Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Oisd GDN 169Dokumen31 halamanOisd GDN 169sgh1355Belum ada peringkat
- Petronas Technical Standards: Personal Protective Equipment (Ppe) GuideDokumen93 halamanPetronas Technical Standards: Personal Protective Equipment (Ppe) Guidemasoud132100% (1)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Liquid SO2.1Dokumen13 halamanLiquid SO2.1Musyafa WiryantoBelum ada peringkat
- Kemira, Leonard Dan Bethel Acid FormicDokumen22 halamanKemira, Leonard Dan Bethel Acid FormicBen Yudha SatriaBelum ada peringkat
- 175 Ir012000Dokumen2 halaman175 Ir012000masoud132Belum ada peringkat
- UTL G GS-8 Rev10 Piping MaterialsDokumen253 halamanUTL G GS-8 Rev10 Piping Materialsmasoud132Belum ada peringkat
- UTL G GS-8 Rev10 Piping MaterialsDokumen253 halamanUTL G GS-8 Rev10 Piping Materialsmasoud132Belum ada peringkat
- Oisd GDN 178Dokumen21 halamanOisd GDN 178saurabhBelum ada peringkat
- UTL - G - GS-18 - Rev3 - Site Conditions & ClimateDokumen18 halamanUTL - G - GS-18 - Rev3 - Site Conditions & Climatemasoud132Belum ada peringkat
- Oisd GDN 115Dokumen74 halamanOisd GDN 115manishBelum ada peringkat
- Guidelines: OISD GDN-165 First Edition JULY-1999Dokumen20 halamanGuidelines: OISD GDN-165 First Edition JULY-1999msb_75Belum ada peringkat
- Dynamics - Bedford - 2Dokumen1 halamanDynamics - Bedford - 2masoud132Belum ada peringkat
- OISD-GDN 199: Oil Industry Safety DirectorateDokumen32 halamanOISD-GDN 199: Oil Industry Safety Directoratemasoud132Belum ada peringkat
- G Ce 170Dokumen8 halamanG Ce 170masoud132Belum ada peringkat
- Oisd GDN 161Dokumen23 halamanOisd GDN 161saurabhBelum ada peringkat
- General Workplace Safety: JUNE 2006Dokumen149 halamanGeneral Workplace Safety: JUNE 2006masoud132Belum ada peringkat
- Engineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and EngineerDokumen1 halamanEngineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and Engineermasoud132Belum ada peringkat
- The Institute of Engineering and Technology (Iet)Dokumen1 halamanThe Institute of Engineering and Technology (Iet)masoud132Belum ada peringkat
- C 00Dokumen1 halamanC 00masoud132Belum ada peringkat
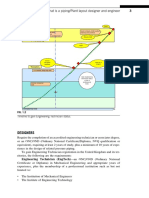
- 3 1.1 What Is A Piping/plant Layout Designer and Engineer: DesignersDokumen1 halaman3 1.1 What Is A Piping/plant Layout Designer and Engineer: Designersmasoud132Belum ada peringkat
- Engineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)Dokumen1 halamanEngineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)masoud132Belum ada peringkat
- The Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering SocietiesDokumen1 halamanThe Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering Societiesmasoud132Belum ada peringkat
- Tanks - Exxon MP PDFDokumen44 halamanTanks - Exxon MP PDFmasoud132Belum ada peringkat
- M El 131Dokumen16 halamanM El 131masoud132Belum ada peringkat
- G Ce 470Dokumen35 halamanG Ce 470masoud132Belum ada peringkat
- The Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDokumen1 halamanThe Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Belum ada peringkat
- 2 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDokumen1 halaman2 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Belum ada peringkat
- E Ce 140Dokumen28 halamanE Ce 140masoud132Belum ada peringkat
