Anda mungkin juga menyukai
- The Paper English To Fulfill Tasks About Foundry Casting Lecturer Mrs. Rr. Poppy Puspitasari, S.T., M.T., PH.DDokumen16 halamanThe Paper English To Fulfill Tasks About Foundry Casting Lecturer Mrs. Rr. Poppy Puspitasari, S.T., M.T., PH.DPiii piiBelum ada peringkat
- Chapter 3 CastingDokumen77 halamanChapter 3 CastingGaurav Kumar Badhotiya100% (1)
- Metal-Casting Process and EquipmentDokumen18 halamanMetal-Casting Process and EquipmentZulfikarUdenBelum ada peringkat
- Continuous CastingDokumen12 halamanContinuous Castingরিপন মন্ডলBelum ada peringkat
- X Ray of CastingDokumen2 halamanX Ray of CastingBhupesh MulikBelum ada peringkat
- GTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NeDokumen401 halamanGTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NebmdbmdbmdBelum ada peringkat
- Sand Casting Lab Report SummaryDokumen24 halamanSand Casting Lab Report SummaryseifelsaieBelum ada peringkat
- Metal CastingDokumen22 halamanMetal CastingANKIT RAJBelum ada peringkat
- Casting DefectsDokumen12 halamanCasting Defectssushil.vgiBelum ada peringkat
- Near Net Shape CastingDokumen3 halamanNear Net Shape CastingNURBelum ada peringkat
- Lost Foam Cast ProcemssDokumen22 halamanLost Foam Cast ProcemssSebastian PeterBelum ada peringkat
- Clean Cast Steel Technology Improves QualityDokumen61 halamanClean Cast Steel Technology Improves QualitySUNDRAMNAGABelum ada peringkat
- Metal Casting ProcessesDokumen98 halamanMetal Casting ProcessestmcoachingcentreBelum ada peringkat
- Course: Metal Casting: Lecture No-1 Scope, Challenges, Focus and History of Casting ProcessDokumen4 halamanCourse: Metal Casting: Lecture No-1 Scope, Challenges, Focus and History of Casting ProcesszombieBelum ada peringkat
- Yield Improvement Steel Castings PDFDokumen321 halamanYield Improvement Steel Castings PDFMy Dad My WorldBelum ada peringkat
- EAT227-Lecture 2.1 - Metal CastingDokumen42 halamanEAT227-Lecture 2.1 - Metal CastingQim SvBelum ada peringkat
- Casting Process GuideDokumen74 halamanCasting Process Guidevinu1977Belum ada peringkat
- Aluminium Pressure Die CastingDokumen11 halamanAluminium Pressure Die CastingMarcos100% (1)
- 8 Centrifugal & Die Casting-2Dokumen53 halaman8 Centrifugal & Die Casting-2Monsieur PoopBelum ada peringkat
- Unit-1 Metal Casting ProcessDokumen261 halamanUnit-1 Metal Casting ProcessDharun PrakashBelum ada peringkat
- Difference Between Forging and CastingDokumen2 halamanDifference Between Forging and CastingMOHAMMAD ALIBelum ada peringkat
- METAL CASTING GUIDEDokumen18 halamanMETAL CASTING GUIDEvelavansuBelum ada peringkat
- Doosan Plastic Mold Steel: Creating Value For The WorldDokumen16 halamanDoosan Plastic Mold Steel: Creating Value For The Worldanilbabu4100% (1)
- Solidcast IranDokumen239 halamanSolidcast IranMario Farfan Cantoya NetoBelum ada peringkat
- Powder Metallurgy: Basics & Applications Powder MetallurgyDokumen11 halamanPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiBelum ada peringkat
- Cast Vs ForgedDokumen9 halamanCast Vs ForgedSIVABelum ada peringkat
- Siavashi 12 PHDDokumen231 halamanSiavashi 12 PHDVikash SinghBelum ada peringkat
