Anda mungkin juga menyukai
- LabDokumen1 halamanLabPravin KumarBelum ada peringkat
- Financial Statement: - Balance Sheet - Profit & LossDokumen56 halamanFinancial Statement: - Balance Sheet - Profit & LossPravin KumarBelum ada peringkat
- Classification System For Submerged Arc ElectrodesDokumen2 halamanClassification System For Submerged Arc ElectrodesPravin KumarBelum ada peringkat
- A Brief Check List of Labour Laws: H.R.DasguptaDokumen54 halamanA Brief Check List of Labour Laws: H.R.DasguptaPravin KumarBelum ada peringkat
- Session 1-Labour Laws in IndiaDokumen25 halamanSession 1-Labour Laws in IndiaPravin KumarBelum ada peringkat
- Session 4A - West Bengal Shops Estab Act Brief 1963Dokumen6 halamanSession 4A - West Bengal Shops Estab Act Brief 1963Pravin KumarBelum ada peringkat
- Essential Characteristics of Sale of Goods ActDokumen37 halamanEssential Characteristics of Sale of Goods ActShreya SharmaBelum ada peringkat
- Hazardous Waste MOEFDokumen12 halamanHazardous Waste MOEFPravin KumarBelum ada peringkat
- PidDokumen10 halamanPidPravin KumarBelum ada peringkat
- Session 4 Company LawDokumen29 halamanSession 4 Company LawPravin KumarBelum ada peringkat
- Oil Guns and Gas Firing Equipment PDFDokumen24 halamanOil Guns and Gas Firing Equipment PDFPravin KumarBelum ada peringkat
- Analytical InstrumentsDokumen9 halamanAnalytical InstrumentsPravin KumarBelum ada peringkat
- Session 3 Managing Legal Aspects of ContractsDokumen19 halamanSession 3 Managing Legal Aspects of ContractsPravin KumarBelum ada peringkat
- CTPS Pollution Monitoring ParametersDokumen2 halamanCTPS Pollution Monitoring ParametersPravin KumarBelum ada peringkat
- Performance Evaluation and Optimization of Air Preheater in Thermal Power PlantDokumen9 halamanPerformance Evaluation and Optimization of Air Preheater in Thermal Power PlantIAEME PublicationBelum ada peringkat
- Com Trend Iwss User ServletDokumen9 halamanCom Trend Iwss User ServletPravin KumarBelum ada peringkat
- Hazardous Waste ManagementDokumen3 halamanHazardous Waste ManagementPravin KumarBelum ada peringkat
- Marine Boiler Water Level ControlDokumen2 halamanMarine Boiler Water Level ControlPravin KumarBelum ada peringkat
- 1 - Positive Attitude Is EverythingDokumen15 halaman1 - Positive Attitude Is EverythingPravin KumarBelum ada peringkat
- Mechanical IES2013objective Paper 1Dokumen19 halamanMechanical IES2013objective Paper 1modisuryaharshaBelum ada peringkat
- Coal Fired Steam Boiler Temperature Regulation 1 638Dokumen1 halamanCoal Fired Steam Boiler Temperature Regulation 1 638Pravin KumarBelum ada peringkat
- What Is Scooptube in Boiler Feed Pump (BFPDokumen1 halamanWhat Is Scooptube in Boiler Feed Pump (BFPPravin KumarBelum ada peringkat
- Performance Evaluation of Air Preheater in Thermal Power PlantDokumen1 halamanPerformance Evaluation of Air Preheater in Thermal Power PlantPravin KumarBelum ada peringkat
- Tafa CoatingDokumen10 halamanTafa CoatingPravin KumarBelum ada peringkat
- How Much Water Is Required To Generate 1kw of ElectricityDokumen1 halamanHow Much Water Is Required To Generate 1kw of ElectricityPravin KumarBelum ada peringkat
- Boiler Feedwater PumpsDokumen2 halamanBoiler Feedwater PumpsPravin KumarBelum ada peringkat
- Boiler Feed Pumps TpsDokumen1 halamanBoiler Feed Pumps TpsPravin KumarBelum ada peringkat
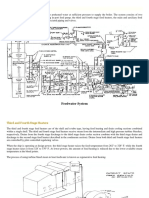
- Feedwater SystemDokumen5 halamanFeedwater SystemPravin KumarBelum ada peringkat
- Pumps For Thermal Power Stations Boiler Feed PumpsDokumen2 halamanPumps For Thermal Power Stations Boiler Feed PumpsPravin KumarBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Bamboo As Reinforcement in Structural ConcreteDokumen14 halamanBamboo As Reinforcement in Structural ConcreteHARSH VARDHAN SINGHBelum ada peringkat
- Fracture Mechanics Solution Manual Chapter 1 Stresses StrainsDokumen120 halamanFracture Mechanics Solution Manual Chapter 1 Stresses StrainsMahesh Raja50% (2)
