EMERSON Process Management Educational ServicesAugusto CabreraBelum ada peringkat
- Introduction To State Variable Analysis in Control SystemDokumen9 halamanIntroduction To State Variable Analysis in Control SystemSarmila PatraBelum ada peringkat
- Presentation On in Plant Training in SQUARE Pharmaceuticals Ltd. (Dhaka Unit)Dokumen98 halamanPresentation On in Plant Training in SQUARE Pharmaceuticals Ltd. (Dhaka Unit)joy raj100% (1)
- Endress+Hauser Flow MeterDokumen110 halamanEndress+Hauser Flow Metervaradarajck893Belum ada peringkat
- What's Your Flow Control Valve Telling YouDokumen9 halamanWhat's Your Flow Control Valve Telling YouAlexander Ariza NadjarBelum ada peringkat
- Magnetic Flow Meter 1 - 6f9aDokumen16 halamanMagnetic Flow Meter 1 - 6f9aSilvaACABelum ada peringkat
- Process Control: An Introductory Guide To Final Control Element For Chemical Engineers (4 of 4)Dokumen56 halamanProcess Control: An Introductory Guide To Final Control Element For Chemical Engineers (4 of 4)mohammedBelum ada peringkat
- It Alarms and EventsDokumen494 halamanIt Alarms and Eventswramadhani65Belum ada peringkat
- Process Safety and InstrumentationDokumen1 halamanProcess Safety and InstrumentationGohar Muhammad KhanBelum ada peringkat
- Homogenizing Valves Tcm11 50776Dokumen8 halamanHomogenizing Valves Tcm11 50776Siddharth MohapatraBelum ada peringkat
- Engineering Report WritingDokumen4 halamanEngineering Report WritingFikan Mubarok RohimsyahBelum ada peringkat
- Interpreting PLCDokumen30 halamanInterpreting PLCpraveenBelum ada peringkat
- Distributed Control System (DCS)Dokumen96 halamanDistributed Control System (DCS)Abdul RawoofBelum ada peringkat
- Continental Pilot Plant Special ReportDokumen21 halamanContinental Pilot Plant Special ReportNathalie Jamett GuillierBelum ada peringkat
- Ligalub 50 PE - Peter Greven PDFDokumen2 halamanLigalub 50 PE - Peter Greven PDFk2 polyBelum ada peringkat
- Process EngineerDokumen3 halamanProcess EngineerJowy DeaunaBelum ada peringkat
- Complete Lines For Production of Juices and Concentrates B P EngineeringDokumen28 halamanComplete Lines For Production of Juices and Concentrates B P EngineeringNiki OrtizBelum ada peringkat
- Emergency ShutdownDokumen77 halamanEmergency ShutdownNazim MirzaBelum ada peringkat
- K-301 Pressure Instrumentation PDFDokumen8 halamanK-301 Pressure Instrumentation PDFRubén EnsalzadoBelum ada peringkat
- Computational Analysis of Thermal Behavior Within A Scraped Surface Heat Exchanger SSHEDokumen9 halamanComputational Analysis of Thermal Behavior Within A Scraped Surface Heat Exchanger SSHEEditor IJTSRDBelum ada peringkat
- Feedwater Deaerator: NIOEC-SP-47-05Dokumen11 halamanFeedwater Deaerator: NIOEC-SP-47-05masoud132Belum ada peringkat
- Chap01 - A Career in Process ControlDokumen44 halamanChap01 - A Career in Process ControlKeith MaddenBelum ada peringkat
- Chemical and Bio-Process Control: James B. Riggs M. Nazmul KarimDokumen44 halamanChemical and Bio-Process Control: James B. Riggs M. Nazmul KarimRiani ZipBelum ada peringkat
- Manufacturing Automation Lecture 2Dokumen38 halamanManufacturing Automation Lecture 2Kashan Aamir Aamir IshaqBelum ada peringkat
- Course Introduction: - KlmsDokumen75 halamanCourse Introduction: - Klms이정우Belum ada peringkat
