Anda mungkin juga menyukai
- Directional DrillingDokumen43 halamanDirectional Drillingasif712Belum ada peringkat
- Welding Manual R01Dokumen185 halamanWelding Manual R01Sitaram JhaBelum ada peringkat
- Motor BookDokumen252 halamanMotor BookKyaw KhBelum ada peringkat
- LT 2021-6847 (Equipment Inspection Report - Crane & Lifting Devices)Dokumen4 halamanLT 2021-6847 (Equipment Inspection Report - Crane & Lifting Devices)michaelBelum ada peringkat
- Welding Manual of Power SectorDokumen184 halamanWelding Manual of Power SectorSiva GanaBelum ada peringkat
- Cpa f1.1 - Business Mathematics & Quantitative Methods - Study ManualDokumen573 halamanCpa f1.1 - Business Mathematics & Quantitative Methods - Study ManualMarcellin MarcaBelum ada peringkat
- 3 - Hdpe - Itp Pipe WeldingDokumen2 halaman3 - Hdpe - Itp Pipe Weldingasif712100% (6)
- NEBOSH AssignmentDokumen46 halamanNEBOSH Assignmentasif712100% (2)
- NEBOSH AssignmentDokumen46 halamanNEBOSH Assignmentasif712100% (2)
- Foam Tank Installation Inspection ReportDokumen13 halamanFoam Tank Installation Inspection ReportspazzbgtBelum ada peringkat
- Welding Repair ProcedureDokumen4 halamanWelding Repair ProcedureRiky SumantriBelum ada peringkat
- Test Bank For Body Structures and Functions 11th Edition Ann ScottDokumen27 halamanTest Bank For Body Structures and Functions 11th Edition Ann Scottpellucidutter.uka6lr100% (38)
- Packing List For GermanyDokumen2 halamanPacking List For GermanyarjungangadharBelum ada peringkat
- Welding QuestionnairesDokumen2 halamanWelding Questionnairesasif712100% (2)
- CSWIP 3.2 ExamDokumen1 halamanCSWIP 3.2 Examasif712Belum ada peringkat
- Painting Report Cd3Dokumen15 halamanPainting Report Cd3sivaBelum ada peringkat
- Contemplation (Murāqaba) and Spiritual Focus/attention (Tawajjuh) in The Pre-Mujaddidi Naqshibandi OrderDokumen5 halamanContemplation (Murāqaba) and Spiritual Focus/attention (Tawajjuh) in The Pre-Mujaddidi Naqshibandi OrderShahmir ShahidBelum ada peringkat
- Boiler SchematicDokumen1 halamanBoiler SchematicChristine GriffithBelum ada peringkat
- APV STD Insp & Test Plan API6D ValvesDokumen4 halamanAPV STD Insp & Test Plan API6D ValvesdbmingoBelum ada peringkat
- CSWIP 3.2 ExamDokumen1 halamanCSWIP 3.2 Examasif712Belum ada peringkat
- 13cr Martensitic Stainless Steel PQR and Wps ReviewDokumen1 halaman13cr Martensitic Stainless Steel PQR and Wps Reviewenels77Belum ada peringkat
- API-571-ecam Questions 2020Dokumen14 halamanAPI-571-ecam Questions 2020asif71267% (3)
- Weld ShrinkageDokumen16 halamanWeld ShrinkageWeff JingBelum ada peringkat
- List of Itp新 for HrsgDokumen16 halamanList of Itp新 for HrsgzhangBelum ada peringkat
- Automatic Tools For High Availability in Postgresql: Camilo Andrés EcheverriDokumen9 halamanAutomatic Tools For High Availability in Postgresql: Camilo Andrés EcheverriRegistro PersonalBelum ada peringkat
- Dosing System Design DescriptionDokumen4 halamanDosing System Design DescriptionHai NguyenBelum ada peringkat
- Stumpp Schuele & Somappa Springs Pvt. LTD.: Internal Particulate Cleanliness Analysis ReportDokumen1 halamanStumpp Schuele & Somappa Springs Pvt. LTD.: Internal Particulate Cleanliness Analysis ReportRajkumar KantiwalBelum ada peringkat
