Anda mungkin juga menyukai
- DV03PUB27 Study GuideDokumen5 halamanDV03PUB27 Study GuideJosep TanuBelum ada peringkat
- Section MillDokumen7 halamanSection MillArth SumagueBelum ada peringkat
- High Carbon Wire RodDokumen9 halamanHigh Carbon Wire Rodninganray6316100% (1)
- Copper Rod Casting & Rolling LineDokumen5 halamanCopper Rod Casting & Rolling LineYonathan JonathanBelum ada peringkat
- Technical Data & Terms for Welding AlloysDokumen32 halamanTechnical Data & Terms for Welding Alloysnarutothunderjet216Belum ada peringkat
- Experimental and Computational Investigation of The Roll Forming ProcessDokumen148 halamanExperimental and Computational Investigation of The Roll Forming Processakhilesh120Belum ada peringkat
- Slide 4 Casting Defects and Heat TreatmentDokumen58 halamanSlide 4 Casting Defects and Heat TreatmentgunjanBelum ada peringkat
- Thread Rolling: 3 Types of ProcessDokumen2 halamanThread Rolling: 3 Types of ProcessManoj MathewBelum ada peringkat
- Strut Channel Roll Forming Machine SpecsDokumen7 halamanStrut Channel Roll Forming Machine SpecsIkram SarghiniBelum ada peringkat
- Production Engineering Lab VIII SemDokumen24 halamanProduction Engineering Lab VIII Semsunil kumawatBelum ada peringkat
- Forging: Shaping Materials Through Compressive ForcesDokumen20 halamanForging: Shaping Materials Through Compressive ForcesRam Janm SinghBelum ada peringkat
- Cutting ToolsDokumen25 halamanCutting ToolsjaiswalsiddharthBelum ada peringkat
- Spread Calculation of Rod RollingDokumen6 halamanSpread Calculation of Rod RollingSubrata ChakrabortyBelum ada peringkat
- DIN 7168 General tolerances for linear and angular dimensionsDokumen1 halamanDIN 7168 General tolerances for linear and angular dimensionsAnwarBelum ada peringkat
- Rolling Lecture PDFDokumen35 halamanRolling Lecture PDFJojo HanyBelum ada peringkat
- Extrusion and DrawingDokumen19 halamanExtrusion and DrawingBatuhan YildizBelum ada peringkat
- Introducing Cold Pilger Mill Technology - Tube and Pipe ProductionDokumen4 halamanIntroducing Cold Pilger Mill Technology - Tube and Pipe Productionribeiro30Belum ada peringkat
- High Speed Z Purlin MachineDokumen6 halamanHigh Speed Z Purlin MachineChris RishbinBelum ada peringkat
- LF4020CR Laser Cutting Machine Technical SpecificationsDokumen18 halamanLF4020CR Laser Cutting Machine Technical SpecificationsFY BaylonBelum ada peringkat
- Materials in Metal FormingDokumen42 halamanMaterials in Metal Formingasif100% (1)
- 5 - Double Layer Roll Forming MachineDokumen6 halaman5 - Double Layer Roll Forming MachineJHON SEGURA GONZALEZBelum ada peringkat
- RollingDokumen22 halamanRollingSahil JhambBelum ada peringkat
- Advanced Punching MachineDokumen57 halamanAdvanced Punching MachineJAYAPRABHAKARAN N NBelum ada peringkat
- Yarn Testing in ShortDokumen4 halamanYarn Testing in ShortRezaul Karim TutulBelum ada peringkat
- Qoutation of Double Layer Roof Sheet Roll Forming MachineDokumen8 halamanQoutation of Double Layer Roof Sheet Roll Forming MachineJHON SEGURA GONZALEZBelum ada peringkat
- Computing Die Thickness and MarginsDokumen3 halamanComputing Die Thickness and MarginsAnand PrajapatiBelum ada peringkat
- Principles of Shear SlittingDokumen26 halamanPrinciples of Shear SlittingMaureen Baird100% (1)
- Worldwide Steel SpecificationsDokumen34 halamanWorldwide Steel SpecificationsmilesmiconBelum ada peringkat
- JRF-C&Z 70 - 300Dokumen16 halamanJRF-C&Z 70 - 300Ravi ChandranBelum ada peringkat
- Forging DefectsDokumen10 halamanForging DefectsnvemanBelum ada peringkat
- Laser Assisted MachiningDokumen32 halamanLaser Assisted MachiningShreyansh ShuklaBelum ada peringkat
