Anda mungkin juga menyukai
- ABB Decanter VFD Configuration ACS880Dokumen48 halamanABB Decanter VFD Configuration ACS880Alan100% (1)
- Ore Sorting Reduces Energy Costs by 88Dokumen10 halamanOre Sorting Reduces Energy Costs by 88MICHAEL CUETO MERCADOBelum ada peringkat
- Geometallurgy What Why and HowDokumen46 halamanGeometallurgy What Why and HowW ZuoBelum ada peringkat
- Carbon Stripping Methods for Gold RecoveryDokumen13 halamanCarbon Stripping Methods for Gold RecoveryFrankulloa31Belum ada peringkat
- Windchill Windchill Customization Customization Guide GuideDokumen1.451 halamanWindchill Windchill Customization Customization Guide Guideavabhyankar939367% (3)
- Tutorials On Phyton PDFDokumen51 halamanTutorials On Phyton PDFbanglecowboyBelum ada peringkat
- 3rd International Geometallurgy Conference 2016 Paper Number (PDFDrive)Dokumen22 halaman3rd International Geometallurgy Conference 2016 Paper Number (PDFDrive)W ZuoBelum ada peringkat
- Liberation, Separation, ExtractionDokumen100 halamanLiberation, Separation, Extractiongaol_bird009Belum ada peringkat
- New Perspectives on Gold HydrometallurgyDokumen10 halamanNew Perspectives on Gold HydrometallurgySteven TremolBelum ada peringkat
- Discrete Math and Functional ProgrammingDokumen247 halamanDiscrete Math and Functional ProgrammingglobuousBelum ada peringkat
- Spe 114781 MSDokumen16 halamanSpe 114781 MSJessica KingBelum ada peringkat
- Geometallurgy in Ni Hydrometallurgy Industry MGEIDokumen115 halamanGeometallurgy in Ni Hydrometallurgy Industry MGEIMr Ay100% (2)
- P1 (Intro) & P2Dokumen38 halamanP1 (Intro) & P2Khana Rizki MaulanaBelum ada peringkat
- LAUBSCHER Updated Cave Mining Handbook (Desprotegido)Dokumen139 halamanLAUBSCHER Updated Cave Mining Handbook (Desprotegido)Henry TapiaBelum ada peringkat
- Mineral Processing Lab AssignmentsDokumen57 halamanMineral Processing Lab AssignmentsUsman Umar Tabassum100% (1)
- Pointers in CDokumen53 halamanPointers in Carnab_bhattacharj_26100% (1)
- Flotation KineticsDokumen7 halamanFlotation KineticsIgor BobinBelum ada peringkat
- Mass Balancer - WeightReDokumen12 halamanMass Balancer - WeightReJob MateusBelum ada peringkat
- C++ Notes: C++ Overview and Environment SetupDokumen45 halamanC++ Notes: C++ Overview and Environment SetupDheeraj Mishra67% (3)
- Process Mineralogy PDFDokumen4 halamanProcess Mineralogy PDFimran58175100% (1)
- Comparison of Flash and Column Flotation Performance in An Industrial Sulphide Rougher ApplicationDokumen12 halamanComparison of Flash and Column Flotation Performance in An Industrial Sulphide Rougher ApplicationArmando CartagenaBelum ada peringkat
- Overview of Mineral Processing Methods: August 2015Dokumen14 halamanOverview of Mineral Processing Methods: August 2015Zanele MbathaBelum ada peringkat
- Mineral Processing MethodsDokumen69 halamanMineral Processing MethodsChamal_JaliyaBelum ada peringkat
- Interpretation of Flotation Data For The Design of Process PlantsDokumen28 halamanInterpretation of Flotation Data For The Design of Process PlantshBelum ada peringkat
- Short Term Gain For Long Term PainDokumen10 halamanShort Term Gain For Long Term PainPutro Asta Nagara100% (1)
- 9 10 Test Methods For Characterising OreDokumen130 halaman9 10 Test Methods For Characterising OreWillan Villanueva BolañosBelum ada peringkat
- Data Dictionary Free Interview Questions With Answers Part 1Dokumen12 halamanData Dictionary Free Interview Questions With Answers Part 1Avinash PandeyBelum ada peringkat
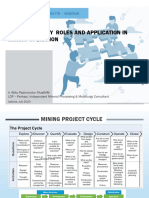
- Geometallurgy Roles and Application in Mining OperationDokumen25 halamanGeometallurgy Roles and Application in Mining OperationFahrul Rozzi Usman100% (1)
- 2017 Optimization of Flotation Plant Performance Using Micro-Price AnalysisDokumen7 halaman2017 Optimization of Flotation Plant Performance Using Micro-Price AnalysisClaudiaCamilaRodriguezArroyoBelum ada peringkat
