Anda mungkin juga menyukai
- Electrode IDentificationDokumen3 halamanElectrode IDentificationAmit AgarwalBelum ada peringkat
- AFBC BoilerDokumen12 halamanAFBC BoilerNaman Sharma0% (1)
- HRSG Corrosion PDFDokumen8 halamanHRSG Corrosion PDFJayanath Nuwan SameeraBelum ada peringkat
- IACS requirements for materials and welding for gas tankersDokumen247 halamanIACS requirements for materials and welding for gas tankersDenny AgusBelum ada peringkat
- BoilerDokumen205 halamanBoilerTarek Ahmed100% (3)
- Rupture Disk SpecificationDokumen3 halamanRupture Disk Specificationmicroco4Belum ada peringkat
- FSA Gasket Handbook - June 2017Dokumen138 halamanFSA Gasket Handbook - June 2017Dijin MaroliBelum ada peringkat
- FSA Gasket Handbook - June 2017Dokumen138 halamanFSA Gasket Handbook - June 2017Dijin MaroliBelum ada peringkat
- Welding Filler Metals For Power Plant EngineeringDokumen20 halamanWelding Filler Metals For Power Plant EngineeringgogotigBelum ada peringkat
- Williams Material Suffix Common Designation Astm Casting Specification Service RecommendationsDokumen2 halamanWilliams Material Suffix Common Designation Astm Casting Specification Service Recommendationsboom10Belum ada peringkat
- FCSG For SAGDDokumen7 halamanFCSG For SAGDaugur886Belum ada peringkat
- Passivating & Pickling Stainless SteelDokumen16 halamanPassivating & Pickling Stainless Steelfeki2607Belum ada peringkat
- HRST Boiler Biz - Volume 15 Issue 1 - 2014Dokumen8 halamanHRST Boiler Biz - Volume 15 Issue 1 - 2014IlkuBelum ada peringkat
- Cracking in Fire Tube BoilersDokumen8 halamanCracking in Fire Tube BoilersRui AlexandreBelum ada peringkat
- Selected Welding Application in Offshore IndustryDokumen38 halamanSelected Welding Application in Offshore IndustryzuudeeBelum ada peringkat
- Pickling HandbookDokumen20 halamanPickling HandbookRhona100% (1)
- Fire Tube Boilers PDFDokumen16 halamanFire Tube Boilers PDFG.SWAMI67% (3)
- Fatigue CorrosionDokumen2 halamanFatigue Corrosionaop10468Belum ada peringkat
- Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDokumen12 halamanWelding of CrMo Steels For Power Generation and Petrochemical ApplicationsDries Vandezande100% (1)
- Boiler EfesiensiDokumen161 halamanBoiler Efesiensirapuy90Belum ada peringkat
- Robinair Bombas de Vacío 15401 601Dokumen32 halamanRobinair Bombas de Vacío 15401 601MarcWorld100% (1)
- P 91 Piping WeldingDokumen81 halamanP 91 Piping Weldingneelapu mahesh reddy100% (1)
- Boiler Part - Pin TubeDokumen7 halamanBoiler Part - Pin TubeoktemBelum ada peringkat
- Functional Biopolymers: Mohammad Abu Jafar Mazumder Heather Sheardown Amir Al-Ahmed EditorsDokumen586 halamanFunctional Biopolymers: Mohammad Abu Jafar Mazumder Heather Sheardown Amir Al-Ahmed EditorsMonique BarretoBelum ada peringkat
- Metallic Materials for FGD SystemsDokumen21 halamanMetallic Materials for FGD SystemsClaudia MmsBelum ada peringkat
- Boiler Tube Repair ProcedureDokumen7 halamanBoiler Tube Repair ProcedurejoelandrewpintoBelum ada peringkat
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDokumen12 halaman02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsivanmatijevicBelum ada peringkat
- Welding of Ferritic Creep-Resistant SteelsDokumen3 halamanWelding of Ferritic Creep-Resistant Steelssn200709Belum ada peringkat
- Superheater and Reheater Outlet Header Inspections FailuresDokumen65 halamanSuperheater and Reheater Outlet Header Inspections Failureskaruna346Belum ada peringkat
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDari EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsBelum ada peringkat
