Anda mungkin juga menyukai
- Stainless Steel Wire Strand: Standard Specification ForDokumen3 halamanStainless Steel Wire Strand: Standard Specification Forist93993Belum ada peringkat
- ASTM A876 12 - Standard SPC For Flat-Rolled, Grain-Oriented, Silicon-Iron, Elelctrical SteelDokumen6 halamanASTM A876 12 - Standard SPC For Flat-Rolled, Grain-Oriented, Silicon-Iron, Elelctrical SteelAndrés Castillo NavarroBelum ada peringkat
- Astm A717 A717m 2006 enDokumen4 halamanAstm A717 A717m 2006 enAkash VermaBelum ada peringkat
- A 1070 - 16Dokumen8 halamanA 1070 - 16Nguyễn Như ThếBelum ada peringkat
- The Thin Section Bearing of Today: An SKF Group BrandDokumen8 halamanThe Thin Section Bearing of Today: An SKF Group BrandSrinandh Aeron SriBelum ada peringkat
- A345 PDFDokumen4 halamanA345 PDFaxis inspection solutionsBelum ada peringkat
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDokumen9 halamanSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadBelum ada peringkat
- Tata Steel - YMPRESS S500MC - Data SheetDokumen2 halamanTata Steel - YMPRESS S500MC - Data SheetpnagarajjBelum ada peringkat
- Astm A27Dokumen4 halamanAstm A27MAX ALBERTO JUAREZ AVALOSBelum ada peringkat
- Aerospace Material SpecificationDokumen6 halamanAerospace Material Specificationvsraju2Belum ada peringkat
- Steel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForDokumen6 halamanSteel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForAnıl ZiylanBelum ada peringkat
- DS45A - (1972) Compilation and Index of Trade Names, Specifications, and Producers of Stainless Alloys and Superalloys PDFDokumen60 halamanDS45A - (1972) Compilation and Index of Trade Names, Specifications, and Producers of Stainless Alloys and Superalloys PDFJacques BlueqBelum ada peringkat
- Domex 100 XF hot rolled steel data sheetDokumen2 halamanDomex 100 XF hot rolled steel data sheetzubblwump5063Belum ada peringkat
- B26B26MDokumen14 halamanB26B26MAbraham MallisaBelum ada peringkat
- Astm A659-18Dokumen3 halamanAstm A659-18Ryan ZhangBelum ada peringkat
- B 171Dokumen7 halamanB 171manuel flores100% (1)
- ASTM A633 GR E Data Sheet 2012 04 01Dokumen2 halamanASTM A633 GR E Data Sheet 2012 04 01FrancescoGuglielmo100% (1)
- A493 00 PDFDokumen3 halamanA493 00 PDFJohano AraújoBelum ada peringkat
- A407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type SpringsDokumen3 halamanA407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type Springstjt4779Belum ada peringkat
- A 607 PDFDokumen4 halamanA 607 PDFGustavo Suarez100% (1)
- Extrusion Fig Q A AnalysisDokumen13 halamanExtrusion Fig Q A AnalysisRavinder AntilBelum ada peringkat
- Astm A304 - 12.16Dokumen48 halamanAstm A304 - 12.16gkhn100% (1)
- A580A580M-15 Standard Specification For Stainless Steel WireDokumen5 halamanA580A580M-15 Standard Specification For Stainless Steel Wiretjt4779Belum ada peringkat
- 219-Asme-Sec-Ii-B-Sb-211 Alu AlloyDokumen14 halaman219-Asme-Sec-Ii-B-Sb-211 Alu AlloyGRIPHOLD Engineering ServicesBelum ada peringkat
- Astm A27 (2010) PDFDokumen4 halamanAstm A27 (2010) PDFStuar TencioBelum ada peringkat
- A319Dokumen2 halamanA319malika_000% (1)
- 13-8 MoDokumen2 halaman13-8 MofedaquiBelum ada peringkat
- ASTM A656 Grade 50: General Product DescriptionDokumen1 halamanASTM A656 Grade 50: General Product DescriptionHarsh ChopraBelum ada peringkat
- F 31 - 94 R99 - RJMXDokumen5 halamanF 31 - 94 R99 - RJMXAnilBelum ada peringkat
