Anda mungkin juga menyukai
- Producción de Hierro Esponja en Planta PilotoDokumen54 halamanProducción de Hierro Esponja en Planta PilotoAGNI SELMAN BARRIGA PACHECOBelum ada peringkat
- RefinaciónDokumen28 halamanRefinaciónCristian Segura BidermannBelum ada peringkat
- 8 (23-05) Fundicion de CobreDokumen18 halaman8 (23-05) Fundicion de CobreCristopher Eduardo Lecaros CavieresBelum ada peringkat
- Tesis Fredy CallataDokumen83 halamanTesis Fredy Callatasantiago limachi velasquezBelum ada peringkat
- Convertidor TenienteDokumen13 halamanConvertidor TenienteAaronCarrillo50% (2)
- 15.30 - MARIO GUEVARA - Modelacion y Simulacion2Dokumen108 halaman15.30 - MARIO GUEVARA - Modelacion y Simulacion2polsiemprealdoBelum ada peringkat
- Explosivos y Sistemas de IniciacionDokumen48 halamanExplosivos y Sistemas de IniciacionCristian Zapata100% (1)
- Informacion Taladros Largos-San Cristobal PDFDokumen9 halamanInformacion Taladros Largos-San Cristobal PDFMario Silva Zea100% (1)
- Guia 3 Fallas 2018 .Dokumen7 halamanGuia 3 Fallas 2018 .sandraBelum ada peringkat
- Silabus Por Competencias Metalografia 2017 BDokumen9 halamanSilabus Por Competencias Metalografia 2017 BDasu Tirate Un PaseBelum ada peringkat
- TOSTACIONDokumen7 halamanTOSTACIONRaque Pc100% (1)
- Escorias ReverberosDokumen1 halamanEscorias ReverberosjosbalBelum ada peringkat
- Syllabus ElectrometalurgiaDokumen3 halamanSyllabus ElectrometalurgiaHector Juan Donaires SalazaeBelum ada peringkat
- Cuál Es El Objetivo de La Purificación Del Electrolito en La Electro Refinación Del CobreDokumen2 halamanCuál Es El Objetivo de La Purificación Del Electrolito en La Electro Refinación Del CobreA Crispin AnibalBelum ada peringkat
- Brochure cs-800 cs-2000 EsDokumen16 halamanBrochure cs-800 cs-2000 EsAnonymous g76fO4GBelum ada peringkat
- Proceso SX CuDokumen25 halamanProceso SX CuGustavoChuctaya100% (1)
- IMmaleerDokumen126 halamanIMmaleerrenzo Rodriguez RenteraBelum ada peringkat
- Manual Arsenico 2007Dokumen94 halamanManual Arsenico 2007IVAN ZURITABelum ada peringkat
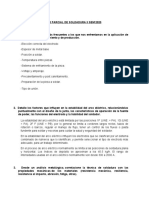
- Resolución PRIMER PARCIAL DE SOLDADURA II SEM 2020Dokumen4 halamanResolución PRIMER PARCIAL DE SOLDADURA II SEM 2020Daniel Castillo AnchivilcaBelum ada peringkat
- Tabla Din de AcerosDokumen2 halamanTabla Din de AcerosGuillermoGodki100% (2)
- I Practica de Laboratorio de HidrometalurgiaDokumen107 halamanI Practica de Laboratorio de HidrometalurgiaYhon Santos Quenta FernandezBelum ada peringkat
- Reactor Noran00000000000000000000Dokumen11 halamanReactor Noran00000000000000000000alejandroBelum ada peringkat
- TesisDokumen20 halamanTesismilkamercedesBelum ada peringkat
- Metalurgia Extractiva 2Dokumen7 halamanMetalurgia Extractiva 2Andres Garcia QBelum ada peringkat
- Electro-Metalurgia - Apunte para alumnos de Ingeniería MetalúrgicaDokumen99 halamanElectro-Metalurgia - Apunte para alumnos de Ingeniería MetalúrgicaDanny Alberto Montaño VarelaBelum ada peringkat
- Tipos de FundiciónDokumen17 halamanTipos de FundiciónMariano Morales RamirezBelum ada peringkat
- Curso de ER Del Cobre UNSA Oct16Dokumen62 halamanCurso de ER Del Cobre UNSA Oct16Elmer QuispeBelum ada peringkat
- Grupo 1 - Preparación de La Carga Al Alto HornoDokumen52 halamanGrupo 1 - Preparación de La Carga Al Alto HornoA Crispin AnibalBelum ada peringkat
- Informe N1 Laboratorio PirometalurgiaDokumen18 halamanInforme N1 Laboratorio PirometalurgiaLenin tiradoBelum ada peringkat
- Trabajo Final de TabuchiDokumen26 halamanTrabajo Final de TabuchiClaudio Licla QuispeBelum ada peringkat
