Anda mungkin juga menyukai
- Okuma OSP P300S Operation ManualDokumen415 halamanOkuma OSP P300S Operation Manualsunhuynh100% (4)
- Interior Components Diagram and Parts ListDokumen6 halamanInterior Components Diagram and Parts ListSoluciones Tecnicas GastronomicasBelum ada peringkat
- Tonnage CalculationDokumen3 halamanTonnage CalculationEmba MadrasBelum ada peringkat
- 2017-06-EMD-Valve Lash Setting - Procedure ChecklistDokumen2 halaman2017-06-EMD-Valve Lash Setting - Procedure Checklistprasant sahu100% (1)
- Igbt Rectifier Troubleshooting and Maintenance PDFDokumen3 halamanIgbt Rectifier Troubleshooting and Maintenance PDFKimBelum ada peringkat
- Machine Design Practice July 2019 Assignment IIT MadrasDokumen39 halamanMachine Design Practice July 2019 Assignment IIT MadrasVishwajit HegdeBelum ada peringkat
- ME307-11 Tutorial 9Dokumen9 halamanME307-11 Tutorial 9Mohammed A IsaBelum ada peringkat
- Excel Area Statement Arvind RinwaDokumen2 halamanExcel Area Statement Arvind RinwaRaghavKushwahBelum ada peringkat
- Cyaniding: M.Venkatesh Prabhu SPG 16 1431Dokumen11 halamanCyaniding: M.Venkatesh Prabhu SPG 16 1431Sathu satishBelum ada peringkat
- SPCCDokumen10 halamanSPCCDeepak JainBelum ada peringkat
- Shaft Reclaim FeederDokumen7 halamanShaft Reclaim FeederWaris La Joi WakatobiBelum ada peringkat
- Problem 17: Analysis of A Cracked Body With ADINA-M/PSDokumen32 halamanProblem 17: Analysis of A Cracked Body With ADINA-M/PSMAZIGHI100% (1)
- Unit 1 - CastingDokumen133 halamanUnit 1 - CastingBlessy KamalaBelum ada peringkat
- Optimization of Gear To Improve Performance of GearboxDokumen4 halamanOptimization of Gear To Improve Performance of Gearboxijaert100% (1)
- Pilecap Design For 6 Piles With 2 ColumnsDokumen4 halamanPilecap Design For 6 Piles With 2 ColumnsDhimas Surya NegaraBelum ada peringkat
- Recovering Silver As Silver NitrateDokumen6 halamanRecovering Silver As Silver NitratePablo Arrien OportoBelum ada peringkat
- Sprocket SelectionDokumen4 halamanSprocket SelectionallovidBelum ada peringkat
- Report Example - Car Suspension DesignDokumen25 halamanReport Example - Car Suspension DesignHartmann Yosef0% (1)
- Basic Heat TreatmentDokumen8 halamanBasic Heat TreatmentAnonymous VRspXsmBelum ada peringkat
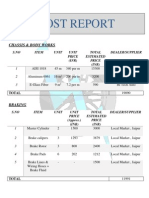
- Cost Report: Chassis & Body WorksDokumen6 halamanCost Report: Chassis & Body WorksJisselAroraBelum ada peringkat
- Reaction Injection MoldingDokumen8 halamanReaction Injection MoldingAmeer_Takashim_9385Belum ada peringkat
- Rexnord Power Transmission FormulasDokumen1 halamanRexnord Power Transmission FormulasDeividi CardosoBelum ada peringkat
- Part IB Physics B 2010-11 Answers To Classical Dynamics Examples 1Dokumen12 halamanPart IB Physics B 2010-11 Answers To Classical Dynamics Examples 1hackmac1010Belum ada peringkat
- Turning Moment Diagram & FlywheelDokumen88 halamanTurning Moment Diagram & FlywheelAvinash Jayashankar100% (5)
- Automobile Safety NotesDokumen40 halamanAutomobile Safety Notesgkarthikeyan100% (1)
- Stress Analysis of Automotive Chassis With Various ThicknessesDokumen6 halamanStress Analysis of Automotive Chassis With Various ThicknessesRtdpDinuBelum ada peringkat
- Explaining Accidents: Label The Pictures With The Following VocabularyDokumen1 halamanExplaining Accidents: Label The Pictures With The Following Vocabularya_tomsaBelum ada peringkat
- Scientific Poster Ballistic Pendulum FinalDokumen3 halamanScientific Poster Ballistic Pendulum Finalapi-256048216Belum ada peringkat
