Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Mill SettingsDokumen1 halamanMill SettingsBahtiar YudhistiraBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- 21-Industrial Vibration AnalysisDokumen5 halaman21-Industrial Vibration Analysissuna06m6403100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Management of Technology - 12th Conference PapersDokumen485 halamanManagement of Technology - 12th Conference PapersKemoy JohnsonBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Bestpractices1recovered 12731576890115 Phpapp02 PDFDokumen52 halamanBestpractices1recovered 12731576890115 Phpapp02 PDFKaleemUddinBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Flash vs. Commodity Calcination Methods in CoatingsDokumen19 halamanFlash vs. Commodity Calcination Methods in CoatingsKemoy JohnsonBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Leading vs Lagging KPIs for Maintenance ExcellenceDokumen0 halamanLeading vs Lagging KPIs for Maintenance ExcellenceJade GeorgeBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Calcine Methods Standard and Flash PDFDokumen19 halamanCalcine Methods Standard and Flash PDFKemoy JohnsonBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Procedure Based MaintDokumen27 halamanProcedure Based Maintnish1802Belum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- AK Training - Common Rail Diesel Fuel SystemsDokumen61 halamanAK Training - Common Rail Diesel Fuel Systemslongtrandang5867100% (20)
- Balances en Produccion Zeolitas PDFDokumen5 halamanBalances en Produccion Zeolitas PDFalvarezriBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Brix CurveDokumen4 halamanBrix CurveKemoy Johnson100% (8)
- Bibby CouplingsDokumen25 halamanBibby CouplingsKemoy JohnsonBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Vibration TechnologyDokumen18 halamanVibration TechnologySakthimgsBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- 21-Industrial Vibration AnalysisDokumen5 halaman21-Industrial Vibration Analysissuna06m6403100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Alfa Laval Pump Handbook PDFDokumen257 halamanAlfa Laval Pump Handbook PDFkashifwarsiBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Microstructure, Deformation and Cracking Characteristics of Thermal Spray Ferrous CoatingsDokumen14 halamanMicrostructure, Deformation and Cracking Characteristics of Thermal Spray Ferrous CoatingsKemoy JohnsonBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Export Import Condition of BangladeshDokumen19 halamanExport Import Condition of BangladeshYeasir Malik100% (9)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Strike On MRFDokumen5 halamanStrike On MRFMegha YmtBelum ada peringkat
- Quan Tri TCQTDokumen44 halamanQuan Tri TCQTHồ NgânBelum ada peringkat
- Communication Matrix 2018Dokumen4 halamanCommunication Matrix 2018Mahmood ArafatBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- RA 7183 FirecrackersDokumen2 halamanRA 7183 FirecrackersKathreen Lavapie100% (1)
- Managing in Global EnvironmentDokumen21 halamanManaging in Global EnvironmentShelvy SilviaBelum ada peringkat
- Dgcis Report Kolkata PDFDokumen12 halamanDgcis Report Kolkata PDFABCDBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- SSHC PaystubDokumen1 halamanSSHC Paystubnsampson739Belum ada peringkat
- Kheda Satyagraha - 3291404Dokumen27 halamanKheda Satyagraha - 3291404Bhaskar AmasaBelum ada peringkat
- Indigo by Louis FischerDokumen6 halamanIndigo by Louis Fischermitasha_saini100% (5)
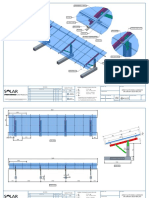
- Array 5x2 On Concrete Block Ballast-01Dokumen2 halamanArray 5x2 On Concrete Block Ballast-01Wisnu WicaksonoBelum ada peringkat
- Calculate Savings, Loans, Annuities and Present/Future ValuesDokumen1 halamanCalculate Savings, Loans, Annuities and Present/Future ValuesNaveed NawazBelum ada peringkat
- Tesda Perpetual and Periodic Inventory SystemsDokumen6 halamanTesda Perpetual and Periodic Inventory Systemsnelia d. onteBelum ada peringkat
- Chapter 8 - National IncomeDokumen34 halamanChapter 8 - National IncomePhranxies Jean Loay BlayaBelum ada peringkat
- CBDT GUIDELINES FOR PRIOR PERMISSION UNDER SECTION 281Dokumen11 halamanCBDT GUIDELINES FOR PRIOR PERMISSION UNDER SECTION 281hemantbaidBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Membership ListDokumen17 halamanMembership ListFinmark Business GroupBelum ada peringkat
- Deed of Absolute Sale (Condo)Dokumen5 halamanDeed of Absolute Sale (Condo)g printBelum ada peringkat
- Princeton Economics Archive Three-Faces-Inflation PDFDokumen3 halamanPrinceton Economics Archive Three-Faces-Inflation PDFadamvolkovBelum ada peringkat
- Communicating Vessels Communicating Vessels Issue 20 Fallwinter 20082009Dokumen48 halamanCommunicating Vessels Communicating Vessels Issue 20 Fallwinter 20082009captainfreakoutBelum ada peringkat
- Network PlanningDokumen59 halamanNetwork PlanningVignesh ManickamBelum ada peringkat
- Keegan02 The Global Economic EnvironmentDokumen17 halamanKeegan02 The Global Economic Environmentaekram faisalBelum ada peringkat
- Conforming Vs Nonconforming Material Control SystemDokumen5 halamanConforming Vs Nonconforming Material Control SystemManu ElaBelum ada peringkat
- Globalization 4Dokumen7 halamanGlobalization 4umamaheshcoolBelum ada peringkat
- Visa Cashless Cities ReportDokumen68 halamanVisa Cashless Cities ReportmikeBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Tata Motors Suv Segment ProjectDokumen57 halamanTata Motors Suv Segment ProjectmonikaBelum ada peringkat
- Liquidity Preference TheoryDokumen5 halamanLiquidity Preference TheoryAaquib AhmadBelum ada peringkat
- PRESENTATION: Myth or Magic Singapore Health SystemDokumen45 halamanPRESENTATION: Myth or Magic Singapore Health SystemADB Health Sector Group100% (1)
- AcpcDokumen21 halamanAcpcapi-293268314Belum ada peringkat
- Teacher's Notes - Reading File 7: Learning Objectives in This LessonDokumen1 halamanTeacher's Notes - Reading File 7: Learning Objectives in This LessonKsusha HBelum ada peringkat
- Robot Book of KukaDokumen28 halamanRobot Book of KukaSumit MahajanBelum ada peringkat
- The Diabetes Code: Prevent and Reverse Type 2 Diabetes NaturallyDari EverandThe Diabetes Code: Prevent and Reverse Type 2 Diabetes NaturallyPenilaian: 5 dari 5 bintang5/5 (1)
- Keto Friendly Recipes: Easy Keto For Busy PeopleDari EverandKeto Friendly Recipes: Easy Keto For Busy PeoplePenilaian: 2 dari 5 bintang2/5 (1)