Anda mungkin juga menyukai
- Aws D15.2Dokumen49 halamanAws D15.2pablitochoa100% (4)
- Physics of Welding Better VersionDokumen3 halamanPhysics of Welding Better VersionKhurram RehmanBelum ada peringkat
- TIG Welding Amp ChartsDokumen3 halamanTIG Welding Amp ChartsHikmet ParakBelum ada peringkat
- 1.lesson Plan Welding Basic Metals - 0 - 0Dokumen6 halaman1.lesson Plan Welding Basic Metals - 0 - 0Romel A. De GuiaBelum ada peringkat
- Physics of WeldingDokumen3 halamanPhysics of WeldingKhurram RehmanBelum ada peringkat
- Resistance WeldingDokumen18 halamanResistance WeldingAnand JainBelum ada peringkat
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDari EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonBelum ada peringkat
- Gas Tungsten Arc Welding ProcessDokumen9 halamanGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Electrode Converted Into TextDokumen14 halamanElectrode Converted Into TextNeha NimbarkBelum ada peringkat
- Shielding GasesDokumen27 halamanShielding GasesvarunBelum ada peringkat
- Continental Institute of Engineering & Technology: Welding ShopDokumen8 halamanContinental Institute of Engineering & Technology: Welding ShopAjay RanaBelum ada peringkat
- List of Some Necessary Iso Standards For Welding WorkDokumen1 halamanList of Some Necessary Iso Standards For Welding Workloboandi100% (1)
- MIG Welding Vs Oxy - Docx Aasiemnet 2Dokumen9 halamanMIG Welding Vs Oxy - Docx Aasiemnet 2IsaiahBelum ada peringkat
- Gas Tungsten Arc WeldingDokumen13 halamanGas Tungsten Arc WeldingEmad A.AhmadBelum ada peringkat
- Introduction To Arc Welding: Information Sheet - "Dokumen14 halamanIntroduction To Arc Welding: Information Sheet - "Eahbm KaduBelum ada peringkat
- Repair Welds: Mark/Locate Weld: DefectsDokumen23 halamanRepair Welds: Mark/Locate Weld: DefectsJhultran KatipunanBelum ada peringkat
- Chapter 1 - ProcessesDokumen6 halamanChapter 1 - ProcessesAnonymous dh6DITBelum ada peringkat
- Spot Welding Process LabDokumen4 halamanSpot Welding Process Labjunaid gujratiBelum ada peringkat
- Physics of WeldingDokumen8 halamanPhysics of WeldingAbu SaadBelum ada peringkat
- Solid-State Welding ProcessesDokumen17 halamanSolid-State Welding ProcessescfcshakerBelum ada peringkat
- Gen - Importance of Welding in L & T PDFDokumen30 halamanGen - Importance of Welding in L & T PDFSivaBelum ada peringkat
- IIW - International Institute of WeldingDokumen3 halamanIIW - International Institute of WeldingNilesh MistryBelum ada peringkat
- Electric Welding: Some of The Advantages of Welding AreDokumen11 halamanElectric Welding: Some of The Advantages of Welding ArePriyadarshi MBelum ada peringkat
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Dokumen7 halaman(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellBelum ada peringkat
- Gas Welding DefectsDokumen8 halamanGas Welding DefectsRyu HimuraBelum ada peringkat
- Fabrication and Material Selection Case Study 1Dokumen3 halamanFabrication and Material Selection Case Study 1totoq51Belum ada peringkat
- Welding Assignment-Submitted by Fatima Fayyaz-PID-09Dokumen4 halamanWelding Assignment-Submitted by Fatima Fayyaz-PID-09api-19753215Belum ada peringkat
