Anda mungkin juga menyukai
- Evaporative CoolingDokumen2 halamanEvaporative CoolingSanjana SahajramaniBelum ada peringkat
- Lab ReportDokumen9 halamanLab ReportJojenBelum ada peringkat
- Agricultural MechanizationDokumen3 halamanAgricultural MechanizationSAMIA AKHTARBelum ada peringkat
- Module 1 Introduction of Cold RoomDokumen12 halamanModule 1 Introduction of Cold RoomVunxz VunBelum ada peringkat
- Meat ProductsDokumen18 halamanMeat ProductsChristian Oribe CastilloBelum ada peringkat
- Mogaji and FapetuDokumen12 halamanMogaji and FapetuRavikiran TatavarthyBelum ada peringkat
- Fabrication of Air Conditioner Integrated With Water Cooler and Water HeaterDokumen7 halamanFabrication of Air Conditioner Integrated With Water Cooler and Water HeaterEditor IjasreBelum ada peringkat
- Classification of GreenhousesDokumen5 halamanClassification of GreenhousesDrSHAILENDRA MANEBelum ada peringkat
- DryingDokumen7 halamanDryingYong JinBelum ada peringkat
- Rice Post Production ProcessingDokumen7 halamanRice Post Production ProcessingMenard SoniBelum ada peringkat
- Principles of Irrigation PDFDokumen39 halamanPrinciples of Irrigation PDFShivam Mehra80% (5)
- Unit Operations in Food ProcessingDokumen19 halamanUnit Operations in Food ProcessingGup Rat0% (1)
- Cooking EquipmentDokumen44 halamanCooking EquipmentLiamar Grace DefiñoBelum ada peringkat
- Hot & Dry ClimateDokumen16 halamanHot & Dry ClimateCollenne Kaye-Lie Garcia UyBelum ada peringkat
- Air Conditioning NotesDokumen6 halamanAir Conditioning NotesYash TewariBelum ada peringkat
- Site ClimateDokumen25 halamanSite ClimateNihal Singh VermaBelum ada peringkat
- VAPOUR HEAT TREATMENT, Waheed, HussainDokumen22 halamanVAPOUR HEAT TREATMENT, Waheed, Hussainravi kolakaluri80% (5)
- Thermal Modeling of A Ridge-Ventilated Greenhouse Equipped With Longitudinally Distributed Evaporative Cooling PadsDokumen8 halamanThermal Modeling of A Ridge-Ventilated Greenhouse Equipped With Longitudinally Distributed Evaporative Cooling PadsPurushotham PaspuletiBelum ada peringkat
- Types of Air Conditioning SystemsDokumen19 halamanTypes of Air Conditioning Systemsa_mohid17Belum ada peringkat
- Answers To Questions Expt3Dokumen5 halamanAnswers To Questions Expt3Ana Lorraine DalilisBelum ada peringkat
- Glossary in MeotrologyDokumen31 halamanGlossary in Meotrologypanget ako100% (1)
- FSNC01 10Dokumen22 halamanFSNC01 10mithuncmritBelum ada peringkat
- Feed Storage StructureDokumen46 halamanFeed Storage StructureMurali Vet75% (4)
- Climatic Zones of IndiaDokumen3 halamanClimatic Zones of Indiaa_j_sanyalBelum ada peringkat
- Dal Analogue - An Economic and Healthy Option From Soy To Bridge The Pulses Supply-Demand GapDokumen5 halamanDal Analogue - An Economic and Healthy Option From Soy To Bridge The Pulses Supply-Demand Gapsitapu0% (1)
- History and Types of Greenhouse: Level - 3Dokumen13 halamanHistory and Types of Greenhouse: Level - 3Bhuvnesh KumarBelum ada peringkat
- Evaporative Air CoolerDokumen1 halamanEvaporative Air CoolerMuhammad HamayunBelum ada peringkat
- Dieño de Parametros Par Un Secador BatchDokumen6 halamanDieño de Parametros Par Un Secador BatchCarlos CabanillasBelum ada peringkat
- Use of High Temperature in Food ProcessingDokumen57 halamanUse of High Temperature in Food ProcessingFahad MukhtarBelum ada peringkat
- Activity#3 Group#1 Abe33Dokumen13 halamanActivity#3 Group#1 Abe33Lowela Zyrah MonrealBelum ada peringkat