- Boiler System Failures - GE Water PDFDokumen7 halamanBoiler System Failures - GE Water PDFUsMan ZaFarBelum ada peringkat
- Corrosion FatigueDokumen0 halamanCorrosion FatigueBangkit Rachmat HilcaBelum ada peringkat
- Industrial Boiler Engineering ManualDokumen26 halamanIndustrial Boiler Engineering ManualnoxleekBelum ada peringkat
- Failures of BoilersDokumen7 halamanFailures of BoilersTeuku Rizal El SilencioBelum ada peringkat
- TubesheetDokumen8 halamanTubesheetVaibhavBelum ada peringkat
- Guide For Insepction For Installed Fired HeatersDokumen35 halamanGuide For Insepction For Installed Fired HeatersColoLatino100% (7)
- Stp944-Eb 1420Dokumen146 halamanStp944-Eb 1420delta lab sangli100% (1)
- Electrostatic PrecipitatorDokumen77 halamanElectrostatic Precipitatorsurender_kr4858Belum ada peringkat
- Approved Welding Electrodes for Refinery EquipmentDokumen3 halamanApproved Welding Electrodes for Refinery EquipmentKailas AnandeBelum ada peringkat
- Updates On Improving Refractory Lining Service LifeDokumen11 halamanUpdates On Improving Refractory Lining Service LifeThiruvengadamBelum ada peringkat
- Flame ImpingmentDokumen11 halamanFlame ImpingmentidigitiBelum ada peringkat
- Chloride SCC of 316 SSTDokumen5 halamanChloride SCC of 316 SSTSH1961100% (1)
- Boiler Operation and MaintenanceDokumen25 halamanBoiler Operation and MaintenanceJom BonhayagBelum ada peringkat
- Corrosion and Cracking in Recovery Boiler TubesDokumen8 halamanCorrosion and Cracking in Recovery Boiler Tubeslambu_ladBelum ada peringkat
- Boiler Tube Facts BookDokumen29 halamanBoiler Tube Facts Bookinsult2injury100% (3)
- Weishaupt Gas Burners G1 To G7 Version LN (Low NOx) - 0129-GB-03-03Dokumen12 halamanWeishaupt Gas Burners G1 To G7 Version LN (Low NOx) - 0129-GB-03-03QuangĐạoBelum ada peringkat
- Part (3) Welding Practice : - Welding Passes - Welding Directions - Welding Sequences - Welding DefectsDokumen10 halamanPart (3) Welding Practice : - Welding Passes - Welding Directions - Welding Sequences - Welding DefectsMohamedMostafaBelum ada peringkat
- Verification of Debye-Hückel-Onsager EquationDokumen3 halamanVerification of Debye-Hückel-Onsager EquationJOSEPH HERBERT MABEL50% (6)
- Boiler Inspections GudeDokumen4 halamanBoiler Inspections GudeJayanath Nuwan SameeraBelum ada peringkat
- Chemistry and Metallurgy: Second Revised and Enlarged EditionDari EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryBelum ada peringkat
- IJSRD - Boiler Tube Failures & Prevention MethodsDokumen2 halamanIJSRD - Boiler Tube Failures & Prevention MethodsThanhluan NguyenBelum ada peringkat
- Basic Info About Glaze FormulationsDokumen3 halamanBasic Info About Glaze FormulationsThongMaVanBelum ada peringkat
- Velan High Pressure Steam Trapping Brochure PDFDokumen8 halamanVelan High Pressure Steam Trapping Brochure PDFSH1961Belum ada peringkat
- Analysis of Tube Failure-Boiler Copper DepositDokumen11 halamanAnalysis of Tube Failure-Boiler Copper Depositjeanpaul CAYTANBelum ada peringkat
- 30 Ncmer037Dokumen16 halaman30 Ncmer037Arslan ArshadBelum ada peringkat
- Relationship Between Microstructure and Ductility of Investment Cast ASTM F-75 Implant AlloyDokumen7 halamanRelationship Between Microstructure and Ductility of Investment Cast ASTM F-75 Implant AlloyCatarina Pinto100% (1)
- Boiler Corrosion MagnetiteDokumen14 halamanBoiler Corrosion MagnetiteJakeTheSnake69Belum ada peringkat
- PreheatDokumen2 halamanPreheatZoe ToBelum ada peringkat
- Smelt Water ExplosionsDokumen19 halamanSmelt Water Explosionsnmehta67100% (1)