- Manganese 12 14%Dokumen3 halamanManganese 12 14%Sreedhar Rakesh VellankiBelum ada peringkat
- Wire DrawingDokumen4 halamanWire DrawingVenkat KrishnaBelum ada peringkat
- E1e-016 JFE SAWL PIPEDokumen20 halamanE1e-016 JFE SAWL PIPEMassimoSalaBelum ada peringkat
- Slitting BasicsDokumen6 halamanSlitting BasicsHoang LeBelum ada peringkat
- Low Table/table Top Semi Automatic Carton Strapping Machine: Wz-443 GF, Naraina Village, New Delhi - 110028Dokumen2 halamanLow Table/table Top Semi Automatic Carton Strapping Machine: Wz-443 GF, Naraina Village, New Delhi - 110028Shekhar SrivassBelum ada peringkat
- Drawing ProcessDokumen47 halamanDrawing ProcessMetalAnand Chelliah75% (4)
- 11 Tank ProcessDokumen1 halaman11 Tank ProcessPrakash ArthurBelum ada peringkat
- Lincoln Submerged ArcDokumen54 halamanLincoln Submerged ArcjdBelum ada peringkat
- Rolling (Metalworking) : From Wikipedia, The Free EncyclopediaDokumen12 halamanRolling (Metalworking) : From Wikipedia, The Free Encyclopediarhajtv100% (1)
- An Innovative Shearing Process For AHSS Edge Stretchability ImprovementsDokumen28 halamanAn Innovative Shearing Process For AHSS Edge Stretchability ImprovementsYogesh PatelBelum ada peringkat
- PCD Wire Edm Technology PDFDokumen6 halamanPCD Wire Edm Technology PDFyorf1989Belum ada peringkat
- Study of Wear Characteristics of Hardfaced Layers Made by E430 and E410 Electrodes Using SMAW ProcessDokumen8 halamanStudy of Wear Characteristics of Hardfaced Layers Made by E430 and E410 Electrodes Using SMAW ProcessIJRASETPublicationsBelum ada peringkat
- Cut To Length TAIWANDokumen18 halamanCut To Length TAIWANCentral InvertechBelum ada peringkat
- Failure Analysis of The Timing Belt DrivesDokumen6 halamanFailure Analysis of The Timing Belt DrivesBlaza StojanovicBelum ada peringkat
- Rolling Nov2011Dokumen47 halamanRolling Nov2011Navin LiverpoolBelum ada peringkat
- Practical Aspects of Vibratory Stress RelievingDokumen7 halamanPractical Aspects of Vibratory Stress RelievingRomul ChioreanBelum ada peringkat
- Tool Wear and Tool LifeDokumen16 halamanTool Wear and Tool Lifedraco555Belum ada peringkat
- S & S Polymers. Tamil Nadu IndiaDokumen10 halamanS & S Polymers. Tamil Nadu IndiaS & S PolymersBelum ada peringkat
- Forgings PDFDokumen23 halamanForgings PDFrrameshsmitBelum ada peringkat
- Roll Form Design - Roll Forming Design2Dokumen18 halamanRoll Form Design - Roll Forming Design2novo orderBelum ada peringkat
- Sse Steel PresentationDokumen5 halamanSse Steel Presentationrazen_inBelum ada peringkat
- PTA Hardfacing Process OverviewDokumen16 halamanPTA Hardfacing Process Overviewpavi32Belum ada peringkat
- Hydraulic Rod Bending MachineDokumen14 halamanHydraulic Rod Bending Machinek.santhosh kumar50% (2)
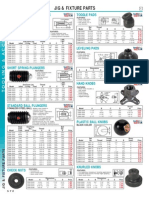
- Jigs & Fixture PartsDokumen1 halamanJigs & Fixture Parts003sureshBelum ada peringkat
- Interview Type Question Manufacturing PDFDokumen4 halamanInterview Type Question Manufacturing PDFSourav KayalBelum ada peringkat
- (PPT) Drawing 1Dokumen29 halaman(PPT) Drawing 1AXELBelum ada peringkat
- Anti-Vibration Mountings PDFDokumen4 halamanAnti-Vibration Mountings PDFPremkumarDeivendranBelum ada peringkat
- Roll HANDBOOKDokumen12 halamanRoll HANDBOOKMatija RepincBelum ada peringkat
- Roll Forming - WikipediaDokumen4 halamanRoll Forming - WikipediaTahafanMaggedonBelum ada peringkat
- 8D ReportDokumen33 halaman8D ReportvundavilliravindraBelum ada peringkat
- Sheet Metal Design Services ConsiderationsDokumen3 halamanSheet Metal Design Services ConsiderationsVino KumarBelum ada peringkat
