Anda mungkin juga menyukai
- Poka YokeDokumen1 halamanPoka YokenadiaBelum ada peringkat
- Analisis Señal A RuidoDokumen9 halamanAnalisis Señal A RuidoCharly Gonzales UzumBelum ada peringkat
- Unidad 3 La NegociaciónDokumen11 halamanUnidad 3 La NegociaciónMargarita MelgozaBelum ada peringkat
- CalidadTotalDokumen5 halamanCalidadTotalEduardo Felipe Medel ValenzuelaBelum ada peringkat
- Evolución funciones compras abastecimientos estructuras socioeconómicasDokumen6 halamanEvolución funciones compras abastecimientos estructuras socioeconómicasLesly Leonor Moctezuma VelezBelum ada peringkat
- Investigación Unidad 1 Medicion y Mejoramiento de La ProductividadDokumen17 halamanInvestigación Unidad 1 Medicion y Mejoramiento de La ProductividadProducciones MazFelBelum ada peringkat
- Conclusión Unidad 5Dokumen6 halamanConclusión Unidad 5SanthosUhmBelum ada peringkat
- Plan Maestro de Producción: guía completaDokumen80 halamanPlan Maestro de Producción: guía completaFabiola Barrera LópezBelum ada peringkat
- Unidad 6 Cadena de Suministros 6.3 y 6.4Dokumen8 halamanUnidad 6 Cadena de Suministros 6.3 y 6.4Francisco Ríos Resendiz100% (1)
- Herramientas Tecnológicas en Los Procesos LogísticosDokumen2 halamanHerramientas Tecnológicas en Los Procesos LogísticosDaniel De Arcos PeñaBelum ada peringkat
- U1 PDFDokumen6 halamanU1 PDFVictor M. Del Angel EsquivelBelum ada peringkat
- Reporte de Investigación Taller de Investigación Ii Tema IDokumen2 halamanReporte de Investigación Taller de Investigación Ii Tema IRodrigoChayBelum ada peringkat
- Problemas U3 Tiempo de Agotamiento de PrácticaDokumen4 halamanProblemas U3 Tiempo de Agotamiento de PrácticaNohemi Rodriguez100% (1)
- Diseño y desarrollo del proceso de producciónDokumen19 halamanDiseño y desarrollo del proceso de producciónSecondstoMars92Belum ada peringkat
- Trabajo de Investigacion de InventariosDokumen7 halamanTrabajo de Investigacion de InventariosBrandon Arellano UgaldeBelum ada peringkat
- 5.2 Fuentes y Estructura de Financiamiento: en Este Caso Las Fuentes Son ExternasDokumen1 halaman5.2 Fuentes y Estructura de Financiamiento: en Este Caso Las Fuentes Son ExternasKarla Olivares100% (1)
- Lean Manufacturing herramientasDokumen5 halamanLean Manufacturing herramientaskarla paola contrerasBelum ada peringkat
- Ejercicio Propuesto Basico MRPDokumen2 halamanEjercicio Propuesto Basico MRPHuevito KinderBelum ada peringkat
- Ingenieria de Sistemas Unidad 5Dokumen11 halamanIngenieria de Sistemas Unidad 5Gera MonroyBelum ada peringkat
- Análisis Comparativo de Los ModelosDokumen2 halamanAnálisis Comparativo de Los ModelossantiBelum ada peringkat
- TECNOLOGICO NACIONAL DE MEXICO CONCEPTOS DE INGENIERIA DE SERVICIOSDokumen7 halamanTECNOLOGICO NACIONAL DE MEXICO CONCEPTOS DE INGENIERIA DE SERVICIOSMaria de Jesus VazquezBelum ada peringkat
- Enfoque Sistemico LapizDokumen2 halamanEnfoque Sistemico LapizEddy Cuellar MartinezBelum ada peringkat
- Cuadro Comparativo de Los Sistemas de ProduccionDokumen1 halamanCuadro Comparativo de Los Sistemas de Produccionmarco cuevasBelum ada peringkat
- Unidad III Programación de La ProducciónDokumen4 halamanUnidad III Programación de La ProducciónEli Caamal CastilloBelum ada peringkat
- Contexto y Filosofía Del Sistema JitDokumen4 halamanContexto y Filosofía Del Sistema JitFelimundo MendozaBelum ada peringkat
- Control RemotoDokumen3 halamanControl RemotoHector Sandoval MonzonBelum ada peringkat
- Requerimientos tecnológicos diseño trabajo tradicionalDokumen3 halamanRequerimientos tecnológicos diseño trabajo tradicionalRoberto BarrerasBelum ada peringkat