- Building Services - Iii: 3 Year BS - Semester 1Dokumen32 halamanBuilding Services - Iii: 3 Year BS - Semester 1TaanayaBelum ada peringkat
- Refrigeration SystemDokumen38 halamanRefrigeration SystemAdrian Derek IvashkoveBelum ada peringkat
- ASSIGNMENT 1 Types of Insulation MaterialsDokumen3 halamanASSIGNMENT 1 Types of Insulation MaterialsMistyBelum ada peringkat
- Drying Part 1Dokumen166 halamanDrying Part 1WalterBelum ada peringkat
- Planning and Maintenance of OrchardsDokumen26 halamanPlanning and Maintenance of OrchardsPriyadarshini BaksiBelum ada peringkat
- Cooling Systems AssignmentDokumen14 halamanCooling Systems AssignmentBecky DavisBelum ada peringkat
- Psychrometric ProcessesDokumen14 halamanPsychrometric ProcessesDHADKAN K.C.Belum ada peringkat
- An Assignment of Principles of Food Preservation and Processing Submitted by - Roll No.Dokumen17 halamanAn Assignment of Principles of Food Preservation and Processing Submitted by - Roll No.Keshav SharmaBelum ada peringkat
- Evaporative CoolingDokumen26 halamanEvaporative CoolingSaurav kumarBelum ada peringkat
- Refrigerant Recovery and Recharge of A Room Air Conditioner 170280VDokumen9 halamanRefrigerant Recovery and Recharge of A Room Air Conditioner 170280VMathiBelum ada peringkat
- Unit-3 Psychrometry: 3.1 Psychometric TermsDokumen8 halamanUnit-3 Psychrometry: 3.1 Psychometric Termsgayakwad12_ramBelum ada peringkat
- Green HouseDokumen47 halamanGreen Houseanon_528368600Belum ada peringkat
- Silo Fluidizer: Keep Dry Bulk Materials MovingDokumen2 halamanSilo Fluidizer: Keep Dry Bulk Materials MovingHùng Thanh NguyễnBelum ada peringkat
- 1 Practical Notes - Sowing and Transplanting of Vegetable CropsDokumen6 halaman1 Practical Notes - Sowing and Transplanting of Vegetable CropsRubiBelum ada peringkat
- HYBRIDIZATIONDokumen22 halamanHYBRIDIZATIONPoshan Shah ThakuriBelum ada peringkat
- Harvesting: Postharvest Handling of CoconutDokumen13 halamanHarvesting: Postharvest Handling of CoconutApril Ervas100% (1)
- Technological University (Maubin) Department of Mechanical Engineering Mini One Door RefrigeratorDokumen13 halamanTechnological University (Maubin) Department of Mechanical Engineering Mini One Door RefrigeratorLin Yi100% (1)
- Modified Air Cooler With Split Cooling Unit (Original)Dokumen41 halamanModified Air Cooler With Split Cooling Unit (Original)girish100% (4)
- Sources of WaterDokumen16 halamanSources of Waterfaruq_basriBelum ada peringkat
- What Is Heat TreatmentDokumen32 halamanWhat Is Heat TreatmentSoumyajit RoyBelum ada peringkat
- Solid Waste Management in University HostelDokumen5 halamanSolid Waste Management in University HostelFiza NnazlanBelum ada peringkat
- 8 Infrared Drying: November 2006Dokumen17 halaman8 Infrared Drying: November 2006satish kumarBelum ada peringkat
- Chapter 6 Temperature and Relative Humidity ControlDokumen29 halamanChapter 6 Temperature and Relative Humidity ControlElizabeth NeyraBelum ada peringkat
- Types of EvaporatorsDokumen4 halamanTypes of Evaporatorskesavaganesan58Belum ada peringkat
- 3-Air ConditioningDokumen7 halaman3-Air ConditioningMADHU MITHABelum ada peringkat
- Evaporator and Condensers TypesDokumen4 halamanEvaporator and Condensers TypesOwais SiddiquiBelum ada peringkat
- Types of Compressor:: 1) Reciprocating CompressorsDokumen4 halamanTypes of Compressor:: 1) Reciprocating CompressorsAnthropophobe NyctophileBelum ada peringkat