- ASTM-B179-14 Aluminum Alloys in Ingot and Molten Forms For Castings PDFDokumen11 halamanASTM-B179-14 Aluminum Alloys in Ingot and Molten Forms For Castings PDFNguyễn Tiến DũngBelum ada peringkat
- Astm b85 1984Dokumen7 halamanAstm b85 1984Siddhi Sharma100% (1)
- A 646 PDFDokumen6 halamanA 646 PDFGustavo SuarezBelum ada peringkat
- Astm A 653 PDFDokumen9 halamanAstm A 653 PDFAdán Vera GoBelum ada peringkat
- Al Busbar 6060 DatasheetDokumen1 halamanAl Busbar 6060 DatasheetpiirsaluBelum ada peringkat
- Aisi 1008Dokumen2 halamanAisi 1008GANESH GBelum ada peringkat
- Rescue Carabiners: Standard Specification ForDokumen6 halamanRescue Carabiners: Standard Specification Forastewayb_964354182Belum ada peringkat
- ASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtDokumen17 halamanASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtMalaz Abdul JalilBelum ada peringkat
- Astm A712 PDFDokumen3 halamanAstm A712 PDFCristian OtivoBelum ada peringkat
- Astm A659-06 PDFDokumen3 halamanAstm A659-06 PDFHumberto GalvezBelum ada peringkat
- SB 271Dokumen4 halamanSB 271AnilBelum ada peringkat
- 1 4021 PDFDokumen2 halaman1 4021 PDFSarah FitzgeraldBelum ada peringkat
- Sae 1006Dokumen2 halamanSae 1006Nguyễn Tiến TùngBelum ada peringkat
- Cold-Drawn, Stress-Relieved Carbon Steel Bars Subject To Mechanical Property RequirementsDokumen4 halamanCold-Drawn, Stress-Relieved Carbon Steel Bars Subject To Mechanical Property Requirementssharon blushteinBelum ada peringkat
- High Strength Sheet Steel, 180 Mpa Through 700 Mpa Yield StrengthsDokumen18 halamanHigh Strength Sheet Steel, 180 Mpa Through 700 Mpa Yield StrengthsRicardo UriasBelum ada peringkat
- Astm A29Dokumen16 halamanAstm A29Nacer KisyBelum ada peringkat
- Ansteel Product CatalogueDokumen13 halamanAnsteel Product Cataloguerashid isaarBelum ada peringkat
- WSS M1P94 ADokumen9 halamanWSS M1P94 AAleks SenaBelum ada peringkat
- B179Dokumen7 halamanB179wpwmhatBelum ada peringkat
- 17 4ph PDFDokumen1 halaman17 4ph PDFMalavikaVarmaBelum ada peringkat
- Aerospace Material Specification: Plating, Nickel General PurposeDokumen8 halamanAerospace Material Specification: Plating, Nickel General PurposeSURYAS63Belum ada peringkat
- Steel Plates For Pressure Vessels, Produced by Thermo-Mechanical Control Process (TMCP)Dokumen10 halamanSteel Plates For Pressure Vessels, Produced by Thermo-Mechanical Control Process (TMCP)Sama UmateBelum ada peringkat
- Astm - Mag. PropertiesDokumen2 halamanAstm - Mag. PropertiesPetr HavelBelum ada peringkat
- Astm A311 - 2015 - ObsoletoDokumen4 halamanAstm A311 - 2015 - ObsoletoRicardo Ricardo100% (1)
- SAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentDokumen2 halamanSAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentAnush Swaminathan100% (1)
- ASTM A924 - A924M - 22aDokumen14 halamanASTM A924 - A924M - 22aOS LaboratoryBelum ada peringkat
- Astm f1537-07 - Standard Specification For Wrought Cobalt-28chromium-6molybdenum Alloys For Surgical ImplantsDokumen4 halamanAstm f1537-07 - Standard Specification For Wrought Cobalt-28chromium-6molybdenum Alloys For Surgical ImplantsJohnBMurleyBelum ada peringkat
- A667Dokumen6 halamanA667IjabiBelum ada peringkat
- Tin Mill Products, Black Plate Electrolytic Chromium-Coated, Single and Double ReducedDokumen8 halamanTin Mill Products, Black Plate Electrolytic Chromium-Coated, Single and Double ReducedsamehBelum ada peringkat