- Design Calculations of Oily Water Separation UnitDokumen7 halamanDesign Calculations of Oily Water Separation UnitMate JamesBelum ada peringkat
- Project Standards and Specifications Steam Boiler Systems Rev01Dokumen12 halamanProject Standards and Specifications Steam Boiler Systems Rev01Tanes SekekulBelum ada peringkat
- Weld Brite TDSDokumen3 halamanWeld Brite TDSrinthusBelum ada peringkat
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDokumen19 halamanASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplBelum ada peringkat
- Full Water Test ProcedureDokumen3 halamanFull Water Test Procedureasmira rosliBelum ada peringkat
- Schedule of Test Welder Qualification:: 041/VIII/STWQ/2014Dokumen2 halamanSchedule of Test Welder Qualification:: 041/VIII/STWQ/2014Muhammad Fitransyah Syamsuar PutraBelum ada peringkat
- (Guide) Steel Compact & Noncompact RequirementDokumen7 halaman(Guide) Steel Compact & Noncompact RequirementShaileshRastogiBelum ada peringkat
- 1 Quality Manual - Cover PageDokumen1 halaman1 Quality Manual - Cover PageSekar KrishBelum ada peringkat
- Hydrostatic Pressure Test Report External Pipeline & Main Pipe Complete With Ferrule and Communication PipeDokumen2 halamanHydrostatic Pressure Test Report External Pipeline & Main Pipe Complete With Ferrule and Communication PipeRohmat HidayatBelum ada peringkat
- Tolerance As Per B16.5Dokumen1 halamanTolerance As Per B16.5Yogendra KumarBelum ada peringkat
- Circularity Inspection Report: Shell Course (LW) CW CWDokumen14 halamanCircularity Inspection Report: Shell Course (LW) CW CWaszlizaBelum ada peringkat
- En 10029 Dimensional TolerancesDokumen1 halamanEn 10029 Dimensional ToleranceswhngomjBelum ada peringkat
- QC Surveillance Report (SR) Circulation Sheet: Cancelled Activity On 017-PRK-31002Dokumen3 halamanQC Surveillance Report (SR) Circulation Sheet: Cancelled Activity On 017-PRK-31002ulfaBelum ada peringkat
- Certificate of Origin Form F For China-Chile FTADokumen2 halamanCertificate of Origin Form F For China-Chile FTAinspectormetBelum ada peringkat
- 8 Material Inspection ReportDokumen1 halaman8 Material Inspection Reportvinson bayBelum ada peringkat
- (Project Name) : Form No. (STR/ DS/ 0030)Dokumen2 halaman(Project Name) : Form No. (STR/ DS/ 0030)Eyad RefaiBelum ada peringkat
- Icr-Pr-18 NDT ProcedureDokumen4 halamanIcr-Pr-18 NDT ProcedureBauyrzhanBelum ada peringkat
- QAP For Conical StrainerDokumen2 halamanQAP For Conical StrainersatishchidrewarBelum ada peringkat
- PQCS Tube Flange Rough - CuttingDokumen1 halamanPQCS Tube Flange Rough - CuttingBalram JiBelum ada peringkat
- Rotary Valves ZRSDokumen7 halamanRotary Valves ZRSkosmcBelum ada peringkat
- DTS - Belt Conveyor Data SheetDokumen3 halamanDTS - Belt Conveyor Data SheetBRUNA NASCIMENTOBelum ada peringkat
- FQP 16.11.18 Vol-I - BoilerDokumen90 halamanFQP 16.11.18 Vol-I - Boilerashis chatterjeeBelum ada peringkat
- Inspectation Test PlanDokumen1 halamanInspectation Test Planazimr157Belum ada peringkat
- (More, Click Here) : Formula For Adjusting The Working Load Limit of A Sling or Sling Leg Used at An AngleDokumen3 halaman(More, Click Here) : Formula For Adjusting The Working Load Limit of A Sling or Sling Leg Used at An Anglegplese0Belum ada peringkat