- How To Boost HRSG Performance and Increase Your Plant's Bottom LineDokumen28 halamanHow To Boost HRSG Performance and Increase Your Plant's Bottom Lineabdulyunus_amir100% (1)
- Minimizing Flame ImpingmentDokumen4 halamanMinimizing Flame ImpingmentBahar MeschiBelum ada peringkat
- Seamless Steel Pipes For High Temperature and Pressure ServiceDokumen3 halamanSeamless Steel Pipes For High Temperature and Pressure ServiceJonnah Faye MojaresBelum ada peringkat
- Caustic EmbrittlementDokumen5 halamanCaustic EmbrittlementKenneth LeeBelum ada peringkat
- Intergranular CorrosionDokumen4 halamanIntergranular CorrosionMecha EngrBelum ada peringkat
- Heat Treatment of Carbon Steels GuideDokumen10 halamanHeat Treatment of Carbon Steels GuidePrasanna RajaBelum ada peringkat
- Oxy Gas Cutting TechniquesDokumen15 halamanOxy Gas Cutting Techniqueskhwanta-bta100% (2)
- Crosby Style HL Low Pressure Steel Full Nozzle Safety Valves Installation, Maintenance and Adjustment InstructionsDokumen17 halamanCrosby Style HL Low Pressure Steel Full Nozzle Safety Valves Installation, Maintenance and Adjustment InstructionsTarek MohamedBelum ada peringkat
- Nickel and HT Alloys For Petrochemical ApplicationsDokumen39 halamanNickel and HT Alloys For Petrochemical ApplicationsDaniel Corella100% (1)
- Condensate ReturnDokumen24 halamanCondensate Returnwaheed2286Belum ada peringkat
- Types of PipesDokumen6 halamanTypes of PipesVengga DeshBelum ada peringkat
- Causes of Massive Tube Failure in an Ethylene Cracking FurnaceDokumen18 halamanCauses of Massive Tube Failure in an Ethylene Cracking FurnaceCHONKARN CHIABLAMBelum ada peringkat
- Industrial Shaft Seals - 10919 - 2 EN PDFDokumen488 halamanIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaBelum ada peringkat
- InTech-Corrosive Effects of Chlorides On MetalsDokumen41 halamanInTech-Corrosive Effects of Chlorides On MetalsAndrey756Belum ada peringkat
- Industrial Shaft Seals - 10919 - 2 EN PDFDokumen488 halamanIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaBelum ada peringkat
- Data SF3300Dokumen2 halamanData SF3300Ingrid Johhana BalbinBelum ada peringkat
- Pipe Marking - Full Guide PDFDokumen27 halamanPipe Marking - Full Guide PDFSH1961Belum ada peringkat
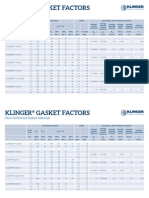
- Klinger Gasket FactorsDokumen3 halamanKlinger Gasket FactorsGeorge TanasescuBelum ada peringkat
- 444 StainlessDokumen4 halaman444 StainlessSH1961Belum ada peringkat
- Non Ferrous MaterialsDokumen8 halamanNon Ferrous MaterialsSH1961Belum ada peringkat
- 444 StainlessDokumen4 halaman444 StainlessSH1961Belum ada peringkat
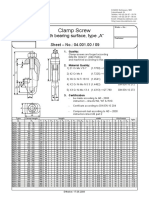
- Vba Edelmann Clamp FastenersDokumen2 halamanVba Edelmann Clamp FastenersSH1961Belum ada peringkat
- Bolt Tightening TorquesDokumen3 halamanBolt Tightening Torquesatanughosh125Belum ada peringkat
- Non Returne ValvesDokumen22 halamanNon Returne ValvesSH1961Belum ada peringkat
- Complete CatalogDokumen52 halamanComplete CatalogrbsaylorsBelum ada peringkat
- Algoma Steel Sheet PDFDokumen10 halamanAlgoma Steel Sheet PDFSH1961Belum ada peringkat
- ISO Coordination System Symbols GuideDokumen3 halamanISO Coordination System Symbols GuideSH1961Belum ada peringkat
- Tightening TorquesDokumen4 halamanTightening Torquesflanker76Belum ada peringkat
- Aalco Datasheet ST ST BS enDokumen12 halamanAalco Datasheet ST ST BS enSH1961Belum ada peringkat
- Aalco Datasheet ST ST BS enDokumen2 halamanAalco Datasheet ST ST BS enSalai LokeshBelum ada peringkat
- Dynalene HC Engineering GuideDokumen38 halamanDynalene HC Engineering GuideSH1961Belum ada peringkat