- Model Reference Adaptive ControlDokumen57 halamanModel Reference Adaptive ControlmervebayrakBelum ada peringkat
- Reliability Calculations: What, Why, When & How Do We Benefit From Them?Dokumen16 halamanReliability Calculations: What, Why, When & How Do We Benefit From Them?Oussama AbderrahimBelum ada peringkat
- Script File To Calculate The Fugacity of A Mixture Based On TheDokumen5 halamanScript File To Calculate The Fugacity of A Mixture Based On TheHoàng Minh ÁiBelum ada peringkat
- 20/01/2018 17:43 MATLAB Command Window 1 of 1Dokumen1 halaman20/01/2018 17:43 MATLAB Command Window 1 of 1Hoàng Minh ÁiBelum ada peringkat
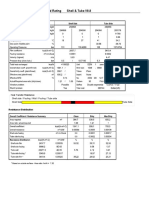
- Aspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceDokumen1 halamanAspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceHoàng Minh ÁiBelum ada peringkat
- Aspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceDokumen1 halamanAspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceHoàng Minh ÁiBelum ada peringkat
- CLCDokumen3 halamanCLCHoàng Minh ÁiBelum ada peringkat
- 4.1 16163070-BOM - 01 CommentedDokumen3 halaman4.1 16163070-BOM - 01 CommentedHoàng Minh ÁiBelum ada peringkat
- FLoodingDokumen17 halamanFLoodingHoàng Minh ÁiBelum ada peringkat
- Info RASCHIG Super Ring 250Dokumen24 halamanInfo RASCHIG Super Ring 250Hoàng Minh ÁiBelum ada peringkat
- FLooding FactorDokumen20 halamanFLooding FactorHoàng Minh ÁiBelum ada peringkat
- E5006 ModelDokumen1 halamanE5006 ModelHoàng Minh ÁiBelum ada peringkat
- HFHFDokumen37 halamanHFHFHoàng Minh ÁiBelum ada peringkat
- READMEDokumen4 halamanREADMEHoàng Minh ÁiBelum ada peringkat
- BVBVDokumen67 halamanBVBVHoàng Minh ÁiBelum ada peringkat
- Dresser Italia S.R.L.: MasoneilanDokumen1 halamanDresser Italia S.R.L.: MasoneilanHoàng Minh ÁiBelum ada peringkat
- Dresser Italia S.R.L.: MasoneilanDokumen1 halamanDresser Italia S.R.L.: MasoneilanHoàng Minh ÁiBelum ada peringkat
- FLoodingDokumen4 halamanFLoodingHoàng Minh ÁiBelum ada peringkat
- NCNCDokumen2 halamanNCNCHoàng Minh ÁiBelum ada peringkat
- EML PumpDokumen6 halamanEML PumpJordan Alejandro CoronaBelum ada peringkat
- GDGDFDokumen8 halamanGDGDFHoàng Minh ÁiBelum ada peringkat
- Optimized Gas Treating, IncDokumen1 halamanOptimized Gas Treating, IncHoàng Minh ÁiBelum ada peringkat
- Optimized Gas Treating, Inc PDFDokumen1 halamanOptimized Gas Treating, Inc PDFHoàng Minh ÁiBelum ada peringkat
- GPSADokumen13 halamanGPSAMuhammadBelum ada peringkat
- 02APCOVDokumen48 halaman02APCOVHoàng Minh ÁiBelum ada peringkat
- 03RMPCODokumen58 halaman03RMPCOHoàng Minh ÁiBelum ada peringkat
- Find The Best Licensing Option For Your Business - WangDokumen36 halamanFind The Best Licensing Option For Your Business - WangHoàng Minh ÁiBelum ada peringkat
- Profit Controller - Implementation Course 4516: Process SolutionsDokumen5 halamanProfit Controller - Implementation Course 4516: Process SolutionsHoàng Minh ÁiBelum ada peringkat
- Seal 1Dokumen6 halamanSeal 1Hoàng Minh ÁiBelum ada peringkat
- Ese 00528 enDokumen36 halamanEse 00528 enHoàng Minh ÁiBelum ada peringkat
- Api ListDokumen2 halamanApi ListHoàng Minh Ái50% (2)
- Phase Two Software Quality Assurance Plan: 1. PurposeDokumen4 halamanPhase Two Software Quality Assurance Plan: 1. PurposeAB GammerBelum ada peringkat