- INS T 004, Tol - OvalityDokumen4 halamanINS T 004, Tol - OvalityDeepakBelum ada peringkat
- Quality Control For Aluminium Alloy IngotsDokumen1 halamanQuality Control For Aluminium Alloy Ingotsankit kumarBelum ada peringkat
- Pressure Reducing Station Qap Alfa LavalDokumen1 halamanPressure Reducing Station Qap Alfa LavalajmainBelum ada peringkat
- SOP 11 - Lime Stone Circuit OprationDokumen9 halamanSOP 11 - Lime Stone Circuit Oprationfaraz ahmedBelum ada peringkat
- Welding MapDokumen1 halamanWelding MapSriram Vj100% (1)
- Inspection CertificateDokumen1 halamanInspection CertificateAtanasio PerezBelum ada peringkat
- Std-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)Dokumen5 halamanStd-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)airbroomBelum ada peringkat
- Receiving Material Procedure (Done) (Sudah Direvisi)Dokumen8 halamanReceiving Material Procedure (Done) (Sudah Direvisi)Hardika SambilangBelum ada peringkat
- Design List For Hvac Equipments: Project: Hvac System - Living Quarter Bk3-Bk10 VietsovpetroDokumen2 halamanDesign List For Hvac Equipments: Project: Hvac System - Living Quarter Bk3-Bk10 VietsovpetrovamcodongBelum ada peringkat
- DG Log BookDokumen2 halamanDG Log Bookanup_nairBelum ada peringkat
- Rockwool Insulation LRB MatressDokumen1 halamanRockwool Insulation LRB MatressJaveed KhanBelum ada peringkat
- Data Sheet-Coarse Ash PumpDokumen6 halamanData Sheet-Coarse Ash PumpEESL AACBelum ada peringkat
- Original: Mill Test CertificateDokumen3 halamanOriginal: Mill Test CertificateAhmad NafilulhudaBelum ada peringkat
- Atv Projects India LTD Mathura (U.P) : Rotary Kiln (Ø 4.2M)Dokumen2 halamanAtv Projects India LTD Mathura (U.P) : Rotary Kiln (Ø 4.2M)alokbdas100% (1)
- Hydro Test ReportDokumen2 halamanHydro Test ReportAnonymous a8oga83Belum ada peringkat
- ITP Fuel Fillter (J-1001) Rev10+Dokumen9 halamanITP Fuel Fillter (J-1001) Rev10+DjokoBelum ada peringkat
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsDokumen5 halamanWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraBelum ada peringkat
- FORM DimensionalDokumen15 halamanFORM DimensionalAlbet MulyonoBelum ada peringkat
- Excavator CheckDokumen2 halamanExcavator CheckBudi PrayitnoBelum ada peringkat
- PVElite 2K13 + SP2 - 1 - Cara InstallDokumen4 halamanPVElite 2K13 + SP2 - 1 - Cara InstallGonzalo SchmidtBelum ada peringkat
- Inspection Test FormDokumen3 halamanInspection Test FormsreejeshBelum ada peringkat
- Plate Material SpecificationDokumen8 halamanPlate Material SpecificationKarthic KeyanBelum ada peringkat
- Inspection Plan NDTDokumen7 halamanInspection Plan NDTEdison WalitBelum ada peringkat
- Rules For Pipes P1Dokumen10 halamanRules For Pipes P1asif712Belum ada peringkat
- Furnace PresentationDokumen37 halamanFurnace Presentationasif712Belum ada peringkat
- Commodity CodesDokumen116 halamanCommodity Codesasif712Belum ada peringkat
- Qms Guidelines Aug 13 0Dokumen23 halamanQms Guidelines Aug 13 0asif712Belum ada peringkat
- Highlight FlowchartDokumen1 halamanHighlight Flowchartasif712Belum ada peringkat