- Syllabus CorrosiónDokumen3 halamanSyllabus CorrosiónAndreaBelum ada peringkat
- Syllabus de Hidrometalurgia 2010-IDokumen18 halamanSyllabus de Hidrometalurgia 2010-Ihehusa25Belum ada peringkat
- Tarea 04 (Circuito Cerrado de Molienda)Dokumen1 halamanTarea 04 (Circuito Cerrado de Molienda)Jonathan FernándezBelum ada peringkat
- ElectrometalurgiaDokumen15 halamanElectrometalurgiafeñamenBelum ada peringkat
- Ensayo de ChispasDokumen3 halamanEnsayo de ChispasCarlos Chacon DiazBelum ada peringkat
- LixiviacionDokumen6 halamanLixiviacionKevin SimentalBelum ada peringkat
- Principios Teoricos y Practicos de Sales Fundidas en La Electrotermia Del AluminioDokumen9 halamanPrincipios Teoricos y Practicos de Sales Fundidas en La Electrotermia Del AluminioRonaldi Franco Llacza Churampi100% (2)
- Convertidor LD procesoDokumen6 halamanConvertidor LD procesoJean Carlos Cardenas OrbegozoBelum ada peringkat
- 2exm Pirometalurgia Del CobreDokumen58 halaman2exm Pirometalurgia Del CobreRoyerAngel100% (1)
- Tratamientos Termicos y Defectos (2016)Dokumen27 halamanTratamientos Termicos y Defectos (2016)Felipe Erreape Avendaño0% (1)
- Análisis de escorias mediante pruebas de laboratorioDokumen7 halamanAnálisis de escorias mediante pruebas de laboratorioLevi Moises Ayra OrbegozoBelum ada peringkat
- Electro Refinación Del Cobre RecicladoDokumen26 halamanElectro Refinación Del Cobre RecicladoVelázquez Aguilar Alan IgnacioBelum ada peringkat
- Convertidor Pierce - SmithDokumen4 halamanConvertidor Pierce - Smithfabi721100% (1)
- Lixiviacion in SituDokumen8 halamanLixiviacion in SituKennedy Marck De La Cruz MezaBelum ada peringkat
- Examen Final de Siderurgia Edward Lujan PDFDokumen16 halamanExamen Final de Siderurgia Edward Lujan PDFEd LCBelum ada peringkat
- Tecnologia de Metales No FerrososDokumen110 halamanTecnologia de Metales No FerrososGianfranco Ampuero VillavicencioBelum ada peringkat
- Mina ShougangDokumen33 halamanMina ShougangZshoØn KaØz100% (1)
- CopperclorDokumen38 halamanCopperclorHéctorDanielNavarroPeraltaBelum ada peringkat
- 5 PANCO-01 Apoyo Operacional Cosecha de Cátodos v.8Dokumen33 halaman5 PANCO-01 Apoyo Operacional Cosecha de Cátodos v.8Mauricio Arturo Gaete Guerrero100% (1)
- Diseño de Experimentos Aplicado Al Procesamiento de Minerales Con Excel - MinitabDokumen3 halamanDiseño de Experimentos Aplicado Al Procesamiento de Minerales Con Excel - MinitabTony SctBelum ada peringkat
- Metalurgia ExtractivaDokumen312 halamanMetalurgia Extractivajaime riosBelum ada peringkat
- Votorantim SaDokumen14 halamanVotorantim SaElisvan Pauccarmayta AlvarezBelum ada peringkat
- Reconocimiento Microestrutural de AcerosDokumen25 halamanReconocimiento Microestrutural de AcerosLuis Espinoza SanchezBelum ada peringkat
- Ensayo visual: Fundamentos, alcances e instrumentaciónDokumen5 halamanEnsayo visual: Fundamentos, alcances e instrumentaciónFélix Vladimir Condori BordaBelum ada peringkat
- Electro - MetalurgiaDokumen38 halamanElectro - MetalurgiaItalo Perez AvelloBelum ada peringkat
- Tecnología-de-Cátodos-permanentes Final PDFDokumen6 halamanTecnología-de-Cátodos-permanentes Final PDFPedro Alejandro Burgos GajardoBelum ada peringkat
- Mejora Óptima de Los Parametros de Soldadura en El Proceso Gmaw Con El Proceso (CMT) para Soldar Un Acero A-27Dokumen54 halamanMejora Óptima de Los Parametros de Soldadura en El Proceso Gmaw Con El Proceso (CMT) para Soldar Un Acero A-27Gabriel Hurtado DelgadilloBelum ada peringkat
- Informe de AceroDokumen13 halamanInforme de AceroLaura JimenezBelum ada peringkat