- BM Object Sample DocumentDokumen9 halamanBM Object Sample DocumentvundavilliravindraBelum ada peringkat
- 13 Appendix B HWCT v13 MR Dec10 2015Dokumen24 halaman13 Appendix B HWCT v13 MR Dec10 2015vundavilliravindraBelum ada peringkat
- 80-Hr Teamcenter TrainingDokumen19 halaman80-Hr Teamcenter TrainingvundavilliravindraBelum ada peringkat
- Typical Store Ref. SystemDokumen2 halamanTypical Store Ref. SystemvundavilliravindraBelum ada peringkat
- Electrical Machine Design Unit3-Era PDFDokumen19 halamanElectrical Machine Design Unit3-Era PDFvundavilliravindra100% (1)
- Supplier APQP Process Training (In-Depth)Dokumen142 halamanSupplier APQP Process Training (In-Depth)A MBelum ada peringkat
- Gage R&RDokumen24 halamanGage R&RvundavilliravindraBelum ada peringkat
- Sporlan Catch All - 40-10 - 01-20-11Dokumen40 halamanSporlan Catch All - 40-10 - 01-20-11vundavilliravindraBelum ada peringkat
- Dimensioning and TolerancingDokumen94 halamanDimensioning and TolerancingidontlikeebooksBelum ada peringkat
- Altair Engineering Support Contact DetailsDokumen1 halamanAltair Engineering Support Contact DetailsvundavilliravindraBelum ada peringkat
- ABB SR Transformers-121031 PDFDokumen76 halamanABB SR Transformers-121031 PDFvundavilliravindraBelum ada peringkat
- Anatomy of ADokumen1 halamanAnatomy of AvundavilliravindraBelum ada peringkat
- SheetmetaloperationsDokumen92 halamanSheetmetaloperationsAnonymous ufI07oBelum ada peringkat
- Downfile PDFDokumen139 halamanDownfile PDFvundavilliravindraBelum ada peringkat
- Cimdata Commentary Sqs Executing Reliable PLM Upgrades 24sep2014Dokumen4 halamanCimdata Commentary Sqs Executing Reliable PLM Upgrades 24sep2014vundavilliravindraBelum ada peringkat
- Hypermesh Introduction: Pre-Processing For Finite Element AnalysisDokumen1 halamanHypermesh Introduction: Pre-Processing For Finite Element AnalysisvundavilliravindraBelum ada peringkat
- SolidWorks Installation and Activation GuideDokumen3 halamanSolidWorks Installation and Activation GuidevundavilliravindraBelum ada peringkat
- Analysis of Refrigerator Freezer Appliances Having Dual Refrigeration CyclesDokumen7 halamanAnalysis of Refrigerator Freezer Appliances Having Dual Refrigeration CyclesAhmed Ace Man AweysBelum ada peringkat
- Windchill Business Administrator's GuideDokumen395 halamanWindchill Business Administrator's GuidevundavilliravindraBelum ada peringkat
- Maj White Paper Coating 2014 v2Dokumen12 halamanMaj White Paper Coating 2014 v2bennBelum ada peringkat
- Roll FormingDokumen5 halamanRoll FormingvundavilliravindraBelum ada peringkat
- DV03PUB28 Study GuideDokumen5 halamanDV03PUB28 Study Guidemedi38Belum ada peringkat
- Series Wound DC Motor Modeling and Simulation, Considering Magnetic, Mechanical and Electric Power LossesDokumen5 halamanSeries Wound DC Motor Modeling and Simulation, Considering Magnetic, Mechanical and Electric Power LossesvundavilliravindraBelum ada peringkat
- Fall 16 Internship SyllabusDokumen1 halamanFall 16 Internship SyllabusvundavilliravindraBelum ada peringkat
- Seleniumbook PrathapDokumen42 halamanSeleniumbook PrathapvundavilliravindraBelum ada peringkat
- Analysis of Refrigerator Freezer Appliances Having Dual Refrigeration CyclesDokumen7 halamanAnalysis of Refrigerator Freezer Appliances Having Dual Refrigeration CyclesAhmed Ace Man AweysBelum ada peringkat
- Sheetmetal Whitepaper EnglischDokumen20 halamanSheetmetal Whitepaper EnglischvundavilliravindraBelum ada peringkat
- Cable Tray Manual: Based On The 2005 National Electrical CodeDokumen59 halamanCable Tray Manual: Based On The 2005 National Electrical CodeSunil KumawatBelum ada peringkat