- Project PdeDokumen16 halamanProject Pdesparsh dateyBelum ada peringkat
- Final EvaporatorDokumen33 halamanFinal EvaporatorRadharaman YadavBelum ada peringkat
- Types of Evaporators 1. Flooded Type EvaporatorDokumen2 halamanTypes of Evaporators 1. Flooded Type EvaporatorAnthropophobe NyctophileBelum ada peringkat
- Abstract PsDokumen1 halamanAbstract PsJeshua LloreraBelum ada peringkat
- BrochureDokumen4 halamanBrochureJeshua LloreraBelum ada peringkat
- Approval SheetDokumen1 halamanApproval SheetJeshua LloreraBelum ada peringkat
- Tech TransferDokumen3 halamanTech TransferJeshua LloreraBelum ada peringkat
- PUMPs Finale FlashDokumen113 halamanPUMPs Finale FlashJeshua LloreraBelum ada peringkat
- Sampliing ValveDokumen3 halamanSampliing ValveJeshua LloreraBelum ada peringkat
- AbstractDokumen1 halamanAbstractJeshua LloreraBelum ada peringkat
- Topic 2 Principle of Fluid StaticsDokumen9 halamanTopic 2 Principle of Fluid StaticsJeshua LloreraBelum ada peringkat
- Me Lab 3 Lab Act 1Dokumen24 halamanMe Lab 3 Lab Act 1Jeshua LloreraBelum ada peringkat
- Research On The Latest Technology/design On Flat Belt: Higher Power Flat BeltsDokumen1 halamanResearch On The Latest Technology/design On Flat Belt: Higher Power Flat BeltsJeshua LloreraBelum ada peringkat
- MD Clutch ResearcDokumen4 halamanMD Clutch ResearcJeshua LloreraBelum ada peringkat
- Force Fluid Liquid Gas Pressure VacuumDokumen19 halamanForce Fluid Liquid Gas Pressure VacuumJeshua LloreraBelum ada peringkat
- Solenoid ValveDokumen3 halamanSolenoid ValveJeshua LloreraBelum ada peringkat
- Chapter 1 - Water LilyDokumen8 halamanChapter 1 - Water LilyJeshua Llorera100% (3)
- Manua Ball Valve 1Dokumen3 halamanManua Ball Valve 1Jeshua LloreraBelum ada peringkat
- Topic 2 Principles of Money-Time RelationshipDokumen28 halamanTopic 2 Principles of Money-Time RelationshipJeshua Llorera0% (1)
- Topic 1 Foundations of Engineering EconomyDokumen13 halamanTopic 1 Foundations of Engineering EconomyJeshua LloreraBelum ada peringkat
- Solenoid ValveDokumen3 halamanSolenoid ValveJeshua LloreraBelum ada peringkat
- AI 2xx Instrument CTRL PLC PDFDokumen194 halamanAI 2xx Instrument CTRL PLC PDFJeshua LloreraBelum ada peringkat
- Rubrics For Laboratory Performance Lab ActDokumen1 halamanRubrics For Laboratory Performance Lab ActJeshua LloreraBelum ada peringkat
- Q ValveDokumen3 halamanQ ValveJeshua LloreraBelum ada peringkat
- Check ValveDokumen3 halamanCheck ValveJeshua LloreraBelum ada peringkat
- Llorera Ippi SugarDokumen10 halamanLlorera Ippi SugarJeshua LloreraBelum ada peringkat
- Instrumentation and Control Engineering, Lec: Technological University of The PhilippinesDokumen2 halamanInstrumentation and Control Engineering, Lec: Technological University of The PhilippinesJeshua LloreraBelum ada peringkat
- Report MechanicsDokumen1 halamanReport MechanicsJeshua LloreraBelum ada peringkat
- Control ValveDokumen2 halamanControl ValveJeshua LloreraBelum ada peringkat
- Solenoid ValveDokumen3 halamanSolenoid ValveJeshua LloreraBelum ada peringkat
- Automatic Butterfly Control ValveDokumen3 halamanAutomatic Butterfly Control ValveJeshua LloreraBelum ada peringkat
- Chapter 1 - The Problem and Its BackgroundDokumen10 halamanChapter 1 - The Problem and Its BackgroundJeshua Llorera50% (2)