- Astm B 398Dokumen4 halamanAstm B 398vadmanh100% (1)
- ASTM A779 - Steel StrandsDokumen4 halamanASTM A779 - Steel StrandsberkdemirBelum ada peringkat
- 175 Ir012000Dokumen2 halaman175 Ir012000masoud132Belum ada peringkat
- UTL - G - GS-18 - Rev3 - Site Conditions & ClimateDokumen18 halamanUTL - G - GS-18 - Rev3 - Site Conditions & Climatemasoud132Belum ada peringkat
- Oisd GDN 161Dokumen23 halamanOisd GDN 161saurabhBelum ada peringkat
- Dynamics - Bedford - 2Dokumen1 halamanDynamics - Bedford - 2masoud132Belum ada peringkat
- Oisd GDN 178Dokumen21 halamanOisd GDN 178saurabhBelum ada peringkat
- Petronas Technical Standards: Personal Protective Equipment (Ppe) GuideDokumen93 halamanPetronas Technical Standards: Personal Protective Equipment (Ppe) Guidemasoud132100% (1)
- Oisd GDN 169Dokumen31 halamanOisd GDN 169sgh1355Belum ada peringkat
- UTL G GS-8 Rev10 Piping MaterialsDokumen253 halamanUTL G GS-8 Rev10 Piping Materialsmasoud132Belum ada peringkat
- UTL G GS-8 Rev10 Piping MaterialsDokumen253 halamanUTL G GS-8 Rev10 Piping Materialsmasoud132Belum ada peringkat
- Guidelines: OISD GDN-165 First Edition JULY-1999Dokumen20 halamanGuidelines: OISD GDN-165 First Edition JULY-1999msb_75Belum ada peringkat
- OISD Guidelines for Environmental Audit in Oil & GasDokumen32 halamanOISD Guidelines for Environmental Audit in Oil & Gasmasoud132Belum ada peringkat
- Oisd GDN 115Dokumen74 halamanOisd GDN 115manishBelum ada peringkat
- C 00Dokumen1 halamanC 00masoud132Belum ada peringkat
- General Workplace Safety: JUNE 2006Dokumen149 halamanGeneral Workplace Safety: JUNE 2006masoud132Belum ada peringkat
- The Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering SocietiesDokumen1 halamanThe Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering Societiesmasoud132Belum ada peringkat
- The Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDokumen1 halamanThe Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Belum ada peringkat
- Engineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)Dokumen1 halamanEngineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)masoud132Belum ada peringkat
- The Institute of Engineering and Technology (Iet)Dokumen1 halamanThe Institute of Engineering and Technology (Iet)masoud132Belum ada peringkat
- What is a piping designer and engineerDokumen1 halamanWhat is a piping designer and engineermasoud132Belum ada peringkat
- 2 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDokumen1 halaman2 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Belum ada peringkat
- G Ce 470Dokumen35 halamanG Ce 470masoud132Belum ada peringkat
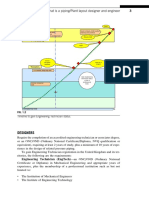
- Engineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and EngineerDokumen1 halamanEngineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and Engineermasoud132Belum ada peringkat
- E Ce 140Dokumen28 halamanE Ce 140masoud132Belum ada peringkat
- Tanks - Exxon MP PDFDokumen44 halamanTanks - Exxon MP PDFmasoud132Belum ada peringkat
- G Ce 170Dokumen8 halamanG Ce 170masoud132Belum ada peringkat
- C Ce 355Dokumen18 halamanC Ce 355masoud132Belum ada peringkat
- M El 131Dokumen16 halamanM El 131masoud132Belum ada peringkat
- E Ce 340Dokumen20 halamanE Ce 340masoud132Belum ada peringkat
- E Ce 130Dokumen23 halamanE Ce 130masoud132Belum ada peringkat
- E Ce 110Dokumen28 halamanE Ce 110masoud132Belum ada peringkat