- Casting Design and Process OptimizationDokumen20 halamanCasting Design and Process OptimizationCHANDRAJEET AMARBelum ada peringkat
- Metal Casting Process GuideDokumen8 halamanMetal Casting Process GuideRiya PanwarBelum ada peringkat
- Sand CastingDokumen9 halamanSand CastingMohamed OmarBelum ada peringkat
- Common Casting Defects - Sand Mold, Metal CastingDokumen10 halamanCommon Casting Defects - Sand Mold, Metal CastingAbhinav Pratap MauryaBelum ada peringkat
- Metal CastingDokumen12 halamanMetal CastingChinmay Das100% (4)
- NADCA-High Temp DieDokumen12 halamanNADCA-High Temp DiejalilemadiBelum ada peringkat
- 87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFDokumen10 halaman87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFAmir JoonBelum ada peringkat
- Advancements in Sheet Metal FormingDokumen18 halamanAdvancements in Sheet Metal FormingSoheil ElsaifyBelum ada peringkat
- Chapter 10 Casting IDokumen38 halamanChapter 10 Casting IMinhaj UllahBelum ada peringkat
- Advanced Lost Foam Casting Technology PHDokumen54 halamanAdvanced Lost Foam Casting Technology PHSUNDRAMNAGABelum ada peringkat
- W7-321E TinplateDokumen44 halamanW7-321E Tinplatenikola stojanovicBelum ada peringkat
- Valery Marinov, Manufacturing TechnologyDokumen168 halamanValery Marinov, Manufacturing TechnologyAbir Roy100% (3)
- 256412Dokumen68 halaman256412tabibkarim100% (1)
- Controlling The Chemistry and The and The Section Size Is Very ImportantDokumen2 halamanControlling The Chemistry and The and The Section Size Is Very ImportantHeuzerGomesBelum ada peringkat
- Lost Foam Process Defect AnalysisDokumen5 halamanLost Foam Process Defect AnalysisVivek PanseBelum ada peringkat
- Special Casting ProcessDokumen9 halamanSpecial Casting ProcessChaitanya SadhanBelum ada peringkat
- FoundryDokumen2 halamanFoundryHafiz UdinBelum ada peringkat
- Cold WorkingDokumen7 halamanCold WorkingShahir Afif IslamBelum ada peringkat
- Chapter 4Dokumen119 halamanChapter 4razlan ghazaliBelum ada peringkat
- Evaporative Pattern Casting Epc PDFDokumen2 halamanEvaporative Pattern Casting Epc PDFLauraBelum ada peringkat
- Special CastingDokumen24 halamanSpecial CastingManohara ErlaBelum ada peringkat
- Gas Defects:: These Are Spherical, Flattened or Elongated CavitiesDokumen3 halamanGas Defects:: These Are Spherical, Flattened or Elongated CavitiesmaniBelum ada peringkat
- GAS PROBLEM in Steel Sand CastingsDokumen7 halamanGAS PROBLEM in Steel Sand CastingsVasu RajaBelum ada peringkat
- MTech Production Thesis on Advanced Casting ProcessesDokumen42 halamanMTech Production Thesis on Advanced Casting ProcessesPrikshit Gothwal100% (1)
- Research Project Report On Ferrous Steel Scrap Demand in FoundariesDokumen10 halamanResearch Project Report On Ferrous Steel Scrap Demand in FoundariesAarushi NarangBelum ada peringkat
- Smart Ir Temperature SensorDokumen13 halamanSmart Ir Temperature SensorSukamal BhagbatiBelum ada peringkat
- Elements of Gating SystemDokumen21 halamanElements of Gating SystemsudhirBelum ada peringkat
- Properties of TiB2Dokumen12 halamanProperties of TiB2DnayneshwarBelum ada peringkat
- GRINDING TechnologyDokumen7 halamanGRINDING TechnologyMifzal IzzaniBelum ada peringkat