- Advanced Control Using MatlabDokumen547 halamanAdvanced Control Using MatlabIonelCopBelum ada peringkat
- Praxis CSV BasicsDokumen17 halamanPraxis CSV BasicsNitin KashyapBelum ada peringkat
- Unit 5Dokumen68 halamanUnit 5Yash VoraBelum ada peringkat
- FSCAE ISO26262 E AgendaDokumen3 halamanFSCAE ISO26262 E Agendanhmphuc1412Belum ada peringkat
- Laws of ThermodynamicsDokumen34 halamanLaws of ThermodynamicshashimsaadfamilyBelum ada peringkat
- Shenker Logic and EntropyDokumen26 halamanShenker Logic and Entropyg0rilla55Belum ada peringkat
- 01 Industrial Automation ControllersDokumen29 halaman01 Industrial Automation ControllersNirjhar BhatnaagarBelum ada peringkat
- Analogy RLC en Mass Spring Dash PotDokumen26 halamanAnalogy RLC en Mass Spring Dash Potjef_aernoutsBelum ada peringkat
- Artificial Neural Networks Mathematics of Backpropagation (Part 4) - BRIAN DOLHANSKYDokumen9 halamanArtificial Neural Networks Mathematics of Backpropagation (Part 4) - BRIAN DOLHANSKYEdikan AkpanBelum ada peringkat
- Institute of Engineering & Technology, Devi Ahilya University, Indore, (M.P.), India. (Scheme Effective From July 2015)Dokumen1 halamanInstitute of Engineering & Technology, Devi Ahilya University, Indore, (M.P.), India. (Scheme Effective From July 2015)Rohan NewaskarBelum ada peringkat
- Scilab - Fundamental of Thermodynamics - Moran and ShapiroDokumen232 halamanScilab - Fundamental of Thermodynamics - Moran and ShapiroMoyses Naves de MoraesBelum ada peringkat
- Etd Unit 2 2MDokumen9 halamanEtd Unit 2 2MJeya PrakashBelum ada peringkat
- FSC ProjectDokumen9 halamanFSC ProjectAnonymous 91hJec40rHBelum ada peringkat
- Intelligent AgentsDokumen24 halamanIntelligent Agentsrohitmanhas02100% (2)
- Assignment 2023-1Dokumen2 halamanAssignment 2023-1HiBelum ada peringkat
- ThermodynamicsDokumen13 halamanThermodynamicssingh.aaradhya2007Belum ada peringkat
- Cropping ShearDokumen2 halamanCropping Shearrazen_inBelum ada peringkat
- Lecture 3 DSP Discrete-Time Signals and SystemsDokumen11 halamanLecture 3 DSP Discrete-Time Signals and SystemsManish PadhraBelum ada peringkat
- LSZH App1 Ils14 PDFDokumen1 halamanLSZH App1 Ils14 PDFRadu Andrei MalicaBelum ada peringkat
- Intelligent Document Processing in Logistics (IDP)Dokumen20 halamanIntelligent Document Processing in Logistics (IDP)josemporcelBelum ada peringkat
- Software Engineering NotesDokumen61 halamanSoftware Engineering NotesAnonymous L7XrxpeI1z100% (3)
- XIV. The Requirements Specification Document (RSD)Dokumen9 halamanXIV. The Requirements Specification Document (RSD)Gaurav AgarwalBelum ada peringkat
- Mca 5 Compiled Vol - IIDokumen125 halamanMca 5 Compiled Vol - IIBala SubramanianBelum ada peringkat
- Assignment 1Dokumen7 halamanAssignment 1hansingBelum ada peringkat
- Se - FmeaDokumen21 halamanSe - FmeaAshokBelum ada peringkat
- Software Risk Checklist - Department of Defense - NASA - USADokumen24 halamanSoftware Risk Checklist - Department of Defense - NASA - USAFernando Santucci100% (2)
- MSAI 04 - JidokaDokumen44 halamanMSAI 04 - JidokaUlriksenBelum ada peringkat
- Audrey Lei B. Pike IS209 Co6 Lab: Phy02: (Metal)Dokumen3 halamanAudrey Lei B. Pike IS209 Co6 Lab: Phy02: (Metal)MaikaBelum ada peringkat
- ADIRUDokumen6 halamanADIRUAldo GrenatBelum ada peringkat