Anda mungkin juga menyukai
- HD785-7 SM SuspensionDokumen8 halamanHD785-7 SM SuspensionSegundo DiazBelum ada peringkat
- 2VW 17-280Dokumen5 halaman2VW 17-280RyR LubricantesBelum ada peringkat
- Manual Hummer y RaptorDokumen43 halamanManual Hummer y Raptorjuan arquerosBelum ada peringkat
- (Ballestas Atego 1726Dokumen1 halaman(Ballestas Atego 1726ASISTENTE MANTENIMIENTO AUTOTANQUESBelum ada peringkat
- Anexo 3 y 4Dokumen17 halamanAnexo 3 y 4Osvaldo UrbanoBelum ada peringkat
- New Actros 2645 S 33 6X4 Stream 4 Seg Ret 1Dokumen2 halamanNew Actros 2645 S 33 6X4 Stream 4 Seg Ret 1Joaquin Ignacio Contreras MedelBelum ada peringkat
- FC1000305 Botador PasadoresDokumen4 halamanFC1000305 Botador Pasadoresvictor campillayBelum ada peringkat
- Pauta Valorizada - Actros 3336 KDokumen1 halamanPauta Valorizada - Actros 3336 KRider Paredes ArmasBelum ada peringkat
- Ficha Tecnica HK6920GDokumen1 halamanFicha Tecnica HK6920GMiguel Coyure LopezBelum ada peringkat
- Furgoneta Electrica - Manual de Mantenimiento v3 - DEFDokumen68 halamanFurgoneta Electrica - Manual de Mantenimiento v3 - DEFpepeBelum ada peringkat
- Catalogo C-Elysee 300119Dokumen22 halamanCatalogo C-Elysee 300119Kratos HammetBelum ada peringkat
- Meritor Motriz Serie Rt46160Dokumen2 halamanMeritor Motriz Serie Rt46160CESAR ANGEL PHOCCO CHARCABelum ada peringkat
- En - WX04 LHD SSDokumen2 halamanEn - WX04 LHD SSEstyBelum ada peringkat
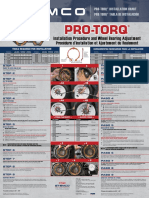
- Stemco - Protorque SpecsDokumen2 halamanStemco - Protorque Specsvicente456Belum ada peringkat
- Pautas ArocsDokumen4 halamanPautas ArocsRocer MiguelBelum ada peringkat
- Desmontar y Montar El Cubo de Rueda Trasero Mercedes BenzDokumen3 halamanDesmontar y Montar El Cubo de Rueda Trasero Mercedes BenzLuisMarinLobosBelum ada peringkat
- Camisa Motor MBDokumen4 halamanCamisa Motor MBarnoldmecBelum ada peringkat
- Catalogo WindpowerDokumen13 halamanCatalogo WindpowerSantiagoBelum ada peringkat
- JJ-8154 Certificado AntiempotramientoDokumen1 halamanJJ-8154 Certificado AntiempotramientoAlejandra AlvealBelum ada peringkat
- Presentacion MineriaDokumen28 halamanPresentacion MineriaPEDRO PABLO DUQUEBelum ada peringkat
- Pauta MantencionDokumen1 halamanPauta Mantencionfernando oteizaBelum ada peringkat
- Trucos VWDokumen3 halamanTrucos VWSalvador Moreno LuqueBelum ada peringkat
- Club de Amigos Volkswagen Amarok - ForO 4x4Dokumen7 halamanClub de Amigos Volkswagen Amarok - ForO 4x4Cristian FuentesBelum ada peringkat
- Clase Frenos de AireDokumen21 halamanClase Frenos de AireCristian AstoBelum ada peringkat
- BerlingoDokumen11 halamanBerlingobenjamin4miranda4estBelum ada peringkat
- FT Maxus C35Dokumen2 halamanFT Maxus C35Ragi Gi0% (1)
- JAC S3 Mant 2019 2023Dokumen1 halamanJAC S3 Mant 2019 2023Victor Rodrigo Becerra ErraizBelum ada peringkat
- Libro - CasoEstudioBigDataAnalyticsBombaDokumen54 halamanLibro - CasoEstudioBigDataAnalyticsBombaMae FFloresBelum ada peringkat
- Pauta Mantenimiento CT M. Benz 4144K 2018-UPDokumen10 halamanPauta Mantenimiento CT M. Benz 4144K 2018-UPEdison FloresBelum ada peringkat
- Manual 1Dokumen45 halamanManual 1Cortés CarvalloBelum ada peringkat
- CardanDokumen4 halamanCardanAlbino Itamar Godoy Carrasco100% (1)
- Valvoline Iso 46Dokumen1 halamanValvoline Iso 46Flavio MedranoBelum ada peringkat
- Pares de AprieteDokumen6 halamanPares de AprieteJhonny ManjarrezBelum ada peringkat
- Motocultor Chino-Implementado Por El MagapDokumen91 halamanMotocultor Chino-Implementado Por El Magapitalo mayuber mendoza velezBelum ada peringkat
