Anda mungkin juga menyukai
- Drilling Engineering Problems and Solutions: A Field Guide for Engineers and StudentsDari EverandDrilling Engineering Problems and Solutions: A Field Guide for Engineers and StudentsPenilaian: 5 dari 5 bintang5/5 (1)
- Drill String MaintenanceDokumen6 halamanDrill String MaintenanceJohan GermonpreBelum ada peringkat
- Stabilizer TypeDokumen14 halamanStabilizer TypeAdin PraviMoški PartAdisBelum ada peringkat
- Drill Pipe Thread DataDokumen4 halamanDrill Pipe Thread Datakahutzed666Belum ada peringkat
- Prem ConnectionDokumen2 halamanPrem ConnectionJan Arild SkappelBelum ada peringkat
- ED Brochure Clean Up ToolsDokumen8 halamanED Brochure Clean Up ToolsilkerkozturkBelum ada peringkat
- Corpro Coring PresentationDokumen80 halamanCorpro Coring PresentationemmanuelBelum ada peringkat
- Drill Pipe Performance SheetDokumen3 halamanDrill Pipe Performance SheetGarcia C L AlbertoBelum ada peringkat
- NS-5 DSFP Rig Team Handbook PDFDokumen84 halamanNS-5 DSFP Rig Team Handbook PDFkellycookwpBelum ada peringkat
- Seminar Casing FailureDokumen27 halamanSeminar Casing FailurehshobeyriBelum ada peringkat
- Aluminum Alloy Drill PipeDokumen20 halamanAluminum Alloy Drill PipeMark Garrett100% (1)
- Blocks Drilling Line 3rd Ed PreviewwtrmrkDokumen28 halamanBlocks Drilling Line 3rd Ed PreviewwtrmrkAmbrish Rai100% (1)
- 9 - What Is A Special Drift CasingDokumen2 halaman9 - What Is A Special Drift CasingLuis David Concha CastilloBelum ada peringkat
- Drilling NotebookDokumen96 halamanDrilling NotebookOmar Rosado Roldan0% (1)
- Drill Pipe and Drill Collars From ChinaDokumen186 halamanDrill Pipe and Drill Collars From ChinavangoetheBelum ada peringkat
- DC Make-Up TorqueDokumen5 halamanDC Make-Up TorquepatelsujanBelum ada peringkat
- ISS-059 Inspection Guidlines HP HosesDokumen7 halamanISS-059 Inspection Guidlines HP HosesforajistuBelum ada peringkat
- New BHA Connection Enhances Fatigue Performance For Difficult Drilling ApplicationsDokumen3 halamanNew BHA Connection Enhances Fatigue Performance For Difficult Drilling Applicationsabegarza1Belum ada peringkat
- VAM Catalog 2011Dokumen116 halamanVAM Catalog 2011Anoop SVBelum ada peringkat
- Barco BJ PDFDokumen9 halamanBarco BJ PDFJose CamachoBelum ada peringkat
- API Non Upset EndDokumen1 halamanAPI Non Upset EndChoerunnisa Firli FitriahBelum ada peringkat
- What You Need To Know About Drilling Bit Balling Up and How To Troubleshooting ItDokumen3 halamanWhat You Need To Know About Drilling Bit Balling Up and How To Troubleshooting ItShoaib KhalilBelum ada peringkat
- API Casing Color CodesDokumen2 halamanAPI Casing Color CodesRajmohan BabuBelum ada peringkat
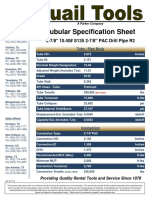
- Tubular Specification Sheet: 2-7/8" 10.40# S135 2-7/8" PAC Drill Pipe R2Dokumen1 halamanTubular Specification Sheet: 2-7/8" 10.40# S135 2-7/8" PAC Drill Pipe R2Mamani Vargas Wiljho100% (1)
- Cup TesterDokumen22 halamanCup Testermiguel mendoza0% (1)
- Tubulars - Connections (W250) Mar 08 - Part 3Dokumen15 halamanTubulars - Connections (W250) Mar 08 - Part 3Mike Ross100% (1)
- Cup Tester Torque ValuesDokumen3 halamanCup Tester Torque ValuesDorin Radu100% (1)
- Bop TestDokumen1 halamanBop TestAbdul Hameed OmarBelum ada peringkat
- Bop Test Info PDFDokumen18 halamanBop Test Info PDFjairaso2950Belum ada peringkat
- DrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFDokumen3 halamanDrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFGarcia C L Alberto100% (1)
- Spe 196232 MSDokumen18 halamanSpe 196232 MShijoetigreBelum ada peringkat
- HH SwivelDokumen3 halamanHH SwivelHoracio LafuenteBelum ada peringkat
- Drill String Design Group 3Dokumen15 halamanDrill String Design Group 3Anusha AnuBelum ada peringkat
- Optimal Spacing For Casing Centralizer PDFDokumen10 halamanOptimal Spacing For Casing Centralizer PDFimampranadipaBelum ada peringkat
- SB Drill CollarDokumen51 halamanSB Drill CollarJeff ZhangBelum ada peringkat
- Stuckey Casing ScrapersDokumen5 halamanStuckey Casing ScrapersGeorge Lamey0% (1)
- Rubicon D455 Safety JointsDokumen12 halamanRubicon D455 Safety JointsEmad JamshidiBelum ada peringkat
- Rotary Shouldered Connections BMCPDokumen37 halamanRotary Shouldered Connections BMCPOGIS MKBelum ada peringkat
- Drill Pipe Float Valves CatalogueDokumen14 halamanDrill Pipe Float Valves Cataloguecorsini999100% (1)
- PDC Drilling ProceduresDokumen8 halamanPDC Drilling ProceduresJosue FishBelum ada peringkat
- Well CommanderDokumen8 halamanWell Commanderice_PLBelum ada peringkat
- Drill String DesignDokumen117 halamanDrill String DesignMuhammad Imran100% (2)
- Manual: CDQ (S) Sucker Rod ElevatorsDokumen5 halamanManual: CDQ (S) Sucker Rod ElevatorsDarshan MakwanaBelum ada peringkat
- Drill Pipe ChartsDokumen11 halamanDrill Pipe ChartsSean PorterBelum ada peringkat
- Trip Sheet For RigDokumen1 halamanTrip Sheet For Rigankurume1984100% (1)
- Diverter Drilling System For Well Control Full GuideDokumen19 halamanDiverter Drilling System For Well Control Full GuiderahulBelum ada peringkat
- TPWSD Catalog 2010Dokumen36 halamanTPWSD Catalog 2010miguel mendozaBelum ada peringkat
- Drilling Tools CatalogDokumen96 halamanDrilling Tools CatalogRzvn100% (1)
- Junk Subs (JUNK BASKET)Dokumen1 halamanJunk Subs (JUNK BASKET)mosli_Belum ada peringkat
- Rotary SystemDokumen17 halamanRotary Systemgo25101992Belum ada peringkat
- Casing Cup TesterDokumen3 halamanCasing Cup TesterWei ShangBelum ada peringkat
- Top Co Catalog July 2016 - R14Dokumen19 halamanTop Co Catalog July 2016 - R14Henry MataBelum ada peringkat
- Drill CollarDokumen1 halamanDrill CollarGuillermo Rangel AvalosBelum ada peringkat
- Preventive Maintenance Program For Spherical Blowout PreventerDokumen19 halamanPreventive Maintenance Program For Spherical Blowout Preventernjava1978100% (1)
- Circulating SwagesDokumen1 halamanCirculating Swageskaveh-bahiraeeBelum ada peringkat
- Fundamentals and Applications of Bionic Drilling FluidsDari EverandFundamentals and Applications of Bionic Drilling FluidsBelum ada peringkat
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDari EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsBelum ada peringkat
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbDari EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbPenilaian: 4.5 dari 5 bintang4.5/5 (11)
- 0262 PDFDokumen2 halaman0262 PDFDerry RahmaBelum ada peringkat
- FSFSFFDokumen615 halamanFSFSFFYessy Noviyanti KawiBelum ada peringkat
- Ebay: "The World's Largest Online Marketplace" - A Case StudyDokumen7 halamanEbay: "The World's Largest Online Marketplace" - A Case StudySmijin.P.SBelum ada peringkat
- Chapter One Company StructureDokumen32 halamanChapter One Company StructureDerry RahmaBelum ada peringkat