- Sysweld Welding ReportDokumen23 halamanSysweld Welding ReportAsiahKuzaimanBelum ada peringkat
- Aluminum Welding GuideDokumen35 halamanAluminum Welding Guidenavas100% (1)
- AutomationDokumen5 halamanAutomationashfaq_ahmed_7Belum ada peringkat
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesDokumen132 halamanAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaBelum ada peringkat
- Nonferrous Alloys Al-6069Dokumen16 halamanNonferrous Alloys Al-6069FMMServicesBelum ada peringkat
- Bend Testing: Job Knowledge 73Dokumen3 halamanBend Testing: Job Knowledge 73kevin herryBelum ada peringkat
- 9 Different Types of Welding Processes & Their AdvantagesDokumen14 halaman9 Different Types of Welding Processes & Their AdvantagesMohamedBelum ada peringkat
- Tips For The Practitioner.: Flame StraighteningDokumen2 halamanTips For The Practitioner.: Flame StraighteningmikirscBelum ada peringkat
- Shielded Metal Arc Welding: by L D PoyyaraDokumen77 halamanShielded Metal Arc Welding: by L D Poyyararajesh100% (1)
- Lincoln Welding MachineDokumen4 halamanLincoln Welding MachinemevansmetreelBelum ada peringkat
- Mem661 - Smaw Gtaw LabDokumen49 halamanMem661 - Smaw Gtaw LabFIefa100% (1)
- 2 Classification of Welding PDFDokumen31 halaman2 Classification of Welding PDFSiva Narendra100% (2)
- Arc Welding Electrodes Powerpoint PPT PresentationDokumen4 halamanArc Welding Electrodes Powerpoint PPT PresentationramuBelum ada peringkat
- Resistance WeldingDokumen24 halamanResistance WeldingSenthil Kumar K LBelum ada peringkat
- TB Welding-English PDFDokumen20 halamanTB Welding-English PDFdanghpBelum ada peringkat
- A1010 WeldingDokumen20 halamanA1010 WeldingCurious RajBelum ada peringkat
- Materials & Their Materials & Their Behavior in Welding Behavior in WeldingDokumen56 halamanMaterials & Their Materials & Their Behavior in Welding Behavior in WeldingWahyu Tirta Nugraha100% (1)
- (Kashif Hasnain) - Lab Report # 1 - SMAW WeldingDokumen4 halaman(Kashif Hasnain) - Lab Report # 1 - SMAW WeldingAbrar HassanBelum ada peringkat
- Welding Processes Part 2Dokumen64 halamanWelding Processes Part 2Asad Bin Ala QatariBelum ada peringkat
- Welding An Its TypesDokumen54 halamanWelding An Its TypesChaithu ChandrasekaranBelum ada peringkat
- Soudokay Strip Cladding - PrincipesDokumen31 halamanSoudokay Strip Cladding - PrincipesRenny DevassyBelum ada peringkat
- GTAW Lesson PlanDokumen75 halamanGTAW Lesson PlanKentDemeterio100% (1)
- Arc Welding LabDokumen28 halamanArc Welding LabFarman AliBelum ada peringkat
- Brazing, Soldering, AdhesivesDokumen31 halamanBrazing, Soldering, AdhesivesAchinthya PereraBelum ada peringkat
- Welding Report Sem3Dokumen11 halamanWelding Report Sem3hakimBelum ada peringkat
- Thermanit 17-06 (Boehler)Dokumen1 halamanThermanit 17-06 (Boehler)queno1Belum ada peringkat
- Assignment 1 WeldingDokumen4 halamanAssignment 1 WeldingHazim HamdanBelum ada peringkat
- WeldingDokumen23 halamanWeldingBilal TayyabBelum ada peringkat
- Submerged Arc Welding: by L D PoyyaraDokumen29 halamanSubmerged Arc Welding: by L D PoyyararajeshBelum ada peringkat
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDokumen36 halamanArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahBelum ada peringkat
