Anda mungkin juga menyukai
- Ciné Equ Mouv Trans (Prof)Dokumen1 halamanCiné Equ Mouv Trans (Prof)mathx34694Belum ada peringkat
- GC Calculs de ChargesDokumen15 halamanGC Calculs de Chargesbootsybaby100% (1)
- Corrige Cours Flex I OnDokumen6 halamanCorrige Cours Flex I Onmathx34694Belum ada peringkat
- BACPRO CHAUDRON Preparation D Une Fabrication 2007Dokumen7 halamanBACPRO CHAUDRON Preparation D Une Fabrication 2007mathx34694Belum ada peringkat
- SKILLS M02F Assemblages Continuite PlatinesdAbout Partie1 v3Dokumen3 halamanSKILLS M02F Assemblages Continuite PlatinesdAbout Partie1 v3mathx34694Belum ada peringkat
- Cours TractionCORDokumen2 halamanCours TractionCORmathx34694Belum ada peringkat
- DilatationDokumen2 halamanDilatationmathx34694Belum ada peringkat
- Bacpro-Chaudro 2003Dokumen10 halamanBacpro-Chaudro 2003mathx34694Belum ada peringkat
- Dynamique PDFDokumen6 halamanDynamique PDFmathx34694Belum ada peringkat
- Poutre Continue++++++++++Dokumen24 halamanPoutre Continue++++++++++mathx34694Belum ada peringkat
- Hangar Métalique Sur RobotDokumen42 halamanHangar Métalique Sur RobotAnonymous DjA2T2I2100% (1)
- Dalle en Beton ArmeDokumen2 halamanDalle en Beton Armemathx34694Belum ada peringkat
- Résistance Des MatériauxDokumen4 halamanRésistance Des Matériauxmathx34694Belum ada peringkat
- SKILLS G05F ConceptionCalcul Portiques GuideSSB04 v4Dokumen145 halamanSKILLS G05F ConceptionCalcul Portiques GuideSSB04 v4GuillaumeHNOBelum ada peringkat
- SKILLS M02F Assemblages Continuite PlatinesdAbout Partie1 v3Dokumen3 halamanSKILLS M02F Assemblages Continuite PlatinesdAbout Partie1 v3mathx34694Belum ada peringkat
- CDCF Et FastDokumen12 halamanCDCF Et Fastmathx34694Belum ada peringkat
- Descente de ChargeDokumen5 halamanDescente de ChargeMoussa Sow100% (1)
- Eurocode 2 en 1992 Calcul Des Structures en BtonDokumen29 halamanEurocode 2 en 1992 Calcul Des Structures en Btonmathx34694100% (1)
- Corrige FractionsDokumen1 halamanCorrige Fractionsmathx34694Belum ada peringkat
- Bts Ati - ReferentielDokumen133 halamanBts Ati - Referentielmathx34694Belum ada peringkat
- COURS Analyse Fonctionnelle PRDokumen11 halamanCOURS Analyse Fonctionnelle PRmathx34694Belum ada peringkat
- SKILLS M02F - Assemblages de Continuite Par Platines D - About - Partie 1 PDFDokumen90 halamanSKILLS M02F - Assemblages de Continuite Par Platines D - About - Partie 1 PDFsaraBelum ada peringkat
- CDCF Et FastDokumen12 halamanCDCF Et Fastmathx34694Belum ada peringkat
- Les FractionsDokumen1 halamanLes Fractionsmathx34694Belum ada peringkat
- Diagramme FAST PDFDokumen3 halamanDiagramme FAST PDFHaitam Dagdag100% (1)
- Mecanique Dec 2005Dokumen273 halamanMecanique Dec 2005DODOHICHAM100% (1)
- A Just EmentsDokumen106 halamanA Just Ementsmathx34694Belum ada peringkat
- La Resistance Des Materiaux-Extrait PDFDokumen21 halamanLa Resistance Des Materiaux-Extrait PDFNaoufel Akr100% (1)
- Eurocode 2 en 1992 Calcul Des Structures en BtonDokumen29 halamanEurocode 2 en 1992 Calcul Des Structures en Btonmathx34694100% (1)
- Caractrisques Gomtriques Des SectionsDokumen12 halamanCaractrisques Gomtriques Des SectionsLouc IngBelum ada peringkat
- Support Moteur - Pieces Automobile - COGEFA FranceDokumen206 halamanSupport Moteur - Pieces Automobile - COGEFA FranceMamphayssou N'GUESSANBelum ada peringkat