- Lumi GlassDokumen1 halamanLumi GlassSH1961Belum ada peringkat
- Gaskets - Graphite PDFDokumen4 halamanGaskets - Graphite PDFSH1961Belum ada peringkat
- Corrosion Resistance ofDokumen44 halamanCorrosion Resistance ofalkem7Belum ada peringkat
- Stainless Steel Pressure RatingsDokumen7 halamanStainless Steel Pressure RatingsNauman KhanBelum ada peringkat
- Carbon Steel Swage Nipples and Bull Plugs: Price Sheet SN-908Dokumen18 halamanCarbon Steel Swage Nipples and Bull Plugs: Price Sheet SN-908rocknyvBelum ada peringkat
- R.C.C Beam Design GuideDokumen20 halamanR.C.C Beam Design Guidebishal dasBelum ada peringkat
- To Measure The Head Loss (HL) in A Pipe of Uniform Diameter (D)Dokumen6 halamanTo Measure The Head Loss (HL) in A Pipe of Uniform Diameter (D)Syed Ali Hasnain NaqviBelum ada peringkat
- Clark1984 PDFDokumen29 halamanClark1984 PDFMiguel HerreraBelum ada peringkat
- NA3 AND NA4 - Troubleshooting Guide (IM278TS SEPT 2006)Dokumen32 halamanNA3 AND NA4 - Troubleshooting Guide (IM278TS SEPT 2006)Julio BacilioBelum ada peringkat
- Solid, Liquid, Gas Explanation TextDokumen2 halamanSolid, Liquid, Gas Explanation Textnettexts100% (1)
- SBA #7 - Inhaled & Exhaled AirDokumen3 halamanSBA #7 - Inhaled & Exhaled AirlucyBelum ada peringkat
- NA-5 Automatic Welding Systems: SVM131-ADokumen152 halamanNA-5 Automatic Welding Systems: SVM131-AmaxBelum ada peringkat
- Firekab Je H ST H BD Fe180 ph120Dokumen2 halamanFirekab Je H ST H BD Fe180 ph120Azzeddine ZerroukBelum ada peringkat
- PT MineralDokumen2 halamanPT MineralFajar Premana PutraBelum ada peringkat
- Batch Asphalt Mixing Plants Brochure Ppb-1591-04-En 221009Dokumen17 halamanBatch Asphalt Mixing Plants Brochure Ppb-1591-04-En 221009Mohammad Rabnawaz imamBelum ada peringkat
- Dalian Hivolt Power System Co. Glass Insulator Test ReportDokumen5 halamanDalian Hivolt Power System Co. Glass Insulator Test ReportdiegoyyBelum ada peringkat
- Violations of The Octet Rule - Chemistry LibretextsDokumen9 halamanViolations of The Octet Rule - Chemistry Libretextsapi-368121935Belum ada peringkat
- Aluminum 5083 H111Dokumen2 halamanAluminum 5083 H111Murat KAYABelum ada peringkat
- Industrial Carbon Emissions: Primary ContributorsDokumen24 halamanIndustrial Carbon Emissions: Primary ContributorsSrijita SahaBelum ada peringkat
- ASTM D6373 15 Especificacion PGDokumen7 halamanASTM D6373 15 Especificacion PGPedro AlvelaisBelum ada peringkat
- Design and Constructi-On of Diaphragms For Under-Seepage Control - Code of PracticeDokumen20 halamanDesign and Constructi-On of Diaphragms For Under-Seepage Control - Code of PracticeChitharanjan VishnukripalBelum ada peringkat
- 2019 - 1.2. Zavarivanje Gasnim Plamenom I Srodni PostupciDokumen25 halaman2019 - 1.2. Zavarivanje Gasnim Plamenom I Srodni PostupciticmaBelum ada peringkat
- National Senior Certificate: Physical Sciences: Chemistry (P2) JUNE 2023Dokumen14 halamanNational Senior Certificate: Physical Sciences: Chemistry (P2) JUNE 2023Aneess ChouaneBelum ada peringkat
- Astm F-568M - 98Dokumen8 halamanAstm F-568M - 98awesome_600Belum ada peringkat
- Metal ExerciseDokumen3 halamanMetal ExercisemattyamaniBelum ada peringkat
- Bio-Vision - SSLC Chemistry SmileDokumen19 halamanBio-Vision - SSLC Chemistry SmilemujeebBelum ada peringkat
- 13 Corrosion Protection Best Practice - EDokumen37 halaman13 Corrosion Protection Best Practice - ENam TrinhBelum ada peringkat
- Chapter - Ii Principles of PhotocatalysisDokumen10 halamanChapter - Ii Principles of PhotocatalysisAbbas aliBelum ada peringkat