- GMAW FundamentalsDokumen18 halamanGMAW FundamentalsYusup MulyanaBelum ada peringkat
- Shielded Metal Arc Welding: Mild Steel I (E7018)Dokumen41 halamanShielded Metal Arc Welding: Mild Steel I (E7018)greatsteelBelum ada peringkat
- The Iron Puddler My life in the rolling mills and what came of itDari EverandThe Iron Puddler My life in the rolling mills and what came of itBelum ada peringkat
- Energy-Efficient Systems and Benefits of Green ManufacturingDokumen97 halamanEnergy-Efficient Systems and Benefits of Green ManufacturingRajesh ShahBelum ada peringkat
- Introduction To MCMT PPT (Autosaved)Dokumen16 halamanIntroduction To MCMT PPT (Autosaved)Rajesh ShahBelum ada peringkat
- Application - FORM - PHD 2020 PDFDokumen5 halamanApplication - FORM - PHD 2020 PDFRajesh ShahBelum ada peringkat
- Power Plant Engineering: Aditya Engineering College (A) Aditya Engineering College (A)Dokumen82 halamanPower Plant Engineering: Aditya Engineering College (A) Aditya Engineering College (A)Rajesh ShahBelum ada peringkat
- Design and FabricationDokumen31 halamanDesign and FabricationRajesh ShahBelum ada peringkat
- Unit Ii Automated Flow LinesDokumen94 halamanUnit Ii Automated Flow LinesRajesh Shah100% (1)
- Design and FabricationDokumen31 halamanDesign and FabricationRajesh ShahBelum ada peringkat
- II B.tech I Sem JNTUK Final AttendanceDokumen31 halamanII B.tech I Sem JNTUK Final AttendanceRajesh ShahBelum ada peringkat
- Surface Engineering NotesDokumen17 halamanSurface Engineering NotesRajesh Shah0% (1)
- METROLOGY JNTUK Mech III - IIDokumen103 halamanMETROLOGY JNTUK Mech III - IIRajesh Shah0% (3)
- Aditya Engineering College (A) : Lesson PlanDokumen5 halamanAditya Engineering College (A) : Lesson PlanRajesh ShahBelum ada peringkat
- Aim NotesDokumen164 halamanAim NotesRajesh ShahBelum ada peringkat
- II To IV B.tech. II Semester Lesson Plan 2017-18Dokumen6 halamanII To IV B.tech. II Semester Lesson Plan 2017-18Rajesh ShahBelum ada peringkat
- Title Middle Name Mother's Name: Miss AAA AAA AAA Aaa1Dokumen9 halamanTitle Middle Name Mother's Name: Miss AAA AAA AAA Aaa1Rajesh ShahBelum ada peringkat
- Surname First Name Gender: Ms. FemaleDokumen24 halamanSurname First Name Gender: Ms. FemaleRajesh ShahBelum ada peringkat
- High Speed Stir ModelDokumen27 halamanHigh Speed Stir ModelRajesh ShahBelum ada peringkat
- Objective QuestionsDokumen73 halamanObjective QuestionsRajesh ShahBelum ada peringkat
- 6/3/2014 1 Hareesha N G, Dept of Aero Engg, DSCEDokumen41 halaman6/3/2014 1 Hareesha N G, Dept of Aero Engg, DSCERajesh ShahBelum ada peringkat
- Class 18Dokumen51 halamanClass 18Rajesh ShahBelum ada peringkat
- 1 Hareesha N G, Dept of Aero Engg, DSCEDokumen51 halaman1 Hareesha N G, Dept of Aero Engg, DSCERajesh ShahBelum ada peringkat
- Lec 12 - 13 Shaping Planing and Slotting OperationsDokumen36 halamanLec 12 - 13 Shaping Planing and Slotting OperationsAnonymous lTQDM21Belum ada peringkat
- Mechanical Engineering M.Abdul GhoziDokumen4 halamanMechanical Engineering M.Abdul GhoziRizaldy PhoenksBelum ada peringkat
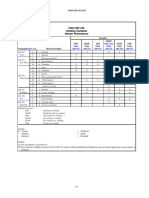