- Nfluencia de Los Gases de Protección de Soldadura PDFDokumen108 halamanNfluencia de Los Gases de Protección de Soldadura PDFWalterBelum ada peringkat
- ESTUDIO DE ACEROS ESTRUCTURALES Y DE CONSTRUCCIÓN SOLDADOS. "Proceso de Soldadura, Test de Doblado, Análisis Metalográfico y Dureza"Dokumen58 halamanESTUDIO DE ACEROS ESTRUCTURALES Y DE CONSTRUCCIÓN SOLDADOS. "Proceso de Soldadura, Test de Doblado, Análisis Metalográfico y Dureza"Fabian DuranBelum ada peringkat
- Aceros Inoxidables DuplexDokumen88 halamanAceros Inoxidables Duplexladilla123100% (1)
- Ugel Paruro 2018 Politicas EducativasDokumen14 halamanUgel Paruro 2018 Politicas EducativasJhosep CornejoBelum ada peringkat
- Ficha Optica Ece Ugel ParuroDokumen1 halamanFicha Optica Ece Ugel ParuroJhosep CornejoBelum ada peringkat
- Alerta Compra Kit DeprtivoDokumen1 halamanAlerta Compra Kit DeprtivoJhosep CornejoBelum ada peringkat
- Madre Clara Álvarez Del Corazón de MaríaDokumen2 halamanMadre Clara Álvarez Del Corazón de MaríaJhosep Cornejo50% (2)
- Preguntas SpssDokumen4 halamanPreguntas SpssJhosep CornejoBelum ada peringkat
- ClusterDokumen15 halamanClusterYordy Daniel Witzil HauBelum ada peringkat
- Probabilidades y Teoremas ClaveDokumen63 halamanProbabilidades y Teoremas ClaveKarlita Lazo75% (4)
- Cartilla para La Priorizacion de DesempeñosDokumen1 halamanCartilla para La Priorizacion de DesempeñosJhosep CornejoBelum ada peringkat
- Taller de Capacitación Curricula Nacional 2017Dokumen1 halamanTaller de Capacitación Curricula Nacional 2017Jhosep CornejoBelum ada peringkat
- Presupuesto para Kits - Región CuscoDokumen2 halamanPresupuesto para Kits - Región CuscoJhosep CornejoBelum ada peringkat
- HipotesisDokumen3 halamanHipotesisJhosep CornejoBelum ada peringkat
- Clima OrganizacionalDokumen15 halamanClima OrganizacionalJhosep CornejoBelum ada peringkat
- Gestión organizacional y planeamiento estratégicoDokumen3 halamanGestión organizacional y planeamiento estratégicoJhosep CornejoBelum ada peringkat
- Expectativas InflacionDokumen16 halamanExpectativas InflacionelvisorlandovBelum ada peringkat
- MundoDokumen17 halamanMundoJhosep CornejoBelum ada peringkat
- Capacitación Currícula NacionalDokumen120 halamanCapacitación Currícula NacionalJhosep CornejoBelum ada peringkat
- Cron BachDokumen12 halamanCron BachJhosep CornejoBelum ada peringkat
- Taller de Capacitación Curricula Nacional 2017Dokumen1 halamanTaller de Capacitación Curricula Nacional 2017Jhosep CornejoBelum ada peringkat
- Redes Codificadas y Lenguas OriginariasDokumen5 halamanRedes Codificadas y Lenguas OriginariasJhosep CornejoBelum ada peringkat
- Plan de Visita JunioDokumen13 halamanPlan de Visita JunioJhosep CornejoBelum ada peringkat
- Visitas Acumuladas de Acompañamiento ASPIDokumen20 halamanVisitas Acumuladas de Acompañamiento ASPIJhosep CornejoBelum ada peringkat
- Estatuto CoespeDokumen68 halamanEstatuto CoespeJhosep CornejoBelum ada peringkat
- Tarjetas Cuestionario AguasDokumen20 halamanTarjetas Cuestionario AguasJhosep CornejoBelum ada peringkat
- DS 097 Anexo 1-3Dokumen18 halamanDS 097 Anexo 1-3Jhosep CornejoBelum ada peringkat
- Redes Codificadas y Lenguas OriginariasDokumen5 halamanRedes Codificadas y Lenguas OriginariasJhosep CornejoBelum ada peringkat
- Matriz de MultigradoDokumen968 halamanMatriz de MultigradoJhosep CornejoBelum ada peringkat
- 02-Matriz Proyectos Cooperacion TecnicaDokumen9 halaman02-Matriz Proyectos Cooperacion TecnicaJhosep CornejoBelum ada peringkat
- Examen II Tecnicas Multivariantes Walter J. Panocca OrellanaDokumen6 halamanExamen II Tecnicas Multivariantes Walter J. Panocca OrellanaJhosep CornejoBelum ada peringkat