- 17 Ficha Actros 3336 S 36 - K 36 - 45 PDFDokumen2 halaman17 Ficha Actros 3336 S 36 - K 36 - 45 PDFAlfredo Tapia CisternasBelum ada peringkat
- 1-Dgm-A Fallas y MP FmecaDokumen27 halaman1-Dgm-A Fallas y MP FmecastankoBelum ada peringkat
- Tema 11verificación y Puesta A Punto de La DistribuciónDokumen14 halamanTema 11verificación y Puesta A Punto de La DistribuciónSergio Leo OvejeroBelum ada peringkat
- Mantencion Camiones Motor OM364Dokumen7 halamanMantencion Camiones Motor OM364josezepeda1988Belum ada peringkat
- Ficha Tecnica Total Glacelf PDFDokumen4 halamanFicha Tecnica Total Glacelf PDFJeanBelum ada peringkat
- Carroceria Volare 4x4 - EspanholDokumen38 halamanCarroceria Volare 4x4 - EspanholMarcelo MateoBelum ada peringkat
- Hino Fs1elvdDokumen2 halamanHino Fs1elvdjose juanBelum ada peringkat
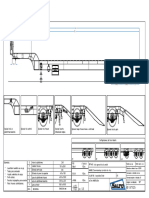
- VST7625 Corregido Semirremolque Carreton Low BoyDokumen1 halamanVST7625 Corregido Semirremolque Carreton Low Boydpv vialidadBelum ada peringkat
- Fichaspautas Mantencion Pasajeros PDFDokumen1 halamanFichaspautas Mantencion Pasajeros PDFRaúl VidalBelum ada peringkat
- Informe Técnico Aux-726 - Inpeccion TecnicaDokumen4 halamanInforme Técnico Aux-726 - Inpeccion TecnicaHAROLD MEJIABelum ada peringkat
- PTS-LeT-001 Cambio Cilindro de Direccion R6Dokumen8 halamanPTS-LeT-001 Cambio Cilindro de Direccion R6maocaleirlBelum ada peringkat
- Partes Suspension HaulmaaxDokumen6 halamanPartes Suspension HaulmaaxJuan Daniel FelipeBelum ada peringkat
- Posibles Fallas y Recomendaciones para Tu Transmisión AutomáticaDokumen4 halamanPosibles Fallas y Recomendaciones para Tu Transmisión AutomáticaAnonymous sNdyxBFBelum ada peringkat
- FT FiorinoDokumen3 halamanFT Fiorinofelix3189Belum ada peringkat
- Airbags - AutodataDokumen6 halamanAirbags - AutodataSantiago Rodriguez BejaranoBelum ada peringkat
- Rampla TremacDokumen2 halamanRampla TremacFelipe Gomez TrincadoBelum ada peringkat
- Luces TestigoDokumen20 halamanLuces TestigoGabriel Rosales100% (1)
- Módulo de Control Del Motor (ECM), Códigos de Avería para DiagnósticoDokumen116 halamanMódulo de Control Del Motor (ECM), Códigos de Avería para DiagnósticomarcoBelum ada peringkat
- Factura No. 13 DuramasDokumen2 halamanFactura No. 13 DuramasDuramas Cia Ltda100% (1)
- FILTROS MahleDokumen7 halamanFILTROS MahleAsstecnica Guarautodiesel100% (1)
- Ficha-Maxus T60Dokumen2 halamanFicha-Maxus T60CarlosBelum ada peringkat
- KX4 ComindDokumen16 halamanKX4 Comindcrido1981Belum ada peringkat
- Informe Tecnico t7x-878 - TymsacDokumen3 halamanInforme Tecnico t7x-878 - TymsacHAROLD MEJIABelum ada peringkat
- 8 ANEXO 3 Informe de Pra Pre ProDokumen20 halaman8 ANEXO 3 Informe de Pra Pre ProJulio Navarro TorrejonBelum ada peringkat
- Informe Procesos Llave FijaDokumen7 halamanInforme Procesos Llave FijaLina Maria Reyes GonzalesBelum ada peringkat
- Cert Calib Topcon GM-52 20605373276Dokumen1 halamanCert Calib Topcon GM-52 20605373276acevedokelvin01Belum ada peringkat
- ANTEPROYECTO-Ricardo Araya TorresDokumen18 halamanANTEPROYECTO-Ricardo Araya TorresFrancisco Javier Roco LabraBelum ada peringkat
- Informe Procesos HidrogenoDokumen13 halamanInforme Procesos HidrogenoFrancisco Javier Roco LabraBelum ada peringkat
- Examen Maquinas Electricas UlsDokumen1 halamanExamen Maquinas Electricas UlsFrancisco Javier Roco LabraBelum ada peringkat
- Refrigeracion en MACIDokumen6 halamanRefrigeracion en MACIFrancisco Javier Roco LabraBelum ada peringkat
- Reglamento Ambiental InternoDokumen6 halamanReglamento Ambiental InternoJefe Ssoma GytresBelum ada peringkat
