Anda mungkin juga menyukai
- Acoustic LouvresDokumen8 halamanAcoustic LouvresAntonio MartinBelum ada peringkat
- InPower FamiliarizationDokumen99 halamanInPower FamiliarizationAntonio MartinBelum ada peringkat
- Iveco Nef45 tm1Dokumen23 halamanIveco Nef45 tm1Antonio MartinBelum ada peringkat
- Cummins 6BT5.9G2 Service ManualDokumen461 halamanCummins 6BT5.9G2 Service ManualAntonio Martin75% (4)
- Installation, Service, Maintenance and Repair Manual: 1 of 35 Issue/ModDokumen35 halamanInstallation, Service, Maintenance and Repair Manual: 1 of 35 Issue/ModAntonio MartinBelum ada peringkat
- Installation, Service, Maintenance and Repair Manual: 1 of 35 Issue/ModDokumen35 halamanInstallation, Service, Maintenance and Repair Manual: 1 of 35 Issue/ModAntonio MartinBelum ada peringkat
- KM376 Service Manual PDFDokumen40 halamanKM376 Service Manual PDFAntonio Martin100% (1)
- KDE19EA SERVICE MANUAlDokumen73 halamanKDE19EA SERVICE MANUAlAntonio Martin100% (5)
- MS150093 01e PDFDokumen181 halamanMS150093 01e PDFAntonio MartinBelum ada peringkat
- ED4W Huafa HF105 Serie - EngineAllgemein - en PDFDokumen88 halamanED4W Huafa HF105 Serie - EngineAllgemein - en PDFAntonio MartinBelum ada peringkat
- Perkins2500series2506 15industrialenginemgaservicerepairmanual 180220115840Dokumen20 halamanPerkins2500series2506 15industrialenginemgaservicerepairmanual 180220115840Antonio MartinBelum ada peringkat
- SF Rating BookDokumen32 halamanSF Rating BookAntonio MartinBelum ada peringkat
- 27 - Searox - SL - 620 PDFDokumen1 halaman27 - Searox - SL - 620 PDFAntonio MartinBelum ada peringkat
- Inala Power Wizard 1.0 OlympainDokumen4 halamanInala Power Wizard 1.0 OlympainAntonio MartinBelum ada peringkat
- 2014 Zerostart Application Guide and Product Catalog PDFDokumen100 halaman2014 Zerostart Application Guide and Product Catalog PDFJoseph AltmannBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Mig210s PDFDokumen20 halamanMig210s PDFUông Thái100% (1)
- HSE Docs Welding Safety Procedure 1698468959Dokumen34 halamanHSE Docs Welding Safety Procedure 1698468959r2mgt28ssvBelum ada peringkat
- Welding Welding Procedure Qualification PDFDokumen38 halamanWelding Welding Procedure Qualification PDFpratap biswas100% (1)
- Pheonwj I PRC 0005 0Dokumen54 halamanPheonwj I PRC 0005 0Iksan Adityo Mulyo100% (1)
- METHOD STATEMENT - Installation of Generator Fume PipeDokumen9 halamanMETHOD STATEMENT - Installation of Generator Fume PipeBoj MingiBelum ada peringkat
- Steel Structure SpecsDokumen61 halamanSteel Structure SpecstOMBelum ada peringkat
- 11.c NDT ProceduresDokumen259 halaman11.c NDT ProceduresJeffrey Arandia100% (1)
- WPS TranslarailDokumen2 halamanWPS TranslarailwpsssamsungBelum ada peringkat
- UNS S31254 F44 - Super Austenitic Stainless Steel: Related SpecificationsDokumen1 halamanUNS S31254 F44 - Super Austenitic Stainless Steel: Related SpecificationsLeon PeterBelum ada peringkat
- 192771712Dokumen6 halaman192771712alfredBelum ada peringkat
- Arc WeldingDokumen24 halamanArc Weldingaq lapar100% (5)
- Saudi Aramco SAES W 011Dokumen40 halamanSaudi Aramco SAES W 011Yasser Abd El Fattah100% (21)
- ENS0211 - Arc Welding Quality Rev.DDokumen58 halamanENS0211 - Arc Welding Quality Rev.Dsophia com vocêsBelum ada peringkat
- Kobel Corostain - D - 316LDokumen1 halamanKobel Corostain - D - 316LBHARAT KBelum ada peringkat
- November 2020Dokumen70 halamanNovember 2020mibelvar87Belum ada peringkat
- Sanicro 38 PDFDokumen4 halamanSanicro 38 PDFJose Luis Gomez Ortiz100% (1)
- 170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQDokumen4 halaman170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQMuhammad Fitransyah Syamsuar PutraBelum ada peringkat
- IBR QualificationDokumen12 halamanIBR Qualificationsanjayyadav2009100% (2)
- 1&2) Diploma in Manufacturing Engineering - Learn & EarnDokumen72 halaman1&2) Diploma in Manufacturing Engineering - Learn & EarnDarshan GohelBelum ada peringkat
- Raex 400 Tube CircularDokumen3 halamanRaex 400 Tube Circulardoshi78Belum ada peringkat
- Hot Rolled Steel SheetDokumen40 halamanHot Rolled Steel SheetAilynBelum ada peringkat
- TDW C-Pro Series White PaperDokumen8 halamanTDW C-Pro Series White PaperSujay SarkarBelum ada peringkat
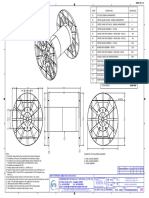
- SHEET No 01 REEL FULL ASSLY GA DWGDokumen1 halamanSHEET No 01 REEL FULL ASSLY GA DWGKarikalan JayBelum ada peringkat
- Custom Design Valve Products: Flow ControlDokumen8 halamanCustom Design Valve Products: Flow ControlCapacitacion TodocatBelum ada peringkat
- Is 5986-2011Dokumen14 halamanIs 5986-2011oneakshay100% (1)
- Vessel Fabrication Manual PDFDokumen49 halamanVessel Fabrication Manual PDFwalyat100% (2)
- Cone Standard Job Procedures ENG-FEB2014-Rev01Dokumen32 halamanCone Standard Job Procedures ENG-FEB2014-Rev01elder100% (2)
- 08 - Safety Design Features of GS Yuasa LG Li-Ion - TInoueDokumen22 halaman08 - Safety Design Features of GS Yuasa LG Li-Ion - TInouehamsaxyzBelum ada peringkat
- 59036682-DAF Electrical PDFDokumen438 halaman59036682-DAF Electrical PDFgulam hussein100% (8)
- Com Lab EquipmentsDokumen13 halamanCom Lab EquipmentsayadmanBelum ada peringkat