- Directorio de Especialista de Eib de Ugel de Región CuscoDokumen1 halamanDirectorio de Especialista de Eib de Ugel de Región CuscoJhosep CornejoBelum ada peringkat
- Experimento Final 05Dokumen5 halamanExperimento Final 05SicomoseaRamiresBelum ada peringkat
- Presion de VaporDokumen20 halamanPresion de VaporRodrigo CutipaBelum ada peringkat
- Normas técnicas peruanas de acero, madera, concreto y ladrilloDokumen20 halamanNormas técnicas peruanas de acero, madera, concreto y ladrilloadasgkBelum ada peringkat
- Yanquenco Mina: Ubicación, Geología y Mineralización en Catamarca, ArgentinaDokumen8 halamanYanquenco Mina: Ubicación, Geología y Mineralización en Catamarca, ArgentinalvielBelum ada peringkat
- Norma ASTM C-31 y C-33Dokumen4 halamanNorma ASTM C-31 y C-33Estefan SantosBelum ada peringkat
- Instrumentacion para El Seguimiento y Control de La Biorreaccion.Dokumen17 halamanInstrumentacion para El Seguimiento y Control de La Biorreaccion.prietalinda100% (1)
- Metales, No Metales y Gases NoblesDokumen7 halamanMetales, No Metales y Gases NoblesVivi Reca GBelum ada peringkat
- Curso de Agricultura ProtegidaDokumen41 halamanCurso de Agricultura ProtegidaRotciv Asos ZelaznogBelum ada peringkat
- Guia de IncubacionDokumen9 halamanGuia de IncubacionavicolaensenyatBelum ada peringkat
- Guia1 de Quimica Octavo GradoDokumen13 halamanGuia1 de Quimica Octavo GradoJavier Enrrique De La Cruz GutierrezBelum ada peringkat
- P2 DifusiónDokumen2 halamanP2 DifusiónAinoaBelum ada peringkat
- Monografia - GeneticaDokumen12 halamanMonografia - GeneticaAlex MarinBelum ada peringkat
- Geografia 05 LA ATMÓSFERADokumen4 halamanGeografia 05 LA ATMÓSFERApaulrojasleonBelum ada peringkat
- Marco Teorico RAMJETDokumen12 halamanMarco Teorico RAMJETJohan Ormeño MariacaBelum ada peringkat
- Definicion de Quimica, Bioquimica y Bioquimica Vegetal y Su Relacion Con Otras CienciasDokumen38 halamanDefinicion de Quimica, Bioquimica y Bioquimica Vegetal y Su Relacion Con Otras CienciasRubi Estefany Silvera valleBelum ada peringkat
- Desplazamiento de NudosDokumen30 halamanDesplazamiento de NudosJhonny BravoBelum ada peringkat
- Leyes gases Charles AvogadroDokumen9 halamanLeyes gases Charles Avogadromaferoliv50% (4)
- Acido NucleicoDokumen43 halamanAcido NucleicoJohn Torres CaceresBelum ada peringkat
- Hinchamiento Libre Del SueloDokumen6 halamanHinchamiento Libre Del SueloNoe C ArancibiaBelum ada peringkat
- Manejo de Malezas FAODokumen10 halamanManejo de Malezas FAOCipriano ArmenterosBelum ada peringkat
- Boletín CMH12Dokumen13 halamanBoletín CMH12lorenzo henerBelum ada peringkat
- Limpieza equipos ordeño 40Dokumen5 halamanLimpieza equipos ordeño 40Andres PerezBelum ada peringkat
- Eespectrofotometria UV VisibleDokumen29 halamanEespectrofotometria UV VisiblePablo AlvarezBelum ada peringkat
- TE-ML - 02 AceiteDokumen14 halamanTE-ML - 02 Aceitewalasmaya1Belum ada peringkat
- Proceso SmawDokumen45 halamanProceso SmawJunior RedondoBelum ada peringkat
- SG-SST-PRM-003 Programa de Sustancias QuimicasDokumen32 halamanSG-SST-PRM-003 Programa de Sustancias QuimicasChela SalazarBelum ada peringkat
- Recubrimiento para altas temperaturas PEMEX RA-30 Tipo B ModDokumen2 halamanRecubrimiento para altas temperaturas PEMEX RA-30 Tipo B ModAndres ParedesBelum ada peringkat
- LABORATORIO Segunda SESIONDokumen29 halamanLABORATORIO Segunda SESIONMatias Augusto Torres ChavezBelum ada peringkat
- Solucionario de Propa y Primera LeyDokumen16 halamanSolucionario de Propa y Primera LeyJJ ES100% (4)