- Effect of Heat Treatment Temperature on Mechanical Properties of AISI 304 Stainless SteelDokumen5 halamanEffect of Heat Treatment Temperature on Mechanical Properties of AISI 304 Stainless SteelGloria Dan OrawariBelum ada peringkat
- TriMarkCatalog Filler MaterialDokumen50 halamanTriMarkCatalog Filler MaterialSuphi YükselBelum ada peringkat
- Metal Casting Metal Casting Metal Casting Metal Casting Design, Materials, Economics Design, Materials, Economics G GDokumen42 halamanMetal Casting Metal Casting Metal Casting Metal Casting Design, Materials, Economics Design, Materials, Economics G Gzubairsajid_87Belum ada peringkat
- Carbon Steel 1030 Availability from North American SuppliersDokumen4 halamanCarbon Steel 1030 Availability from North American SuppliersShailendra SharmaBelum ada peringkat
- JIS G4103 Grade SNCM439: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDokumen4 halamanJIS G4103 Grade SNCM439: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearsaputraBelum ada peringkat
- Metal Casting ProcessesDokumen113 halamanMetal Casting ProcessesSarath ChandraBelum ada peringkat
- EdDokumen1 halamanEdpandirajaBelum ada peringkat
- Sheet MetalDokumen11 halamanSheet Metalshah_faizan123Belum ada peringkat
- TMT RebarsDokumen15 halamanTMT RebarsMohan Dakshina0% (1)
- 30 Important Name Reactions Organic Chemistry For IIT JEE - EngineeringDokumen5 halaman30 Important Name Reactions Organic Chemistry For IIT JEE - Engineeringprince malhotraBelum ada peringkat
- Gasket Factors - ASME Rev1Dokumen2 halamanGasket Factors - ASME Rev1bennie buysBelum ada peringkat
- ITRI Pub 602Dokumen14 halamanITRI Pub 602martinpsBelum ada peringkat
- Saint Gobain Sluice ValvesDokumen2 halamanSaint Gobain Sluice ValveskibzeamBelum ada peringkat
- Bolts - M DP 001Dokumen1 halamanBolts - M DP 001jlmeseguer508Belum ada peringkat
- Optimization of Surface Roughness Material Removal Rate and Cutting Tool Flank Wear in Turning Using Extended Taguchi Approach 3Dokumen127 halamanOptimization of Surface Roughness Material Removal Rate and Cutting Tool Flank Wear in Turning Using Extended Taguchi Approach 3ଦିଲ୍ଲୀପ କୁମାର ମହାନ୍ତBelum ada peringkat
- API Schmidt BrettenDokumen28 halamanAPI Schmidt Brettenvictor abrajan100% (1)
- Automatic Straniers CatlogDokumen12 halamanAutomatic Straniers CatlogMadhan RajBelum ada peringkat
- Logas 50Dokumen4 halamanLogas 50Aditya AgarwalBelum ada peringkat
- 3Cr2W8V PDFDokumen2 halaman3Cr2W8V PDFFARID MIFTAHUL ANWARBelum ada peringkat
- 1.2 Mechanical Design: 1.2.1 Material Selection Based On Corrosion ResistanceDokumen12 halaman1.2 Mechanical Design: 1.2.1 Material Selection Based On Corrosion ResistanceYusuf Shano100% (1)
- CH - 3 Cast IronDokumen21 halamanCH - 3 Cast IronMechanical BSIET100% (1)
- Materials and Processes PDFDokumen28 halamanMaterials and Processes PDFBala SundaramBelum ada peringkat
- Goodreach Wilcox Weld 9781631263286 - ch11Dokumen30 halamanGoodreach Wilcox Weld 9781631263286 - ch11Anonymous nw5AXJqjdBelum ada peringkat
- Astm f436mDokumen5 halamanAstm f436mManuel S FarfanBelum ada peringkat
- Test SolutionsDokumen17 halamanTest SolutionsaemebikeBelum ada peringkat
- Parklamp Inch Tube Clamp Visual IndexDokumen20 halamanParklamp Inch Tube Clamp Visual Indexsunil601Belum ada peringkat
- How Many Different Uses of Metal Can You Spot?Dokumen47 halamanHow Many Different Uses of Metal Can You Spot?safiraginaBelum ada peringkat