- Table - Qw-416 Welding Variables For Welder PerformanceDokumen1 halamanTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Welding Course NPTELDokumen39 halamanWelding Course NPTELAbhijeetSethi0% (1)
- Welding Procedure Specification PresentasiDokumen3 halamanWelding Procedure Specification PresentasiHASIM HASIMBelum ada peringkat
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDokumen3 halamanDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyBelum ada peringkat
- Smaw NC II PortfollioDokumen170 halamanSmaw NC II PortfollioGMTC TESDABelum ada peringkat
- Welding Procedure Specification (WPS)Dokumen2 halamanWelding Procedure Specification (WPS)Abdulmecit YetisBelum ada peringkat
- Recruitment Requisition - 6G WelderDokumen5 halamanRecruitment Requisition - 6G WelderNAVANEETH NAVANIBelum ada peringkat
- Course File EditED 1.1.1...Dokumen54 halamanCourse File EditED 1.1.1...jyothi bogaBelum ada peringkat
- Section 8 - Arc Equipment and Processes - tcm266-154565Dokumen42 halamanSection 8 - Arc Equipment and Processes - tcm266-154565Maxmore KarumamupiyoBelum ada peringkat
- FGF%TFK Tiati: Ma $I-QtsDokumen32 halamanFGF%TFK Tiati: Ma $I-QtsAmit JainBelum ada peringkat
- Weld Procedure Specification (WPS) : According To Asme IxDokumen1 halamanWeld Procedure Specification (WPS) : According To Asme IxMina Roger Samy50% (2)
- 11 Mma Welding-7Dokumen1 halaman11 Mma Welding-7Dipesh PatelBelum ada peringkat
- 5 Report PDFDokumen35 halaman5 Report PDFyogesh vBelum ada peringkat
- Manual Inmig185Dokumen124 halamanManual Inmig185Daniel RivarolaBelum ada peringkat
- Onex-Wps-100 - Single V - 27-Smaw-Vertical UpDokumen1 halamanOnex-Wps-100 - Single V - 27-Smaw-Vertical Upteopan PanBelum ada peringkat
- UTP Sugar EN 2019 GL 186 Preview PDFDokumen8 halamanUTP Sugar EN 2019 GL 186 Preview PDFMike CheBelum ada peringkat
- WeldingDokumen6 halamanWeldingLokender SinghBelum ada peringkat
- Ae15301-Aircraft Materials and Manufacturing Technology PDFDokumen115 halamanAe15301-Aircraft Materials and Manufacturing Technology PDFDurai Raj Kumar100% (1)
- MT-1 Full NotesDokumen56 halamanMT-1 Full NotesM.Saravana Kumar..M.EBelum ada peringkat
- Fundamentals of Fusion Welding Technology PDFDokumen151 halamanFundamentals of Fusion Welding Technology PDFSgk ManikandanBelum ada peringkat
- Dokumen - Tips Fundamentals of Modern Manufacturing 4th Solution ManualDokumen25 halamanDokumen - Tips Fundamentals of Modern Manufacturing 4th Solution ManualNguyễn Đức MạnhBelum ada peringkat
- 1 - Welding Parameters - Current - MST 4,5,6Dokumen4 halaman1 - Welding Parameters - Current - MST 4,5,6ryan4munar100% (1)
- WeldkgDokumen5 halamanWeldkgalokbdasBelum ada peringkat
- Sag - Smaw NC IiDokumen1 halamanSag - Smaw NC IiPatrick ValderramaBelum ada peringkat
- MTK 1043 Smaw 1Dokumen22 halamanMTK 1043 Smaw 1Mohd Dinie HafiqBelum ada peringkat
- 1-5-6 SprueDokumen45 halaman1-5-6 Sprueuday kiran thagirchiBelum ada peringkat
- Welding of Tool SteelDokumen15 halamanWelding of Tool SteelRonaldo JuniorBelum ada peringkat
- Abrasion Resistance of Fe CR C Coating Deposited by FCAW Welding PR - 2021 - WeaDokumen12 halamanAbrasion Resistance of Fe CR C Coating Deposited by FCAW Welding PR - 2021 - WeaEdsonBelum ada peringkat