- MQL 5Dokumen4.262 halamanMQL 5Kalev LillemetsBelum ada peringkat
- Geometallurgy PDFDokumen5 halamanGeometallurgy PDFEdythMarcaBelum ada peringkat
- A Review of The Effects of The Grinding Environment On The Flotation of Copper SulphidesDokumen13 halamanA Review of The Effects of The Grinding Environment On The Flotation of Copper SulphidesYesi Ceballos100% (1)
- Extractive Metallurgy 1: Basic Thermodynamics and KineticsDari EverandExtractive Metallurgy 1: Basic Thermodynamics and KineticsBelum ada peringkat
- Sampling of Discrete MaterialsDokumen14 halamanSampling of Discrete MaterialsDavid AraucoBelum ada peringkat
- Building A Geometallurgical Model in IronDokumen8 halamanBuilding A Geometallurgical Model in IronEdwin AyalaBelum ada peringkat
- Optimising gold recovery through advanced control of sulphide gradeDokumen15 halamanOptimising gold recovery through advanced control of sulphide grademushava nyoka100% (1)
- Mining Grade Control — Past, Present and FutureDokumen6 halamanMining Grade Control — Past, Present and FutureYenefer Irene VillanuevaBelum ada peringkat
- 2019 Book 14thInternationalCongressForApDokumen496 halaman2019 Book 14thInternationalCongressForApJuan Esteban EspinalBelum ada peringkat
- Laboratory Flotation Testing An Essential Tool For Ore CharacterisationDokumen19 halamanLaboratory Flotation Testing An Essential Tool For Ore CharacterisationNataniel LinaresBelum ada peringkat
- Sampling of Heterogeneous and Dynamic Material Systems: Theories of Heterogeneity, Sampling and HomogenizingDari EverandSampling of Heterogeneous and Dynamic Material Systems: Theories of Heterogeneity, Sampling and HomogenizingBelum ada peringkat
- Flotation Plant DesignDokumen6 halamanFlotation Plant Designath3frankBelum ada peringkat
- Flotation Cell Froth Area Optimization by CrowdingDokumen22 halamanFlotation Cell Froth Area Optimization by CrowdingJesus Moreno Castillo100% (1)
- Kinetic Modelling of Gold Leaching and Cyanide Consumption inDokumen10 halamanKinetic Modelling of Gold Leaching and Cyanide Consumption inAlejandro ValenzuelaBelum ada peringkat
- Sampling of Precious MetalsDokumen4 halamanSampling of Precious MetalsBadar HayatBelum ada peringkat
- CIP/CIL/CIC Adsorption Circuit Process Selection GuideDokumen8 halamanCIP/CIL/CIC Adsorption Circuit Process Selection GuideSheila Mae GardonBelum ada peringkat
- Locked Cycle Testing - FlotationDokumen7 halamanLocked Cycle Testing - FlotationInfernuzBelum ada peringkat
- How To Taking SamplingsDokumen27 halamanHow To Taking SamplingsJason CarterBelum ada peringkat
- Molybdenum ProcessingDokumen4 halamanMolybdenum Processingkingysaint123Belum ada peringkat
- dSPACE TargetLinkKnownProblemReportDokumen1.260 halamandSPACE TargetLinkKnownProblemReportchandv100% (1)
- GOLDEN FIRESTONE SAG MILLDokumen5 halamanGOLDEN FIRESTONE SAG MILLNovei Almane GorresBelum ada peringkat
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesDari EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesPenilaian: 5 dari 5 bintang5/5 (1)
- F Pitard. Paper For Sampling Congress 2018Dokumen13 halamanF Pitard. Paper For Sampling Congress 2018Luis Alfonso Galvan MoralesBelum ada peringkat
- Effect of clays on copper sulphide flotation recoveryDokumen24 halamanEffect of clays on copper sulphide flotation recoveryNicolas MirandaBelum ada peringkat
- Collaborative SFR pilot testing proposalDokumen9 halamanCollaborative SFR pilot testing proposalLuis Gutiérrez AlvarezBelum ada peringkat
- Comminution Example 5301 Crushing 11Dokumen10 halamanComminution Example 5301 Crushing 11ModelamientoDeProcesosMinerosSimmodmetBelum ada peringkat
- Modeling of Flotation ProcessDokumen58 halamanModeling of Flotation ProcessMuayadBelum ada peringkat
- Bahan Cyanide Bottle Roll TestDokumen4 halamanBahan Cyanide Bottle Roll TestIto PurnomoBelum ada peringkat
- Minerals Processing Experiment on a Shaking TableDokumen16 halamanMinerals Processing Experiment on a Shaking TableSteven MasuBelum ada peringkat