- E Ce 340Dokumen20 halamanE Ce 340masoud132Belum ada peringkat
- C Ce 355Dokumen18 halamanC Ce 355masoud132Belum ada peringkat
- E Ce 130Dokumen23 halamanE Ce 130masoud132Belum ada peringkat
- E Ce 110Dokumen28 halamanE Ce 110masoud132Belum ada peringkat
- Maya RigDokumen329 halamanMaya Rigskynet24100% (2)
- Chemistry Folio Soap and DetergentDokumen13 halamanChemistry Folio Soap and DetergentMarinda YieBelum ada peringkat
- 1PH7 MotorDokumen244 halaman1PH7 MotorgetBelum ada peringkat
- BENNET 840 MallinckrodtDokumen12 halamanBENNET 840 MallinckrodtmartynbbBelum ada peringkat
- Principles of Hydrostatic PressureDokumen25 halamanPrinciples of Hydrostatic PressureJherhamy BaguilatBelum ada peringkat
- Errors in Chemical AnalysisDokumen51 halamanErrors in Chemical AnalysisJeffrey PalconeBelum ada peringkat
- TIME TABLE - M.E/M.Tech. - APRIL/MAY-2010 Regulations: 2005Dokumen12 halamanTIME TABLE - M.E/M.Tech. - APRIL/MAY-2010 Regulations: 2005Sathis KumarBelum ada peringkat
- AP Calculus AB - Integration - NotesDokumen26 halamanAP Calculus AB - Integration - NotesHaniyaAngelBelum ada peringkat
- Current Electricity WorksheetDokumen6 halamanCurrent Electricity WorksheetRohan ChackoBelum ada peringkat
- Keynote Simon MillsDokumen31 halamanKeynote Simon MillsfaisalBelum ada peringkat
- Dow Elite 5401G TDSDokumen3 halamanDow Elite 5401G TDSAli RazuBelum ada peringkat
- Answers & Solutions: For For For For For NTSE (Stage-I) 2017-18Dokumen20 halamanAnswers & Solutions: For For For For For NTSE (Stage-I) 2017-18Manish GoyalBelum ada peringkat
- Chem 11 - Lab 1 - How Thick Is Aluminum FoilDokumen1 halamanChem 11 - Lab 1 - How Thick Is Aluminum FoilabmacphailBelum ada peringkat
- AluminioDokumen14 halamanAluminiobrauliocoroBelum ada peringkat
- Regular Solution TheoryDokumen4 halamanRegular Solution TheoryLouie G NavaltaBelum ada peringkat
- Crystallinity in Polymers-1Dokumen19 halamanCrystallinity in Polymers-1anbuchelvanBelum ada peringkat
- Preparation of Silver Nanoparticles in Cellulose Acetate Polymer and The Reaction Chemistry of Silver Complexes in The PolymerDokumen4 halamanPreparation of Silver Nanoparticles in Cellulose Acetate Polymer and The Reaction Chemistry of Silver Complexes in The Polymer1Belum ada peringkat
- Practical EXamDokumen5 halamanPractical EXamNDTInstructor100% (6)
- Gas BookDokumen202 halamanGas Bookomiitg67% (3)
- Experiment: 1 Parallel Flow Heat ExchangerDokumen18 halamanExperiment: 1 Parallel Flow Heat ExchangerAnonymous QM0NLqZOBelum ada peringkat
- TV126WHM Nuo PDFDokumen33 halamanTV126WHM Nuo PDFganyuanBelum ada peringkat
- E 126 - 92 R98 Rteyng - PDFDokumen6 halamanE 126 - 92 R98 Rteyng - PDFLuis Alberto Cristo GallegoBelum ada peringkat
- Bio Analytical SopDokumen17 halamanBio Analytical SopalexpharmBelum ada peringkat
- Assignment 1 - Magnetic CircuitsDokumen4 halamanAssignment 1 - Magnetic CircuitsPravish Zeus100% (1)
- FORNEY TestingMachinesDokumen17 halamanFORNEY TestingMachinesNhayelli EstradaBelum ada peringkat
- JEE Advanced 2019 Paper AnalysisDokumen25 halamanJEE Advanced 2019 Paper AnalysisPankaj BaidBelum ada peringkat
- HCLDokumen8 halamanHCLlalit shakhaBelum ada peringkat
- Presentation Dr. Fahmida Gulshan 1Dokumen30 halamanPresentation Dr. Fahmida Gulshan 1Vishal SharmaBelum ada peringkat