Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Scarlet Ibis TestDokumen5 halamanThe Scarlet Ibis TestAlan Florence50% (2)
- The Bralette, Perfect Undergarment For Summer: You Can Read More About This Pattern Over at So Sew EasyDokumen8 halamanThe Bralette, Perfect Undergarment For Summer: You Can Read More About This Pattern Over at So Sew EasyPamelaBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Daemornia - Core RulebookDokumen219 halamanDaemornia - Core RulebookVEX - HAN - 092Belum ada peringkat
- Media and Information LiteracyDokumen11 halamanMedia and Information Literacywewe.trillanesBelum ada peringkat
- 555 Ignition Coil DriverDokumen3 halaman555 Ignition Coil Drivertim schroderBelum ada peringkat
- MGP7711-Conan Pocket Edition PDFDokumen394 halamanMGP7711-Conan Pocket Edition PDFHans Petersson100% (4)
- Prescribed Books FrenchDokumen7 halamanPrescribed Books Frenchplaaspaddas3Belum ada peringkat
- David Lodge - Hotel Des BoobsDokumen5 halamanDavid Lodge - Hotel Des BoobsAdelina TeodoraBelum ada peringkat
- How Transformers Work: A Guide to Their Basic Principles and ApplicationsDokumen15 halamanHow Transformers Work: A Guide to Their Basic Principles and Applicationstim schroderBelum ada peringkat
- Car Tank Water Sensor CircuitDokumen2 halamanCar Tank Water Sensor Circuittim schroderBelum ada peringkat
- How Transformers Work: A Guide to Their Basic Principles and ApplicationsDokumen15 halamanHow Transformers Work: A Guide to Their Basic Principles and Applicationstim schroderBelum ada peringkat
- Anti-Theft Car Alarm CircuitDokumen1 halamanAnti-Theft Car Alarm Circuittim schroderBelum ada peringkat
- Electronic Thermostat Circuit Using TransistorsDokumen2 halamanElectronic Thermostat Circuit Using Transistorstim schroderBelum ada peringkat
- Temperature Meter CircuitDokumen1 halamanTemperature Meter Circuittim schroderBelum ada peringkat
- Temperature Gauge Circuit Using LM324 ICDokumen3 halamanTemperature Gauge Circuit Using LM324 ICtim schroderBelum ada peringkat
- Temperature Gauge Circuit Using LM324 ICDokumen3 halamanTemperature Gauge Circuit Using LM324 ICtim schroderBelum ada peringkat
- Heat Sensor Circuit PDFDokumen1 halamanHeat Sensor Circuit PDFtim schroderBelum ada peringkat
- 10 LED Tachometer CircuitDokumen5 halaman10 LED Tachometer Circuittim schroderBelum ada peringkat
- Car Battery Monitor Circuit Using 4 LEDsDokumen3 halamanCar Battery Monitor Circuit Using 4 LEDstim schroderBelum ada peringkat
- How To Make A Police Style Strobe Light CircuitDokumen3 halamanHow To Make A Police Style Strobe Light Circuittim schroderBelum ada peringkat
- Heat Sensor Circuit PDFDokumen1 halamanHeat Sensor Circuit PDFtim schroderBelum ada peringkat
- Car Fan Speed ControllerDokumen2 halamanCar Fan Speed Controllertim schroderBelum ada peringkat
- Automatic Fan ControllerDokumen1 halamanAutomatic Fan Controllertim schroderBelum ada peringkat
- Temperature Controlled DC Fan Circuit Keeps Electronics CoolDokumen1 halamanTemperature Controlled DC Fan Circuit Keeps Electronics Cooltim schroderBelum ada peringkat
- Automatic Headlight Brightness SwitchDokumen1 halamanAutomatic Headlight Brightness Switchtim schroderBelum ada peringkat
- High Temperature Alarm CircuitDokumen1 halamanHigh Temperature Alarm Circuittim schroderBelum ada peringkat
- Temperature MonitorDokumen1 halamanTemperature Monitortim schroderBelum ada peringkat
- Time Delay Relay PDFDokumen1 halamanTime Delay Relay PDFtim schroderBelum ada peringkat
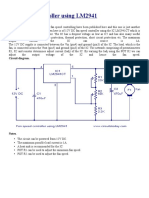