- Technological University of The Philippines College of Engineering Department of Mechanical EngineeringDokumen2 halamanTechnological University of The Philippines College of Engineering Department of Mechanical EngineeringJeshua LloreraBelum ada peringkat
- Jadual Spesifikasi Ujian (Jsu) : Subject: Science Class: Year 6Dokumen2 halamanJadual Spesifikasi Ujian (Jsu) : Subject: Science Class: Year 6Masnizan Binti HamdanBelum ada peringkat
- Copper Kettle Catering 2Dokumen4 halamanCopper Kettle Catering 2t4thilini100% (2)
- Tibb Nabawi IranianDokumen4 halamanTibb Nabawi IranianMohamed S HusainBelum ada peringkat
- Pony Club D Test - Basic Needs of PonyDokumen5 halamanPony Club D Test - Basic Needs of Ponyapi-306398192Belum ada peringkat
- Workbook Level 1Dokumen50 halamanWorkbook Level 1Montse CerónBelum ada peringkat
- Seal Acon Evo PetDokumen58 halamanSeal Acon Evo PetHamzah HamzahBelum ada peringkat
- Feasibility Study FranchiseDokumen37 halamanFeasibility Study FranchiseDe Torres StephanieBelum ada peringkat
- JTNews - October 16, 2009Dokumen20 halamanJTNews - October 16, 2009Joel MagalnickBelum ada peringkat
- RAWEDokumen83 halamanRAWESwadhin DuttaBelum ada peringkat
- Business-Plan - Kulang Part 6Dokumen28 halamanBusiness-Plan - Kulang Part 6Pauline Roldan SerranoBelum ada peringkat
- Precision Cook Manual - 20221115Dokumen54 halamanPrecision Cook Manual - 20221115Sandoval SandovalBelum ada peringkat
- Hiware BazarDokumen2 halamanHiware Bazaranon_35181389275% (4)
- Efektivitas Pembubuhan Kaporit Dalam Menurunkan Kadar Zat Besi (Fe) Pada Air Sumur Gali Tahun 2013Dokumen10 halamanEfektivitas Pembubuhan Kaporit Dalam Menurunkan Kadar Zat Besi (Fe) Pada Air Sumur Gali Tahun 2013arifBelum ada peringkat
- Dairy Project Model Financial Calculator From DairyFarmGuide PDFDokumen4 halamanDairy Project Model Financial Calculator From DairyFarmGuide PDFgauravbimtechBelum ada peringkat
- Pupil's Book PDFDokumen60 halamanPupil's Book PDFAnto Roldan OliveraBelum ada peringkat
- Introduction To The Ice Cream IndustryDokumen8 halamanIntroduction To The Ice Cream IndustryAditi AjankarBelum ada peringkat
- Iari PHD Question PaperDokumen12 halamanIari PHD Question Papernarendra singhBelum ada peringkat
- Smoked Beer by Lee Shephard 09 July 2015Dokumen17 halamanSmoked Beer by Lee Shephard 09 July 2015diegobaraBelum ada peringkat
- SBS Instalment Plans at 0% Markup : Alfalah Credit CardsDokumen2 halamanSBS Instalment Plans at 0% Markup : Alfalah Credit CardsSyeda SeeratBelum ada peringkat
- Vermi CompostingDokumen24 halamanVermi CompostingDrTapas MallickBelum ada peringkat
- Procedure TextDokumen6 halamanProcedure Textdiana kartiniBelum ada peringkat
- Animal Kingdom by ADWAIT LALUDokumen17 halamanAnimal Kingdom by ADWAIT LALUADWAITH LALUBelum ada peringkat
- Ip in ScienceDokumen36 halamanIp in SciencePhoebe ArriolaBelum ada peringkat
- EluruDokumen28 halamanEluruFood Testing Lab hyderabadBelum ada peringkat
- The First Mid-Term Test English 8Dokumen6 halamanThe First Mid-Term Test English 8AKI GROUPBelum ada peringkat
- Lesson 1 - AssignmentDokumen1 halamanLesson 1 - AssignmentMathew Jendrick GarolBelum ada peringkat
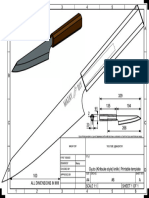
- 06 Gyuto Knife DRWDokumen1 halaman06 Gyuto Knife DRWPeter IlievBelum ada peringkat
- Great Scot AdDokumen6 halamanGreat Scot AdcommunitymarketsBelum ada peringkat
- Feeding For DairyDokumen28 halamanFeeding For DairyEMS Metalworking MachineryBelum ada peringkat
- Hamlet EssaysDokumen8 halamanHamlet Essaysyezfvwwhd100% (2)