- ReviewPackage MomentumDokumen4 halamanReviewPackage MomentumYuyin KawaskiBelum ada peringkat
- Kinetic Energy Recovery SystemDokumen25 halamanKinetic Energy Recovery SystemAmeen MBelum ada peringkat
- 3.2 Design Parameters and CalculationsDokumen9 halaman3.2 Design Parameters and CalculationsMasAmirahBelum ada peringkat
- Final ReportDokumen25 halamanFinal ReportAdil SaleemBelum ada peringkat
- Assignment SolutionDokumen3 halamanAssignment SolutionSuraj ChaudharyBelum ada peringkat
- Kyocera Substrates) Electronic Fine CeramicsDokumen17 halamanKyocera Substrates) Electronic Fine Ceramicsmanolo_superBelum ada peringkat
- HRV BrochureDokumen20 halamanHRV BrochureAnonymous rSOjy9zPqrBelum ada peringkat
- Practical Data For MetallurgistsDokumen37 halamanPractical Data For MetallurgistsmetallurgistBelum ada peringkat
- Hot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaDokumen4 halamanHot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaraajmrkBelum ada peringkat
- Shaft Design Bearing SelectionDokumen2 halamanShaft Design Bearing Selectionfma381bBelum ada peringkat
- Options:: Useful Formulas Formulas Transformer FormulasDokumen5 halamanOptions:: Useful Formulas Formulas Transformer FormulasKarthick RamBelum ada peringkat
- Destruction of Cyanide Waste Solutions Using Chlor-1Dokumen10 halamanDestruction of Cyanide Waste Solutions Using Chlor-1Brent WoottonBelum ada peringkat
- AE308 Vehicle DynamicsDokumen1 halamanAE308 Vehicle DynamicsGamini SureshBelum ada peringkat
- Chain Drives: Back To Contents PagesDokumen104 halamanChain Drives: Back To Contents PagesArul KumarBelum ada peringkat
- A Literature Review On The Performance Analysis of 4 Stroke Diesel Engines With Ceramic Coating Material-36993 PDFDokumen7 halamanA Literature Review On The Performance Analysis of 4 Stroke Diesel Engines With Ceramic Coating Material-36993 PDFShiva ShankarBelum ada peringkat
- IC Engine Componenets Design ProblemDokumen4 halamanIC Engine Componenets Design ProblemTamene TesfayeBelum ada peringkat
- ( (Manufacturing) ) : Example 21.1 Orthogonal CuttingDokumen8 halaman( (Manufacturing) ) : Example 21.1 Orthogonal CuttingNavish KotwalBelum ada peringkat
- 2 Unit 2 - Brazing, Soldering and Adhesive BondingDokumen13 halaman2 Unit 2 - Brazing, Soldering and Adhesive BondingAditya KumarBelum ada peringkat
- Moltres Ppt. For Esvc-2014Dokumen16 halamanMoltres Ppt. For Esvc-2014pankajBelum ada peringkat
- DME Assignment 1Dokumen2 halamanDME Assignment 1sumikannuBelum ada peringkat
- Automobile Engineering - Automobile Electric SystemsDokumen20 halamanAutomobile Engineering - Automobile Electric SystemsAhmed Zawad ShovonBelum ada peringkat
- Electroless Ag PlatingDokumen4 halamanElectroless Ag PlatingozhedzojhBelum ada peringkat
- Shaft Design - Overheads PDFDokumen20 halamanShaft Design - Overheads PDFRyan BaleBelum ada peringkat
- Measurements and Metrology-1Dokumen30 halamanMeasurements and Metrology-1VIMALKRISHNAN C100% (1)
- A Major Project ON Biodiesel Production From Waste Cooking Oil (Literature and Planning)Dokumen20 halamanA Major Project ON Biodiesel Production From Waste Cooking Oil (Literature and Planning)Ankur SemleBelum ada peringkat
- 15ME3112 Design of Machine ElementsDokumen29 halaman15ME3112 Design of Machine Elementslikhith saiBelum ada peringkat
- Development of An Auto Rickshaw Suspension SystemDokumen125 halamanDevelopment of An Auto Rickshaw Suspension Systemmawais15Belum ada peringkat