- Carbon Dioxide Moulding ProcessDokumen17 halamanCarbon Dioxide Moulding ProcessqwertyuioBelum ada peringkat
- MFG Tooling - 09 Progressive Dies PDFDokumen16 halamanMFG Tooling - 09 Progressive Dies PDFNhan LeBelum ada peringkat
- Mce516 Lecture Note 1Dokumen98 halamanMce516 Lecture Note 1Edward JBelum ada peringkat
- SCI06 - Calculation and Application of Overall Thermal Transfer Value (OTTV) and U-Value - Student Notes PDFDokumen15 halamanSCI06 - Calculation and Application of Overall Thermal Transfer Value (OTTV) and U-Value - Student Notes PDFEpahBelum ada peringkat
- CFD I S 15B ANSYSFluentGettingStartedGuideDokumen64 halamanCFD I S 15B ANSYSFluentGettingStartedGuidelautaroi77Belum ada peringkat
- Castors and Wheels TD enDokumen14 halamanCastors and Wheels TD enVinitJoryBelum ada peringkat
- Chep Hyperthreading v7Dokumen1 halamanChep Hyperthreading v7VinitJoryBelum ada peringkat
- Study of Cooling System With Water Mist Sprayers: Fundamental Examination of Particle Size Distribution and Cooling EffectsDokumen9 halamanStudy of Cooling System With Water Mist Sprayers: Fundamental Examination of Particle Size Distribution and Cooling EffectsVinitJoryBelum ada peringkat
- Book Chapt1 PDFDokumen8 halamanBook Chapt1 PDFVinitJoryBelum ada peringkat
- EEG Medical Device Cart Design SpecsDokumen2 halamanEEG Medical Device Cart Design SpecsVinitJoryBelum ada peringkat
- T 570 RubbersealDokumen5 halamanT 570 RubbersealVinitJory100% (1)
- Genigraphics Poster Template A0Dokumen1 halamanGenigraphics Poster Template A0VinitJoryBelum ada peringkat
- Function DecompositionDokumen47 halamanFunction DecompositionVinitJoryBelum ada peringkat
- Sandcasting OverviewDokumen3 halamanSandcasting Overviewoukast_23Belum ada peringkat
- Metalwork Notes - MalcomDokumen42 halamanMetalwork Notes - MalcomVinitJory100% (1)
- Intro To Eddy CurrentDokumen61 halamanIntro To Eddy Currentrealneil_1Belum ada peringkat
- RCM Handbook-1Dokumen356 halamanRCM Handbook-1suastiastu100% (6)
- University of Mauritius: Potential of Using Locally Available Natural Plant Fibres in Engineering ApplicationsDokumen28 halamanUniversity of Mauritius: Potential of Using Locally Available Natural Plant Fibres in Engineering ApplicationsVinitJoryBelum ada peringkat
- TB014-Reliability Centered Maintenance White PaperDokumen7 halamanTB014-Reliability Centered Maintenance White PaperVinitJory100% (1)
- Study On Bamboo As Reinforcement in Cement ConcreteDokumen10 halamanStudy On Bamboo As Reinforcement in Cement ConcreteVinitJoryBelum ada peringkat
- University of Mauritius: Potential of Using Locally Available Natural Plant Fibres in Engineering ApplicationsDokumen28 halamanUniversity of Mauritius: Potential of Using Locally Available Natural Plant Fibres in Engineering ApplicationsVinitJoryBelum ada peringkat
- Cell Wall Structure and Formation of Maturing Fibres of Moso Bamboo (Phyllostachys Pubescens) Increase Buckling ResistanceDokumen9 halamanCell Wall Structure and Formation of Maturing Fibres of Moso Bamboo (Phyllostachys Pubescens) Increase Buckling ResistanceVinitJoryBelum ada peringkat