- Fan Speed Controller Using LM2941Dokumen1 halamanFan Speed Controller Using LM2941tim schroderBelum ada peringkat
- Touch SwitchDokumen3 halamanTouch Switchtim schroderBelum ada peringkat
- Police Car Lights With LEDsDokumen1 halamanPolice Car Lights With LEDstim schroderBelum ada peringkat
- Time Delay RelayDokumen1 halamanTime Delay Relaytim schroder100% (1)
- On-Off Temperature Control PDFDokumen1 halamanOn-Off Temperature Control PDFtim schroderBelum ada peringkat
- On Off TemperatureDokumen2 halamanOn Off TemperatureDipesh HandaBelum ada peringkat
- On-Off Temperature ControlDokumen1 halamanOn-Off Temperature Controltim schroderBelum ada peringkat
- Anti-Theft Car Alarm CircuitDokumen1 halamanAnti-Theft Car Alarm Circuittim schroderBelum ada peringkat
- 12V Car Battery MonitorDokumen1 halaman12V Car Battery Monitortim schroderBelum ada peringkat
- Log Cat 1705805683197Dokumen41 halamanLog Cat 1705805683197apatkalidBelum ada peringkat
- Rosario - Software ApplicationDokumen12 halamanRosario - Software ApplicationJoan RosarioBelum ada peringkat
- Sherlock Holmes and The Strange MR Angel TEXTDokumen15 halamanSherlock Holmes and The Strange MR Angel TEXTPaulo ShimidtBelum ada peringkat
- Operating Limits and Controls for Hydroplus BoostersDokumen28 halamanOperating Limits and Controls for Hydroplus BoostersPepe PintoBelum ada peringkat
- Learnovate Task No. - 05 - Nikita DakiDokumen14 halamanLearnovate Task No. - 05 - Nikita DakiNikita Daki100% (1)
- QPDokumen3 halamanQPlandscapesinthemistBelum ada peringkat
- Gymnastics Module2 1stsemDokumen23 halamanGymnastics Module2 1stsemJhon Cleoh DiasaBelum ada peringkat
- Childhood: A Selection of Short MonologuesDokumen5 halamanChildhood: A Selection of Short MonologuesRaef SabryBelum ada peringkat
- Lights and Shapes DefinitionsDokumen18 halamanLights and Shapes Definitionsarif kamaruddinBelum ada peringkat
- Review 3 Two LolitasDokumen4 halamanReview 3 Two Lolitaslabiba saeedBelum ada peringkat
- Workout Routine - Arnold SchwarzeneggerDokumen21 halamanWorkout Routine - Arnold SchwarzeneggerW Martin Canales AyalaBelum ada peringkat
- Shamela EssayDokumen3 halamanShamela EssayMauro AyalaBelum ada peringkat
- Legenda Telaga WarnaDokumen14 halamanLegenda Telaga WarnaAulia LiaBelum ada peringkat
- Ricoh 3035 - 3045 SMDokumen497 halamanRicoh 3035 - 3045 SMJoseph AlbertBelum ada peringkat
- Fuelfocus™ Programmer User Manual Revision A00 April 2020: All Rights ReservedDokumen40 halamanFuelfocus™ Programmer User Manual Revision A00 April 2020: All Rights ReservedRamonBelum ada peringkat
- Exercises About Simple Past TenseDokumen4 halamanExercises About Simple Past TenseDavid CastilloBelum ada peringkat
- Amr Badr ResumeDokumen4 halamanAmr Badr ResumeInframeProductionsBelum ada peringkat
- A Written Report On The Country of Usa: Dave S. Julian WGEO 211 HRM 2Y1-1 Ms. Sandra PepitoDokumen28 halamanA Written Report On The Country of Usa: Dave S. Julian WGEO 211 HRM 2Y1-1 Ms. Sandra PepitoDaniel JulianBelum ada peringkat
- Presentation 2Dokumen7 halamanPresentation 2tassfie98Belum ada peringkat
- Inquiry/Order: Your Contact Partner at SEWDokumen3 halamanInquiry/Order: Your Contact Partner at SEWAnonymous 9ZSghmBelum ada peringkat
- Future Time ClausesDokumen3 halamanFuture Time ClausesLisania Maria Jimenez MendozaBelum ada peringkat
- HERE AGAIN LIVE CHORDS by Elevation Worship @Dokumen1 halamanHERE AGAIN LIVE CHORDS by Elevation Worship @Jay CordovaBelum ada peringkat
- Final PPT ServicesDokumen32 halamanFinal PPT ServicesshomiyaBelum ada peringkat