- Chapter - 11 - Forced Vibration Single Degree of Freedom SystemsDokumen19 halamanChapter - 11 - Forced Vibration Single Degree of Freedom SystemsRakesh BhaskerBelum ada peringkat
- Dye Penetrant 2Dokumen18 halamanDye Penetrant 2Paul LadjarBelum ada peringkat
- Conveyor For Quality ControlDokumen6 halamanConveyor For Quality ControlGajanan100% (2)
- How To Compute Tonnage RequirementsDokumen5 halamanHow To Compute Tonnage RequirementsPrabhat SharmaBelum ada peringkat
- How To Compute Tonnage Requirements in Hydraulic PressDokumen2 halamanHow To Compute Tonnage Requirements in Hydraulic PressRahul KhoslaBelum ada peringkat
- Penstock Surge ConsiderationDokumen29 halamanPenstock Surge ConsiderationoctatheweelBelum ada peringkat
- Design AidsDokumen28 halamanDesign Aidsresurrection786Belum ada peringkat
- N0174147G Manufacturing ProcessesDokumen10 halamanN0174147G Manufacturing Processesphillip chirongweBelum ada peringkat
- Utr 1Dokumen4 halamanUtr 1Emba MadrasBelum ada peringkat
- Points of Reflection Class 1 Class 2 Introduction To Materials Selection Atomic Structure & BondingDokumen43 halamanPoints of Reflection Class 1 Class 2 Introduction To Materials Selection Atomic Structure & BondingEmba MadrasBelum ada peringkat
- TEST1Dokumen4 halamanTEST1Emba MadrasBelum ada peringkat
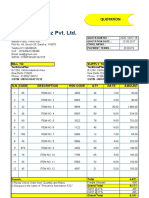
- Quotation Format 5Dokumen2 halamanQuotation Format 5Emba MadrasBelum ada peringkat
- BMW Stock 03.12.2017Dokumen8 halamanBMW Stock 03.12.2017Emba MadrasBelum ada peringkat
- Uk / India ISO en Ac-France Germany Italy Uni USA USA Japan Aa / Astm SAE LM0 LM2Dokumen13 halamanUk / India ISO en Ac-France Germany Italy Uni USA USA Japan Aa / Astm SAE LM0 LM2Emba MadrasBelum ada peringkat
- Inventory Is TheDokumen16 halamanInventory Is TheEmba MadrasBelum ada peringkat
- Part/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryDokumen13 halamanPart/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryEmba MadrasBelum ada peringkat
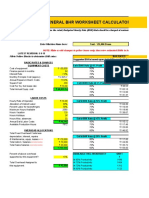
- General BHR Worksheet CalculatorDokumen2 halamanGeneral BHR Worksheet CalculatorEmba MadrasBelum ada peringkat
- Sand Casting: Low Cost Tooling Largest Casting Sizes Achievable Very Low Gas Porosity General VersatilityDokumen13 halamanSand Casting: Low Cost Tooling Largest Casting Sizes Achievable Very Low Gas Porosity General VersatilityEmba MadrasBelum ada peringkat
- Tonnage Calc-4Dokumen12 halamanTonnage Calc-4Emba MadrasBelum ada peringkat
- Generic Model FSA For Mine Specific Supply IPPsDokumen54 halamanGeneric Model FSA For Mine Specific Supply IPPsEmba MadrasBelum ada peringkat
- Risk - and - Issues - Analysis - QA FinalDokumen10 halamanRisk - and - Issues - Analysis - QA FinalEmba MadrasBelum ada peringkat
- Child From SchoolDokumen1 halamanChild From SchoolEmba MadrasBelum ada peringkat
- We Can Change From This ..Dokumen20 halamanWe Can Change From This ..Emba MadrasBelum ada peringkat
- Trade Terms ImprortsDokumen31 halamanTrade Terms ImprortsEmba MadrasBelum ada peringkat
- 1558035837508gtwf3RUDP4SoBRDQ PDFDokumen1 halaman1558035837508gtwf3RUDP4SoBRDQ PDFEmba MadrasBelum ada peringkat
- LANXESS - Processing Data For The Injection Molder - LXS-HPM-006EN - 2017-10 PDFDokumen25 halamanLANXESS - Processing Data For The Injection Molder - LXS-HPM-006EN - 2017-10 PDFEmba MadrasBelum ada peringkat
- You Enter Information Only in The Shaded CellsDokumen9 halamanYou Enter Information Only in The Shaded CellsEmba MadrasBelum ada peringkat