- Welbond Model 5600: Yarway High Pressure Globe ValveDokumen12 halamanWelbond Model 5600: Yarway High Pressure Globe Valveel_apache10Belum ada peringkat
- Grundfosliterature 79846Dokumen20 halamanGrundfosliterature 79846Payden SewellBelum ada peringkat
- A Case Study of Stainless Steel Water Supply Pipe Corrosion Caused by Weld Heat TintDokumen23 halamanA Case Study of Stainless Steel Water Supply Pipe Corrosion Caused by Weld Heat Tintsusanweb100% (1)
- Transformed: Moving to the Product Operating ModelDari EverandTransformed: Moving to the Product Operating ModelPenilaian: 4 dari 5 bintang4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsDari EverandDesign for How People Think: Using Brain Science to Build Better ProductsPenilaian: 4 dari 5 bintang4/5 (8)
- Understanding Automotive Electronics: An Engineering PerspectiveDari EverandUnderstanding Automotive Electronics: An Engineering PerspectivePenilaian: 3.5 dari 5 bintang3.5/5 (16)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDari EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsBelum ada peringkat
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDari EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableBelum ada peringkat
- 507 Mechanical Movements: Mechanisms and DevicesDari Everand507 Mechanical Movements: Mechanisms and DevicesPenilaian: 4 dari 5 bintang4/5 (28)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDari EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CulturePenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryDari EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryPenilaian: 4 dari 5 bintang4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDari EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsBelum ada peringkat
- The User's Journey: Storymapping Products That People LoveDari EverandThe User's Journey: Storymapping Products That People LovePenilaian: 3.5 dari 5 bintang3.5/5 (8)
- Electrical Principles and Technology for EngineeringDari EverandElectrical Principles and Technology for EngineeringPenilaian: 4 dari 5 bintang4/5 (4)
- Operational Amplifier Circuits: Analysis and DesignDari EverandOperational Amplifier Circuits: Analysis and DesignPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Design Is The Problem: The Future of Design Must Be SustainableDari EverandDesign Is The Problem: The Future of Design Must Be SustainablePenilaian: 1.5 dari 5 bintang1.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorDari EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorPenilaian: 4 dari 5 bintang4/5 (7)
- Iconic Advantage: Don’t Chase the New, Innovate the OldDari EverandIconic Advantage: Don’t Chase the New, Innovate the OldPenilaian: 4 dari 5 bintang4/5 (1)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsDari EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsBelum ada peringkat
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDari EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperiencePenilaian: 4 dari 5 bintang4/5 (19)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerDari EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerPenilaian: 5 dari 5 bintang5/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationDari EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Microwave Active Circuit Analysis and DesignDari EverandMicrowave Active Circuit Analysis and DesignPenilaian: 5 dari 5 bintang5/5 (4)