- Clipper Circuits Explained: Series, Shunt & Dual Diode TypesDokumen8 halamanClipper Circuits Explained: Series, Shunt & Dual Diode TypesVinitJory100% (1)
- Catalogue-Tungaloy 03 Boring ToolholderDokumen27 halamanCatalogue-Tungaloy 03 Boring ToolholderAlejandro Alex EnriquezBelum ada peringkat
- Shop Exercise 5Dokumen7 halamanShop Exercise 5marisonBelum ada peringkat
- Drill PressDokumen1 halamanDrill PressBoyke WinterbergBelum ada peringkat
- Local 597 Welding ManualDokumen96 halamanLocal 597 Welding Manualyud100% (1)
- Cooling CurvesDokumen7 halamanCooling CurvesAvinash RampariyaBelum ada peringkat
- Design of Welded ConnectionsDokumen51 halamanDesign of Welded Connectionscutefrenzy100% (1)
- Aws WPQDokumen3 halamanAws WPQKaliman MendozaBelum ada peringkat
- Ta 102 Workshop practice Shaping, Planing and Slotting OperationsDokumen36 halamanTa 102 Workshop practice Shaping, Planing and Slotting OperationsAnonymous lTQDM21Belum ada peringkat
- Wel 13 HDokumen8 halamanWel 13 HWilly Uio100% (1)
- Seminarski RadDokumen32 halamanSeminarski RadAdmir KlinčevićBelum ada peringkat
- N CGLDokumen70 halamanN CGLjoshibecBelum ada peringkat
- Parameter Pengelasan SMAW: No Bahan Diameter Ampere Polaritas Penetrasi Rekomendasi Posisi PengguanaanDokumen2 halamanParameter Pengelasan SMAW: No Bahan Diameter Ampere Polaritas Penetrasi Rekomendasi Posisi PengguanaanKhamdi AfandiBelum ada peringkat
- Welding TestDokumen4 halamanWelding Testsribalaji22100% (1)
- Blow MoldingDokumen22 halamanBlow MoldingMohamad Saufi Hashim100% (1)
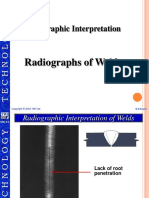
- Radiographic Interpretation: Radiographs of WeldsDokumen22 halamanRadiographic Interpretation: Radiographs of WeldsManoj BallaBelum ada peringkat
- Analysis Laporan PKLDokumen10 halamanAnalysis Laporan PKLAnonymous qWGYhGtiKbBelum ada peringkat
- Industrial Training ReportDokumen22 halamanIndustrial Training Report9896016960Belum ada peringkat
- Daily Welding Inspection Report 26.01.2018Dokumen12 halamanDaily Welding Inspection Report 26.01.2018nguyennamxmBelum ada peringkat
- 18 Compression and Transfer MoldingDokumen20 halaman18 Compression and Transfer Moldingsuhas deshpande100% (2)
- WPS for SS to CS WeldingDokumen1 halamanWPS for SS to CS WeldingLipika GayenBelum ada peringkat
- Nelson Stud Welding - Standard FerruleDokumen3 halamanNelson Stud Welding - Standard FerruleStefan Ionita0% (1)
- Code 1 WPS Rev 0 PDFDokumen18 halamanCode 1 WPS Rev 0 PDFEarl HarbertBelum ada peringkat
- Welded ConnectionsDokumen47 halamanWelded ConnectionsHarold Jackson Mtyana100% (3)
- Swps Aws b2.1 X XXXDokumen6 halamanSwps Aws b2.1 X XXXJose David Perez Torrico0% (1)
- AWS Sustainlibrary PDFDokumen3 halamanAWS Sustainlibrary PDFppedringBelum ada peringkat
- METAL CASTING PROCESS OPTIMIZATIONDokumen10 halamanMETAL CASTING PROCESS OPTIMIZATIONcarrespmBelum ada peringkat
- Chapter 4 Aircraft WeldingDokumen30 halamanChapter 4 Aircraft Weldingmich48chinBelum ada peringkat
- Metal Joining ProcessDokumen28 halamanMetal Joining ProcessVenkatesh Modi100% (2)
- WPS Multi GMAW FCAW PDFDokumen2 halamanWPS Multi GMAW FCAW PDFwentroprem75% (4)
- Welding DefectsDokumen47 halamanWelding Defects0502raviBelum ada peringkat