- Group Health PolicyDokumen37 halamanGroup Health Policyasif7120% (1)
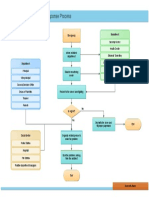
- University F Merge Ncy Response ProcessDokumen1 halamanUniversity F Merge Ncy Response Processasif712Belum ada peringkat
- Unit 12 BriefDokumen7 halamanUnit 12 Briefapi-477397447Belum ada peringkat
- 2 MercaptoEthanolDokumen8 halaman2 MercaptoEthanolMuhamad ZakyBelum ada peringkat
- Case Study 1 HRM in PandemicDokumen2 halamanCase Study 1 HRM in PandemicKristine Dana LabaguisBelum ada peringkat
- Practical Search Techniques in Path Planning For Autonomous DrivingDokumen6 halamanPractical Search Techniques in Path Planning For Autonomous DrivingGergely HornyakBelum ada peringkat
- Final ExamDokumen2 halamanFinal ExamblacmsBelum ada peringkat
- British Airways Culture and StructureDokumen29 halamanBritish Airways Culture and Structure陆奕敏Belum ada peringkat
- თინათინ ზურაბიშვილი, თვისებრივი მეთოდებიDokumen111 halamanთინათინ ზურაბიშვილი, თვისებრივი მეთოდებიNino LomaiaBelum ada peringkat
- 12.3 What Is The Nomenclature System For CFCS/HCFCS/HFCS? (Chemistry)Dokumen3 halaman12.3 What Is The Nomenclature System For CFCS/HCFCS/HFCS? (Chemistry)Riska IndriyaniBelum ada peringkat
- Bulletin - February 12, 2012Dokumen14 halamanBulletin - February 12, 2012ppranckeBelum ada peringkat
- Marshall Mix Design (Nptel - ceTEI - L26 (1) )Dokumen7 halamanMarshall Mix Design (Nptel - ceTEI - L26 (1) )andrewcwng0% (1)
- Case Study 17 TomDokumen7 halamanCase Study 17 Tomapi-519148723Belum ada peringkat
- CHAPTER 2 (C) Innovation in EntrepreneurDokumen36 halamanCHAPTER 2 (C) Innovation in EntrepreneurHuiLingBelum ada peringkat
- Faculty of AyurvedaDokumen9 halamanFaculty of AyurvedaKirankumar MutnaliBelum ada peringkat
- STRESS HealthDokumen40 halamanSTRESS HealthHajra KhanBelum ada peringkat
- High School Department PAASCU Accredited Academic Year 2017 - 2018Dokumen6 halamanHigh School Department PAASCU Accredited Academic Year 2017 - 2018Kevin T. OnaroBelum ada peringkat
- Application of SPACE MatrixDokumen11 halamanApplication of SPACE Matrixdecker444975% (4)
- Ip TunnelingDokumen15 halamanIp TunnelingBon Tran HongBelum ada peringkat
- This Study Resource Was: MCV4U Exam ReviewDokumen9 halamanThis Study Resource Was: MCV4U Exam ReviewNathan WaltonBelum ada peringkat
- Alfa Laval Aalborg Os Tci Marine BoilerDokumen2 halamanAlfa Laval Aalborg Os Tci Marine Boilera.lobanov2020Belum ada peringkat
- Data Abstraction and Problem Solving With C Walls and Mirrors 6th Edition Carrano Solutions ManualDokumen36 halamanData Abstraction and Problem Solving With C Walls and Mirrors 6th Edition Carrano Solutions Manualallocaturnonylgvtt100% (12)
- Po 4458 240111329Dokumen6 halamanPo 4458 240111329omanu79Belum ada peringkat
- Masters Thesis Benyam 2011Dokumen156 halamanMasters Thesis Benyam 2011TechBoy65Belum ada peringkat
- Calculating Staff Strength:: Find Latest Hospitality Resources atDokumen8 halamanCalculating Staff Strength:: Find Latest Hospitality Resources atPriyanjali SainiBelum ada peringkat
- South San Francisco Talks Plans For Sports Park ImprovementsDokumen32 halamanSouth San Francisco Talks Plans For Sports Park ImprovementsSan Mateo Daily JournalBelum ada peringkat