Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Vacuum Procedure Rev.C APPROVEDDokumen3 halamanVacuum Procedure Rev.C APPROVEDWahyu Lailil Fais100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Inspection & Test PlanDokumen4 halamanInspection & Test PlanWahyu Lailil Fais100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Reference Case Golden-Joint-Inspection Pipeline Netherlands TUV RheinlandDokumen2 halamanReference Case Golden-Joint-Inspection Pipeline Netherlands TUV RheinlandShankar CoolBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- GJW Rev A - EnglishDokumen7 halamanGJW Rev A - EnglishWahyu Lailil Fais100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Job ApplicationDokumen1 halamanJob ApplicationWahyu Lailil FaisBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Hydrostatic Test Procedure Rev.C APPROVEDDokumen4 halamanHydrostatic Test Procedure Rev.C APPROVEDWahyu Lailil Fais100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- PR-1073 - Gas Freeing, Purging and Leak Testing of Process Equipment (Excluding Tanks)Dokumen35 halamanPR-1073 - Gas Freeing, Purging and Leak Testing of Process Equipment (Excluding Tanks)romedic36100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Menghitung CantileverDokumen86 halamanMenghitung CantileverWahyu Lailil FaisBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Inspection of Unfired Pressure VesselsDokumen35 halamanInspection of Unfired Pressure Vesselstbmari100% (7)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Ayuda Asme B36.10M PDFDokumen26 halamanAyuda Asme B36.10M PDFEdgargar100% (1)
- 3 - Pressure Vessel (Fabrikasi)Dokumen14 halaman3 - Pressure Vessel (Fabrikasi)Wahyu Lailil FaisBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- 4 - PRESSURE VESSEL (Inspection and Testing)Dokumen69 halaman4 - PRESSURE VESSEL (Inspection and Testing)Wahyu Lailil FaisBelum ada peringkat
- Use of N2 Gas For Purging in GTAW of SSDokumen4 halamanUse of N2 Gas For Purging in GTAW of SSrondulf goBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Purging Stainless SteelDokumen16 halamanPurging Stainless SteelWahyu Lailil FaisBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Arthit ImperialDokumen1 halamanArthit ImperialWahyu Lailil FaisBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Astm A36Dokumen3 halamanAstm A36Wahyu Lailil Fais100% (1)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Pressure Design of Pipeline & Components PrintDokumen21 halamanPressure Design of Pipeline & Components PrintWahyu Lailil FaisBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- 2011 Non FerrousDokumen82 halaman2011 Non FerrousWahyu Lailil FaisBelum ada peringkat
- Finite Element Simulation of Explosive WeldingDokumen14 halamanFinite Element Simulation of Explosive WeldingWahyu Lailil FaisBelum ada peringkat
- Form 004 - Hardness TestDokumen1 halamanForm 004 - Hardness TestWahyu Lailil FaisBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- 2011 Non FerrousDokumen82 halaman2011 Non FerrousWahyu Lailil FaisBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Plastic Deformation of ASTM A36 Steel Using Two-Stage Light Gas G PDFDokumen1 halamanPlastic Deformation of ASTM A36 Steel Using Two-Stage Light Gas G PDFWahyu Lailil FaisBelum ada peringkat
- Impact Wave Process Modelling and Optimization in High Energy Rate Explosive WeldingDokumen55 halamanImpact Wave Process Modelling and Optimization in High Energy Rate Explosive WeldingWahyu Lailil FaisBelum ada peringkat
- Mecahnical Strength of Fe-Al Structural Transitiob Joints Subject To Thermal Loading PDFDokumen9 halamanMecahnical Strength of Fe-Al Structural Transitiob Joints Subject To Thermal Loading PDFWahyu Lailil FaisBelum ada peringkat