- Cheat Codes SkyrimDokumen13 halamanCheat Codes SkyrimDerry RahmaBelum ada peringkat
- Cheat Codes SkyrimDokumen13 halamanCheat Codes SkyrimDerry RahmaBelum ada peringkat
- MT II Exercise 2Dokumen17 halamanMT II Exercise 2Derry RahmaBelum ada peringkat
- Cheat Codes SkyrimDokumen13 halamanCheat Codes SkyrimDerry RahmaBelum ada peringkat
- A7XDokumen1 halamanA7XNDank SaBelum ada peringkat
- Astm E111-97Dokumen7 halamanAstm E111-97Uri Sterin100% (2)
- An Infinite Row of Collinear Cracks in An Infinite Elastic SheetDokumen5 halamanAn Infinite Row of Collinear Cracks in An Infinite Elastic SheetXI CHENBelum ada peringkat
- WRS49 AKDWdespieceDokumen3 halamanWRS49 AKDWdespieceJaime Velazquez100% (1)
- SP 1212 Check SheetDokumen5 halamanSP 1212 Check SheetDaniel MartinezBelum ada peringkat
- Anchor Bolt - AISC ASDDokumen7 halamanAnchor Bolt - AISC ASDameyyammaiBelum ada peringkat
- Axle, Front - Differential CarrierDokumen3 halamanAxle, Front - Differential CarrierHusi NihaBelum ada peringkat
- Lemken Spare Parts Catalogue enDokumen116 halamanLemken Spare Parts Catalogue enVlad Ptashnichenko100% (2)
- Transducer AccessoriesDokumen6 halamanTransducer AccessoriesMohan ArumugavallalBelum ada peringkat
- Riteflex 640aDokumen3 halamanRiteflex 640aazaleaemersonBelum ada peringkat
- SBTET AP C-14 SYLLABUS DME IV SemesterDokumen36 halamanSBTET AP C-14 SYLLABUS DME IV Semesterthirukumar50% (2)
- Iso 679 2009Dokumen12 halamanIso 679 2009HanifBelum ada peringkat
- RK-2001E2 English TraductionDokumen2 halamanRK-2001E2 English TraductionwxcvbnnbvcxwBelum ada peringkat
- Glean AirDokumen2 halamanGlean AirMan CangkulBelum ada peringkat
- DRG PDFDokumen4 halamanDRG PDFMustafa MowfakBelum ada peringkat
- Range Rover Manual Service ToolsDokumen10 halamanRange Rover Manual Service ToolsLouise RogersBelum ada peringkat
- An Aeroelastic Analysis of A Thin Flexible Membrane: Robert C. Scott and Robert E. BartelsDokumen17 halamanAn Aeroelastic Analysis of A Thin Flexible Membrane: Robert C. Scott and Robert E. Bartelsgandalf500Belum ada peringkat
- Ball Mill Heat Balance ExplanationDokumen4 halamanBall Mill Heat Balance ExplanationVisnu Sankar67% (3)
- 2.6 Force Pulley SystemDokumen8 halaman2.6 Force Pulley SystemOmkara HiteshBelum ada peringkat
- 05-1 N T4 Hydraulic Section Rev1Dokumen128 halaman05-1 N T4 Hydraulic Section Rev1Fútbol y más100% (1)
- Filcord C: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsDokumen2 halamanFilcord C: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsPavelBelum ada peringkat
- Blast Valve PV-KK-WDokumen2 halamanBlast Valve PV-KK-WyousufbashaBelum ada peringkat
- Cibse Variable Flow DPCV CPDDokumen44 halamanCibse Variable Flow DPCV CPDmannu11Belum ada peringkat
- Manual Perkins 2800 SeriesDokumen122 halamanManual Perkins 2800 SeriesAnonymous tXzjQAJttH100% (1)
- Experiment - 06 - ViscosityDokumen7 halamanExperiment - 06 - Viscosityadimegha0% (1)
- 422FDokumen24 halaman422FVictor Raul Osnayo Mamani100% (2)
- 600 KN Towing Winch ManualDokumen173 halaman600 KN Towing Winch ManualMartellusBelum ada peringkat
- 04 NAC Initial Transverse Stability (160213)Dokumen21 halaman04 NAC Initial Transverse Stability (160213)Gilles MathieuBelum ada peringkat
- SC30T MichaelDokumen3 halamanSC30T Michaelmichaelmerlan0% (1)
- MechanicalDokumen2 halamanMechanicalHalar MaymonBelum ada peringkat
- Example 84Dokumen58 halamanExample 84youceftliBelum ada peringkat