- Bomop1487 - Semaine Du 06 Au 12 Mars 2016 PDFDokumen140 halamanBomop1487 - Semaine Du 06 Au 12 Mars 2016 PDFسرب النحلBelum ada peringkat
- Plaque Et Coque DevoirDokumen4 halamanPlaque Et Coque DevoirImane SabiriBelum ada peringkat
- 03 Défis Et Enjeux Dans Lentreprise 2 1 PDFDokumen25 halaman03 Défis Et Enjeux Dans Lentreprise 2 1 PDFZied MessaoudiBelum ada peringkat
- Guide Geotechnique 09 2011Dokumen8 halamanGuide Geotechnique 09 2011g3ingBelum ada peringkat
- Setra - Les Ponts TypeDokumen49 halamanSetra - Les Ponts TypeMansour Lassoued100% (1)
- Equipements PamDokumen84 halamanEquipements PamJamaa100% (1)
- TP 4Dokumen3 halamanTP 4Hichem Hamdi100% (1)
- CameDokumen7 halamanCamemasteratsiiBelum ada peringkat
- Sommaire Théorie Et Pratique de La GéotechniqueDokumen31 halamanSommaire Théorie Et Pratique de La GéotechniqueLe Moniteur Boutique100% (1)
- Approche Multicritere de L'utilisation de Materiaux Dans Les ChausséesDokumen220 halamanApproche Multicritere de L'utilisation de Materiaux Dans Les ChausséeslkuiateBelum ada peringkat
- 3A CalculatorDokumen3 halaman3A Calculatorsalah chegriBelum ada peringkat
- Brochure AciersDokumen4 halamanBrochure AciersExactly01Belum ada peringkat
- Memoire Didilou V4Dokumen72 halamanMemoire Didilou V4Fatima Diop100% (1)
- SECURELIFT Ascenseur Positionnement EN-FRpdfDokumen2 halamanSECURELIFT Ascenseur Positionnement EN-FRpdfdrevetph6233Belum ada peringkat
- Series D'xercicesDokumen21 halamanSeries D'xercicesSoumia Lioness Orihimie33% (3)
- TD Liaison SérieDokumen4 halamanTD Liaison SérienawzatBelum ada peringkat
- Chapitre 6. Effort TranchantDokumen12 halamanChapitre 6. Effort TranchantAbdoul Nasser Ousseini DaoudaBelum ada peringkat
- Lista de Preturi PRO Legrand Romania - August 20071Dokumen948 halamanLista de Preturi PRO Legrand Romania - August 20071Mena Balan Serbu100% (1)
- Asmobax Aciers Speciaux PDFDokumen2 halamanAsmobax Aciers Speciaux PDFARRAMIBelum ada peringkat
- polyNFP107 2trDokumen196 halamanpolyNFP107 2trPrincissa Amira GhachemBelum ada peringkat
- Poutre BetonDokumen9 halamanPoutre BetonboudoualBelum ada peringkat
- Chapitre 6 - Machine SynchroneDokumen13 halamanChapitre 6 - Machine SynchroneChakib Ka100% (1)
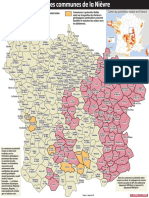
- Carte Du Potentiel Radon Des Communes de La NièvreDokumen1 halamanCarte Du Potentiel Radon Des Communes de La NièvreAmélie JamesBelum ada peringkat
- PFE Wifi Offload 3GDokumen106 halamanPFE Wifi Offload 3GKais Ameur100% (2)
- B104B Aérosol Lot PL190800710-1 - REL DCDokumen2 halamanB104B Aérosol Lot PL190800710-1 - REL DCMed Ali SmaouiBelum ada peringkat
- EviewsDokumen31 halamanEviewsM'hammed Abouziane100% (1)
- Configuration Et Mise en Place D'un DatacenterDokumen49 halamanConfiguration Et Mise en Place D'un DatacenterLaffineur Eric100% (2)
- Modelisation D'effets Non Lineaires Dans Les Cristaux Photoniques, Application A La Limitation OptiqueDokumen144 halamanModelisation D'effets Non Lineaires Dans Les Cristaux Photoniques, Application A La Limitation OptiqueAmiroucheBelum ada peringkat
- Planteuse BRACKE P 11 FSIDokumen2 halamanPlanteuse BRACKE P 11 FSISantiago Puyen VillegasBelum ada peringkat