- Workshop: Name of Student:-Linda Leon Toma Energy Engineering Department First YearDokumen13 halamanWorkshop: Name of Student:-Linda Leon Toma Energy Engineering Department First YearLinda Leon TomaBelum ada peringkat
- FMM Pump Lecture 2022 23Dokumen25 halamanFMM Pump Lecture 2022 23LolmaoBelum ada peringkat
- Vectors Live Class 3 NotesDokumen40 halamanVectors Live Class 3 NotesKushagra TiwariBelum ada peringkat
- Motion in One Dimension MCQs Sheet 2Dokumen7 halamanMotion in One Dimension MCQs Sheet 2eka123100% (1)
- Cambridge International AS & A Level: Mathematics 9709/42Dokumen16 halamanCambridge International AS & A Level: Mathematics 9709/42Huzaim SulaimanBelum ada peringkat
- Heat Transfer: Code: ME5T5Dokumen3 halamanHeat Transfer: Code: ME5T5rudresh JmBelum ada peringkat
- TheCompleteMechanicsLectures 5 PDFDokumen293 halamanTheCompleteMechanicsLectures 5 PDFYuhao CaoBelum ada peringkat
- Shock Waves - 2015Dokumen8 halamanShock Waves - 2015Vedant SharmaBelum ada peringkat
- Compressed Air System: Ramadhan Muhammad Naufal (21030117190181) Bimo Setio Wicaksono (21030117190174)Dokumen11 halamanCompressed Air System: Ramadhan Muhammad Naufal (21030117190181) Bimo Setio Wicaksono (21030117190174)Bimo S WicaksonoBelum ada peringkat
- Aiwa PX E860 Service ManualDokumen8 halamanAiwa PX E860 Service ManualJoão ArocenoBelum ada peringkat
- Design Calculation Anchor Flange Asme VIII Div 1 App2Dokumen3 halamanDesign Calculation Anchor Flange Asme VIII Div 1 App2Mustapha SedikBelum ada peringkat
- Subject Name:Electrical Machines-IDokumen3 halamanSubject Name:Electrical Machines-IAkhil VemulaBelum ada peringkat
- Review Problems From Diff BooksDokumen9 halamanReview Problems From Diff BooksHannah AzucenaBelum ada peringkat
- GA90-125 - 125 Psi 2020Dokumen1 halamanGA90-125 - 125 Psi 2020Eloy Armando Rodriguez PazBelum ada peringkat
- Fuel Temperature Is High PDFDokumen2 halamanFuel Temperature Is High PDFwagner_guimarães_1Belum ada peringkat
- Effect of Wheel Geometry Parameters On Vehicle SteeringDokumen8 halamanEffect of Wheel Geometry Parameters On Vehicle SteeringRudrendu ShekharBelum ada peringkat
- Exam 13Dokumen5 halamanExam 13mohansiwan2025Belum ada peringkat
- Comparison of Effective Width Method, Pigeaud's Theory and Westergaad's Method With SAP2000 Fem ModelDokumen14 halamanComparison of Effective Width Method, Pigeaud's Theory and Westergaad's Method With SAP2000 Fem ModelAkarshGowdaBelum ada peringkat
- Fatigue Performance of Modular Bridge Expansion JointsDokumen10 halamanFatigue Performance of Modular Bridge Expansion JointsS LBelum ada peringkat
- Marine Engineering Exam Resource - Review of Workshops SkillsDokumen5 halamanMarine Engineering Exam Resource - Review of Workshops SkillsJerick HernandezBelum ada peringkat
- PHYS 4011, 5050: Atomic and Molecular Physics: Lecture NotesDokumen84 halamanPHYS 4011, 5050: Atomic and Molecular Physics: Lecture Notessonia100% (1)
- E32 Speed Log SAL-840 ManualDokumen59 halamanE32 Speed Log SAL-840 ManualBhavin DoshiBelum ada peringkat
- Sph4u Kinematics Exam ReviewDokumen2 halamanSph4u Kinematics Exam ReviewevanjohnstonespamBelum ada peringkat
- Wu, Jonathan T. H - Geosynthetic Reinforced Soil (GRS) Walls-John Blackwell (2019)Dokumen410 halamanWu, Jonathan T. H - Geosynthetic Reinforced Soil (GRS) Walls-John Blackwell (2019)Gustavo Henrique Rossi100% (1)
- 06 Transmission and AxlesDokumen33 halaman06 Transmission and AxlesOsvaldo Donoso TorresBelum ada peringkat
- Interceptor Specifications FinalDokumen7 halamanInterceptor Specifications FinalAchint VermaBelum ada peringkat