- AC 33 14-1 CHG 1Dokumen81 halamanAC 33 14-1 CHG 1burchandadiBelum ada peringkat
- Multi Axial FatigueDokumen137 halamanMulti Axial FatigueTiffany StevensBelum ada peringkat
- Fatigue Analysis NotesDokumen28 halamanFatigue Analysis NotesMathusuthanan MariilayarajaBelum ada peringkat
- Journal of The Mechanical Behavior of Biomedical MaterialsDokumen10 halamanJournal of The Mechanical Behavior of Biomedical MaterialsHusan ThapaBelum ada peringkat
- Paul BourkeDokumen290 halamanPaul Bourkeibrahim sugarBelum ada peringkat
- Multi-Wire Sawing Review: Basic Mechanisms and ModelsDokumen13 halamanMulti-Wire Sawing Review: Basic Mechanisms and ModelsUnggul Teguh PrasetyoBelum ada peringkat
- A Machine Learning Approach To Fracture Mechanics Problems PDFDokumen8 halamanA Machine Learning Approach To Fracture Mechanics Problems PDFDouglas SansaoBelum ada peringkat
- Bellows Coupling Failure AnalysisDokumen1 halamanBellows Coupling Failure Analysiscrw4199Belum ada peringkat
- Finite Element Analysis of Fracture in Concrete Structures 446.3R-97Dokumen33 halamanFinite Element Analysis of Fracture in Concrete Structures 446.3R-97ali100% (2)
- The Truck Trailer Suspension Axles Failure AnalysiDokumen8 halamanThe Truck Trailer Suspension Axles Failure AnalysiEnqua QuaBelum ada peringkat
- Polycomp Files 2012 06 ch08Dokumen37 halamanPolycomp Files 2012 06 ch08Giannis ZarogiannisBelum ada peringkat
- S. Suresh: Fatigue of Materials (Cambridge Solid State Science Series)Dokumen20 halamanS. Suresh: Fatigue of Materials (Cambridge Solid State Science Series)Akshay YarlapatiBelum ada peringkat
- Project Pnumatic Gripper Documentation (Batch 10)Dokumen81 halamanProject Pnumatic Gripper Documentation (Batch 10)Shanmuk VarmaBelum ada peringkat
- WL TR 94 4053 - Vol 1Dokumen749 halamanWL TR 94 4053 - Vol 1leonidBelum ada peringkat
- FFC Lesson Plan - Dr.G.harinath GowdDokumen3 halamanFFC Lesson Plan - Dr.G.harinath GowdHarinath GowdBelum ada peringkat
- Fatiguehandbook PDFDokumen532 halamanFatiguehandbook PDFTien Hong Do100% (3)
- Astm G129-00Dokumen7 halamanAstm G129-00Rodrigo Nogueira100% (1)
- Materials Express: Low-Cycle Fatigue Behavior of 7075-T6 Aluminum Alloy at Different Strain AmplitudesDokumen6 halamanMaterials Express: Low-Cycle Fatigue Behavior of 7075-T6 Aluminum Alloy at Different Strain Amplitudesadarshravindran1991Belum ada peringkat
- Test and Analysis of Modes I, II and Mixed-Mode I/II Delamination For Carbon/Epoxy Composite LaminatesDokumen17 halamanTest and Analysis of Modes I, II and Mixed-Mode I/II Delamination For Carbon/Epoxy Composite LaminatesFarohaji KurniawanBelum ada peringkat
- Failure Prediction For Loading StaticDokumen31 halamanFailure Prediction For Loading StaticAlexDiazBelum ada peringkat
- Numerical Analyses of Steel Beam-Column Joints Subjected To Catenary ActionDokumen11 halamanNumerical Analyses of Steel Beam-Column Joints Subjected To Catenary ActionSohini MishraBelum ada peringkat
- ADokumen74 halamanAAllenBelum ada peringkat
- High Performance Concrete and Applications by Shah and AhmedDokumen307 halamanHigh Performance Concrete and Applications by Shah and AhmedSumanBelum ada peringkat
- Testing Methods For CompositesDokumen26 halamanTesting Methods For CompositesRupayan RoyBelum ada peringkat
- Materials Testing Methods and PropertiesDokumen24 halamanMaterials Testing Methods and PropertieslokeshBelum ada peringkat
- prEN1993 1 9 2nd Rev PDFDokumen27 halamanprEN1993 1 9 2nd Rev PDFmichel92748Belum ada peringkat
- The Process of Fatigue Analysis On Fixed Metal Offshore PlatformsDokumen7 halamanThe Process of Fatigue Analysis On Fixed Metal Offshore PlatformsmiteshBelum ada peringkat
- Fundamentals of Fracture MechanicsDokumen22 halamanFundamentals of Fracture MechanicsRino NelsonBelum ada peringkat