- Gemstone and Crystal Reference Book EnglishDokumen29 halamanGemstone and Crystal Reference Book Englishsandu_livia100% (1)
- Answers To End-Of-Chapter Questions For Chapter 7, Metals and StructuresDokumen2 halamanAnswers To End-Of-Chapter Questions For Chapter 7, Metals and StructuresAliBelum ada peringkat
- Green Island Cement contact detailsDokumen8 halamanGreen Island Cement contact detailsHka IsmailBelum ada peringkat
- Calcined Bauxite: Profile No.: 237 NIC Code:8107Dokumen13 halamanCalcined Bauxite: Profile No.: 237 NIC Code:8107modikiritBelum ada peringkat
- Titanium DioxideDokumen18 halamanTitanium DioxidePrrinisha KanabathyBelum ada peringkat
- Ratio & Proportion: IMAGE, CHENNAI. Email: Imagewithyou@yahoo - Co.in. Mobile: 9444331869, 9841547345Dokumen2 halamanRatio & Proportion: IMAGE, CHENNAI. Email: Imagewithyou@yahoo - Co.in. Mobile: 9444331869, 9841547345thebhas1954Belum ada peringkat
- 2219 Aluminium Alloy - WikipediaDokumen2 halaman2219 Aluminium Alloy - WikipediaVysakh VasudevanBelum ada peringkat
- Alloy DensitiesDokumen4 halamanAlloy DensitiesjphigbyBelum ada peringkat
- MT Powder MetallurgyDokumen74 halamanMT Powder MetallurgyAhad RazzBelum ada peringkat
- All About BatteryDokumen4 halamanAll About BatteryCalvin KleinBelum ada peringkat
- Metals and Alloys: Unit 3Dokumen26 halamanMetals and Alloys: Unit 3AshBelum ada peringkat
- International Commodity MarketDokumen47 halamanInternational Commodity MarketDibyesh DasBelum ada peringkat
- Classification of Elements and Periodicity of Properties CH 3 Class 11 ChmistryDokumen10 halamanClassification of Elements and Periodicity of Properties CH 3 Class 11 Chmistrypmanish1203Belum ada peringkat
- Changing Iron to SteelDokumen1 halamanChanging Iron to Steelretno pideksoBelum ada peringkat
- F 4205Dokumen2 halamanF 4205Denon EvonBelum ada peringkat
- Metal Coupling On Rusting of IronDokumen16 halamanMetal Coupling On Rusting of IronDakshya ChandraBelum ada peringkat
- Electrode Material SelectionDokumen1 halamanElectrode Material SelectionJoel BrasilBorgesBelum ada peringkat
- Lab Manual On Water and Waste Water Analysis by Santosh Kumar KharoleDokumen58 halamanLab Manual On Water and Waste Water Analysis by Santosh Kumar KharoleSantosh Kumar75% (4)
- Stoody - Hardfacing GuideDokumen3 halamanStoody - Hardfacing GuideDayanaBelum ada peringkat
- E:\Chemistry_2008-09\Faculty work\Kachhawaha Sir\p-block_XIIIDokumen119 halamanE:\Chemistry_2008-09\Faculty work\Kachhawaha Sir\p-block_XIIIankita agrawalBelum ada peringkat
- Effect of Alloying Elements On Steel PropertiesDokumen2 halamanEffect of Alloying Elements On Steel PropertiesKARTHIGEYAN.RBelum ada peringkat
- Redox ReactionsDokumen8 halamanRedox Reactionsdanielphilip68Belum ada peringkat
- Binder MCM 001Dokumen13 halamanBinder MCM 001hsemargBelum ada peringkat
- Super Austenetic Steels P45 PDFDokumen3 halamanSuper Austenetic Steels P45 PDFSyed Mahmud Habibur RahmanBelum ada peringkat
- Notes For Material Selection Philosophy (Methodology)Dokumen2 halamanNotes For Material Selection Philosophy (Methodology)SMAHMADI100% (1)
- Effective Cycle Chemistry ControlDokumen29 halamanEffective Cycle Chemistry ControlclesncronBelum ada peringkat
- Clamps PDFDokumen36 halamanClamps PDFDhim131267Belum ada peringkat
- Term Paper - Quarrying in Negros OrientalDokumen17 halamanTerm Paper - Quarrying in Negros Orientaldeziree vera cruz100% (4)
- 701 Armox Workshop RecommendationsDokumen11 halaman701 Armox Workshop RecommendationssudhavelBelum ada peringkat