- Xa00044820 EngDokumen28 halamanXa00044820 EngDanem HalasBelum ada peringkat
- Maths All FormulasDokumen5 halamanMaths All FormulasVishnuBelum ada peringkat
- Fpe QB 23Dokumen7 halamanFpe QB 23manishchalke65Belum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Properties of Matter ReviewDokumen8 halamanProperties of Matter Reviewapi-290100812Belum ada peringkat
- St. John's Wort: Clinical OverviewDokumen14 halamanSt. John's Wort: Clinical OverviewTrismegisteBelum ada peringkat
- ChipmunkDokumen19 halamanChipmunkema.nemec13Belum ada peringkat
- Product Recommendation Hyster Forklift Trucks, Electric J1.60XMTDokumen1 halamanProduct Recommendation Hyster Forklift Trucks, Electric J1.60XMTNelson ConselhoBelum ada peringkat
- SP 73Dokumen105 halamanSP 73Rodrigo Vilanova100% (3)
- Resumen C37 010 Aplicacion de Breaker Disenados IC Simetrica PDFDokumen9 halamanResumen C37 010 Aplicacion de Breaker Disenados IC Simetrica PDFglendathais100% (1)
- Armor MagazineDokumen32 halamanArmor Magazine"Rufus"100% (1)
- Egt Margen From The Best ArticalDokumen6 halamanEgt Margen From The Best ArticalakeelBelum ada peringkat
- Tsel Manual ThermoselDokumen25 halamanTsel Manual ThermoselPedro AlvelaisBelum ada peringkat
- YogaDokumen116 halamanYogawefWE100% (2)
- Bahir Dar University BIT: Faculity of Mechanical and Industrial EngineeringDokumen13 halamanBahir Dar University BIT: Faculity of Mechanical and Industrial Engineeringfraol girmaBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Calibration of Force ReductionDokumen36 halamanCalibration of Force Reductionvincenzo_12613735Belum ada peringkat
- Recycling Mind MapDokumen2 halamanRecycling Mind Mapmsole124100% (1)
- Predictive Maintenance Attempts To Detect The Onset of A Degradation Mechanism With The Goal of Correcting That Degradation Prior To Signiicant Deterioration in The Component or EquipmentDokumen6 halamanPredictive Maintenance Attempts To Detect The Onset of A Degradation Mechanism With The Goal of Correcting That Degradation Prior To Signiicant Deterioration in The Component or EquipmentTodd BenjaminBelum ada peringkat
- Banachek UnlimitedDokumen34 halamanBanachek UnlimitedserenaBelum ada peringkat
- TS SR Chemistry Imp Questions PDFDokumen5 halamanTS SR Chemistry Imp Questions PDFUnknown Khan100% (3)
- Reloved - October 2015Dokumen116 halamanReloved - October 2015Barron Fields67% (3)
- Cac de Luyen ThiDokumen18 halamanCac de Luyen ThiVinh Dao CongBelum ada peringkat
- Generalized Anxiety DisorderDokumen24 halamanGeneralized Anxiety DisorderEula Angelica OcoBelum ada peringkat
- PTP S3Dokumen8 halamanPTP S3Yongyin SHENGBelum ada peringkat
- Apcotide 1000 pc2782Dokumen1 halamanApcotide 1000 pc2782hellmanyaBelum ada peringkat
- Of The Month Is Live. 100+ Subjects. Participate Now!: Sanfoundry Certification ContestDokumen4 halamanOf The Month Is Live. 100+ Subjects. Participate Now!: Sanfoundry Certification ContestBaydaa QaidyBelum ada peringkat
- Chapter 5 AGVDokumen76 halamanChapter 5 AGVQuỳnh NguyễnBelum ada peringkat
- DCS YokogawaDokumen17 halamanDCS Yokogawasswahyudi100% (1)
- Hot Topic 02 Good Light Magazine 56smDokumen24 halamanHot Topic 02 Good Light Magazine 56smForos IscBelum ada peringkat
- Generative Shape DesignDokumen195 halamanGenerative Shape DesignAdi Fiera100% (1)
- Government of West Bengal:: Tata Motors LTD: Abc 1 1 1 1 NA 0 NA 0Dokumen1 halamanGovernment of West Bengal:: Tata Motors LTD: Abc 1 1 1 1 NA 0 NA 0md taj khanBelum ada peringkat
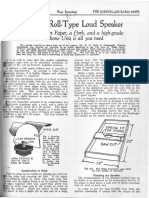
- Simple Roll-Type: A Loud SpeakerDokumen1 halamanSimple Roll-Type: A Loud SpeakerEudes SilvaBelum ada peringkat