- Mineral Processing ChallengesDokumen23 halamanMineral Processing ChallengesrodmonsalBelum ada peringkat
- Design Considerations For Merrill-Crowe PlantsDokumen5 halamanDesign Considerations For Merrill-Crowe PlantsLuis Miguel La Torre100% (1)
- Cyanide Bottle Rolled Test ProcdureDokumen3 halamanCyanide Bottle Rolled Test Procdureamukti27100% (1)
- Factors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsDokumen11 halamanFactors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsMuhammad AzmeerBelum ada peringkat
- Cyanide Treatment OVERVIEWDokumen10 halamanCyanide Treatment OVERVIEWDiego AranibarBelum ada peringkat
- CMB SP 85 1 3 2eMATBAL PDFDokumen73 halamanCMB SP 85 1 3 2eMATBAL PDFROOSMEL EDWINBelum ada peringkat
- Savana Mining Pan-American Mineral JigDokumen1 halamanSavana Mining Pan-American Mineral JigWyattYeagerBelum ada peringkat
- Jksimmet: James Didovich 2014Dokumen42 halamanJksimmet: James Didovich 2014InformationEmissary100% (1)
- Effect of PH On FlotationDokumen10 halamanEffect of PH On FlotationInnocent Achaye100% (1)
- Of Ore And: Simulated Processing CoalDokumen28 halamanOf Ore And: Simulated Processing CoalJeromeBelum ada peringkat
- Capability Statement QG PDFDokumen4 halamanCapability Statement QG PDFJessica MhoBelum ada peringkat
- ParamsDokumen1 halamanParamsOROSCOROCABelum ada peringkat
- Dunham and Vann 2007Dokumen8 halamanDunham and Vann 2007OROSCOROCABelum ada peringkat
- PWC Basics of Mining 2 Som Mining MethodsDokumen75 halamanPWC Basics of Mining 2 Som Mining Methodsaxel_gutierrez_11Belum ada peringkat
- Geo User ManualDokumen462 halamanGeo User ManualOROSCOROCA100% (1)
- PROG102 - GCS200708 - NguyenXuanNam - Assignment 1Dokumen41 halamanPROG102 - GCS200708 - NguyenXuanNam - Assignment 1Nam Nguyen50% (2)
- Ite6102 Computer Programming 1 UpdatedDokumen23 halamanIte6102 Computer Programming 1 UpdatedEricson De GuzmanBelum ada peringkat
- Cracking PHP InterviewsDokumen79 halamanCracking PHP Interviewslosus007Belum ada peringkat
- Lesson 2Dokumen20 halamanLesson 2janueldefeoBelum ada peringkat
- Python For Data Science - Unit 4 - Week 2Dokumen6 halamanPython For Data Science - Unit 4 - Week 2Shashikant Kale100% (1)
- CS201 Midterm Solved McQs Papers by Waqar SidhuDokumen20 halamanCS201 Midterm Solved McQs Papers by Waqar SidhuAhmed Nawaz100% (2)
- Week 1 2 Python FundamentalsDokumen43 halamanWeek 1 2 Python FundamentalsJiaqi MEIBelum ada peringkat
- CompuStat Technical Guide (Tape, 2000)Dokumen180 halamanCompuStat Technical Guide (Tape, 2000)carmo-netoBelum ada peringkat
- Array:-: An Array Is Collection of Identical Data Objects Which Are Stored inDokumen9 halamanArray:-: An Array Is Collection of Identical Data Objects Which Are Stored inabhimahajan980Belum ada peringkat
- TextBook C Programming PDFDokumen15 halamanTextBook C Programming PDFBibek SinghBelum ada peringkat
- Introduction To C Part 1Dokumen51 halamanIntroduction To C Part 1nitin rakhBelum ada peringkat
- Vital LRMDokumen442 halamanVital LRMDaveRowntreeBelum ada peringkat
- PPL NotesDokumen95 halamanPPL Notesneelima raniBelum ada peringkat
- Computer Organization ... BitsDokumen68 halamanComputer Organization ... BitsJayapaul GiddlaBelum ada peringkat
- Pate CDokumen230 halamanPate CKrishna PrasannaBelum ada peringkat
- Tutorial PDFDokumen232 halamanTutorial PDFbebyshorBelum ada peringkat
- Xenserver 7 0 Management API GuideDokumen600 halamanXenserver 7 0 Management API GuiderohightBelum ada peringkat
- DSA Sequences (OutlineDokumen40 halamanDSA Sequences (OutlinescootertchnBelum ada peringkat
- Gis DatabasesDokumen27 halamanGis Databasessenwelo gulubaneBelum ada peringkat
- BDP OR COBOL Semester QUstn PaperDokumen5 halamanBDP OR COBOL Semester QUstn PaperNikhil PorwalBelum ada peringkat
- EW8051 CompilerReferenceDokumen431 halamanEW8051 CompilerReferencePankaj BodaniBelum ada peringkat