- Valvula Conexion Clamp Serie s290 AscoDokumen3 halamanValvula Conexion Clamp Serie s290 AscoBase SistemasBelum ada peringkat
- Electrotecnia Industrial: WWW - Senati.edu - PeDokumen78 halamanElectrotecnia Industrial: WWW - Senati.edu - PeJely OrdoñezBelum ada peringkat
- Conductividad Termica de LadrillosDokumen9 halamanConductividad Termica de LadrillosEduardo SNBelum ada peringkat
- Plasticidad y Endurecimiento Por Deformación de Los MaterialesDokumen56 halamanPlasticidad y Endurecimiento Por Deformación de Los MaterialesThePriusBelum ada peringkat
- Trabajo Final de quimicaPDF4 PDFDokumen29 halamanTrabajo Final de quimicaPDF4 PDFGeorge AyalaBelum ada peringkat
- Mezclas 1º ESODokumen49 halamanMezclas 1º ESOmiguelcep100% (1)
- Fibra ÓpticaDokumen11 halamanFibra ÓpticaAlexisCastroMartínezBelum ada peringkat
- La CalizaDokumen33 halamanLa CalizaYulissa TaniaBelum ada peringkat
- Tratamiento de Agua Residual Visin GlobalDokumen40 halamanTratamiento de Agua Residual Visin GlobalMilagritos Sheilla Honores Suarez100% (1)
- Manual de Operación Del Filtro Cerámico JBX6C-120 - Borrador 23042020Dokumen62 halamanManual de Operación Del Filtro Cerámico JBX6C-120 - Borrador 23042020DJ NAKOLBelum ada peringkat
- Materiales Implementados en El Expediente Técnico - CompressedDokumen32 halamanMateriales Implementados en El Expediente Técnico - CompressedVictor Shikara Caro Rodriguez100% (1)
- Taller Nº2Dokumen10 halamanTaller Nº2yoyocopBelum ada peringkat
- Suministro e Instalacion de AccesoriosDokumen11 halamanSuministro e Instalacion de AccesoriosToro JklBelum ada peringkat
- Banco de Balanceo Dinamico 3Dokumen58 halamanBanco de Balanceo Dinamico 3Ronald Balderrama100% (1)
- Canalizacion de Sistemas Electricos 1Dokumen9 halamanCanalizacion de Sistemas Electricos 1Denilson GarciaBelum ada peringkat
- Informe Final ParguaDokumen17 halamanInforme Final ParguaFrutas Secas DeshidratadasBelum ada peringkat
- Trabajo Especial de Grado Juan Nuñez PDFDokumen104 halamanTrabajo Especial de Grado Juan Nuñez PDFWilmer Max Espinoza ChancaBelum ada peringkat
- Guía # 1 Lab. RefrigeraciónDokumen10 halamanGuía # 1 Lab. RefrigeraciónAdolfo QuenallataBelum ada peringkat
- Capitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Dokumen105 halamanCapitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Erasto Landaverde Lm100% (2)
- Sistemas GdiDokumen269 halamanSistemas GdimaxsisoBelum ada peringkat
- Cepsa Arga Complex Litio EpDokumen1 halamanCepsa Arga Complex Litio EpDiana MariaBelum ada peringkat
- Tecnologías en El Proceso de Micro Fundición - 2Dokumen10 halamanTecnologías en El Proceso de Micro Fundición - 2jordynBelum ada peringkat
- Mezcla y AleacionDokumen2 halamanMezcla y AleacionwaltercitoicBelum ada peringkat
- Guia Determinacion Del Punto de InflamacionDokumen7 halamanGuia Determinacion Del Punto de InflamacionJuan Carlos CalleBelum ada peringkat
- Tipos de Aparatos Sometidos A Presión Sin Fuego - Compresores. Parte 1 - Introducción y Compresores AlternativosDokumen7 halamanTipos de Aparatos Sometidos A Presión Sin Fuego - Compresores. Parte 1 - Introducción y Compresores AlternativosJOSE RINCONBelum ada peringkat
- Charla Tecnica Semana 48 4R en La Segunda Linea de Pellas FMODokumen1 halamanCharla Tecnica Semana 48 4R en La Segunda Linea de Pellas FMOjrendilesBelum ada peringkat
- Mecanica Diesel 22Dokumen26 halamanMecanica Diesel 22Dario Luis Flores CollasBelum ada peringkat
- Ejercicios Areas SolDokumen9 halamanEjercicios Areas SolNayeli Rojas IsuizaBelum ada peringkat