Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- General Machinist HandbookDokumen320 halamanGeneral Machinist HandbookHakuna Matata100% (7)
- Am Am VM VM V V LW: ME488/588 Machining Costs Homework Problem Cylinder PlateDokumen1 halamanAm Am VM VM V V LW: ME488/588 Machining Costs Homework Problem Cylinder PlatepchakkrapaniBelum ada peringkat
- Casting Catalog2 OptDokumen39 halamanCasting Catalog2 OptSathisha MkBelum ada peringkat
- CASTING Design GuideDokumen54 halamanCASTING Design GuideXin Yu75% (4)
- ReceiptDokumen24 halamanReceiptmbasgroupBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- What Is Button RiflingDokumen2 halamanWhat Is Button RiflingGyörgy MurvaiBelum ada peringkat
- Motorized Mechanical Can CrusherDokumen4 halamanMotorized Mechanical Can CrusherANAND KRISHNANBelum ada peringkat
- Chisel NewDokumen4 halamanChisel NewCornelius BillyBelum ada peringkat
- Bore LightDokumen14 halamanBore LightwlamillerBelum ada peringkat
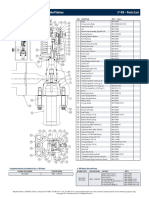
- Manual Valvula 3'' Titan RXDokumen2 halamanManual Valvula 3'' Titan RXrolandBelum ada peringkat
- Kitchen Lay OutDokumen14 halamanKitchen Lay OutLei Azhly HortezBelum ada peringkat
- Hardinge HLV-H Maintenance ManualDokumen186 halamanHardinge HLV-H Maintenance ManualOogway MasterBelum ada peringkat
- Cost Estimation For Mass Production Using Jigs and FixtureDokumen9 halamanCost Estimation For Mass Production Using Jigs and FixturePraveen KumarBelum ada peringkat
- 03 Micro MeterDokumen16 halaman03 Micro MeterHarsh SaharanBelum ada peringkat
- Jig Saw PuzzleDokumen1 halamanJig Saw Puzzleapi-363029217Belum ada peringkat
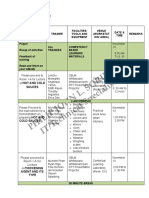
- Training-Activity-Matrix-NewDokumen3 halamanTraining-Activity-Matrix-NewLyka ollerasBelum ada peringkat
- Amot 8071A Thermocontroller PDFDokumen14 halamanAmot 8071A Thermocontroller PDFИван ПарлапановBelum ada peringkat
- Steyr S40-A1Dokumen63 halamanSteyr S40-A1AUGieDogie1Belum ada peringkat
- NEOPRSP001FM006 - Rev. 00 - Pages 02 - Startup Checklist For SWRO TrainsDokumen2 halamanNEOPRSP001FM006 - Rev. 00 - Pages 02 - Startup Checklist For SWRO Trainsalialharbi021Belum ada peringkat
- Exercise 6Dokumen8 halamanExercise 6Gwyneth Marie DayaganBelum ada peringkat
- SK Form 1: Gripper With HolderDokumen16 halamanSK Form 1: Gripper With HolderVladimirAgeevBelum ada peringkat
- Refrigeration Cycle ComponentsDokumen23 halamanRefrigeration Cycle ComponentskamkarapnaBelum ada peringkat
- Brochure Reamers Type KDokumen2 halamanBrochure Reamers Type KPatrizio MassaroBelum ada peringkat
- Fuze Recognization Guide in WorldDokumen336 halamanFuze Recognization Guide in WorldOlegVal100% (7)
- 100 ITEMS Answer Sheet PDFDokumen1 halaman100 ITEMS Answer Sheet PDFAlice StarBelum ada peringkat
- High Pressure Logic Valves: Mechanical and PilotDokumen6 halamanHigh Pressure Logic Valves: Mechanical and PilotMohamed MusaBelum ada peringkat
- Group 7 RCV Lever: 1. Removal and InstallDokumen15 halamanGroup 7 RCV Lever: 1. Removal and InstallRafał DworakBelum ada peringkat
- Dremel Quick Start BookDokumen49 halamanDremel Quick Start BookPetar Kožul100% (4)
- Sistema de Freno 931Dokumen2 halamanSistema de Freno 931kathy fernandezBelum ada peringkat
- S 60 H - InstallationDokumen4 halamanS 60 H - InstallationshawnespinozaBelum ada peringkat
- Juk LK-1952 1953 1954Dokumen46 halamanJuk LK-1952 1953 1954RHoskaBelum ada peringkat
- Equipment Supplies 1Dokumen77 halamanEquipment Supplies 1alltheloveintheworldBelum ada peringkat
- Method Statement For Fresh Air Handling UnitsDokumen5 halamanMethod Statement For Fresh Air Handling UnitsHuỳnh Đức ThiệnBelum ada peringkat
- Genuis CatalogDokumen469 halamanGenuis Catalogjepoymcsrt2296Belum ada peringkat
- BCSD Ordering HandbookDokumen12 halamanBCSD Ordering Handbookgabrielsilva2042Belum ada peringkat