- Almacenes Jit y Kanban (Millan Sarmiento Victor Guadalupe)Dokumen3 halamanAlmacenes Jit y Kanban (Millan Sarmiento Victor Guadalupe)Victor Millan100% (2)
- Tabla ComparativaDokumen9 halamanTabla ComparativaKenya NTBelum ada peringkat
- Principios del toyotismo: kaizen, genchi genbutsu y kanbanDokumen4 halamanPrincipios del toyotismo: kaizen, genchi genbutsu y kanbanArnaldo Toledo ContrerasBelum ada peringkat
- 2.4 CargaDokumen10 halaman2.4 CargaYarilyn LunaBelum ada peringkat
- Características Del KANBANDokumen5 halamanCaracterísticas Del KANBANClauSam Uribe San JuanBelum ada peringkat
- Instituto Tecnologico de HuatabampoDokumen12 halamanInstituto Tecnologico de HuatabampoTanya Mora GómezBelum ada peringkat
- Proceso para La Gestión de Auditoría Conforme A La Norma ISODokumen6 halamanProceso para La Gestión de Auditoría Conforme A La Norma ISOStarkream28Belum ada peringkat
- Dialnet KaizenUnCasoDeEstudio 4541604Dokumen6 halamanDialnet KaizenUnCasoDeEstudio 4541604Gloria Guadalupe Morales PilladoBelum ada peringkat
- Diseño de cadenas de suministroDokumen7 halamanDiseño de cadenas de suministroLuis Ángel Hernández AlejandreBelum ada peringkat
- Six Sigma Vs Manufactura EsbeltaDokumen6 halamanSix Sigma Vs Manufactura EsbeltaItzayana Niiño100% (1)
- Minitab Estudios de Capacidad EJERCICIOSDokumen2 halamanMinitab Estudios de Capacidad EJERCICIOSajmolinuevoBelum ada peringkat
- Sistemas de manufactura avanzadaDokumen28 halamanSistemas de manufactura avanzadaJesus Ali100% (2)
- Actividad 5 Interpretar La Ley de Operación AduaneraDokumen6 halamanActividad 5 Interpretar La Ley de Operación AduaneraJosé Martínez100% (1)
- Unidad IV Planeación FinancieraDokumen29 halamanUnidad IV Planeación FinancieraAngel Domingo DesBelum ada peringkat
- Comparación entre métodos de diseño y pensamiento creativoDokumen2 halamanComparación entre métodos de diseño y pensamiento creativoDaniel RodriguezBelum ada peringkat
- Cuadro Doble Entrada - Felipe Hiram Concepcion TorresDokumen1 halamanCuadro Doble Entrada - Felipe Hiram Concepcion TorresFelipe Hiram Concepcion Torres100% (1)
- El RecursoDokumen7 halamanEl RecursoJacke VillagranBelum ada peringkat
- Valor Esperado, Arboles de DecisiónDokumen3 halamanValor Esperado, Arboles de DecisiónL Manuel CruzBelum ada peringkat
- Admin de Operaciones IIDokumen6 halamanAdmin de Operaciones IIfernando kingBelum ada peringkat
- 1.5 Planificación de Recursos Empresariales (ERP) .Dokumen13 halaman1.5 Planificación de Recursos Empresariales (ERP) .Galu Acuña NietoBelum ada peringkat
- Plan Maestro de ProduccionDokumen20 halamanPlan Maestro de ProduccionJuan Carlos SantosBelum ada peringkat
- La Reingenieria en La InformaticaDokumen8 halamanLa Reingenieria en La InformaticaMarks Sporting CristalBelum ada peringkat
- Cuadro ComparativoDokumen2 halamanCuadro ComparativoAlejandro Méndez SegoviaBelum ada peringkat
- Distribución oficinas factor claveDokumen3 halamanDistribución oficinas factor claveAracelyBelum ada peringkat
- Unidad II Planeacion EstrategicaDokumen2 halamanUnidad II Planeacion EstrategicaOliverth David Chable OliveraBelum ada peringkat
- 2.2 Reingenieria y LogisticaDokumen3 halaman2.2 Reingenieria y Logisticaescobar peraltaBelum ada peringkat
- Negocio a Gobierno B2G marketingDokumen2 halamanNegocio a Gobierno B2G marketingRaul SarmientoBelum ada peringkat
- Actividad 2 T1 PDFDokumen5 halamanActividad 2 T1 PDFEddy CarreonBelum ada peringkat
- Plan Maestro de Producción (Mapa Conceptual)Dokumen4 halamanPlan Maestro de Producción (Mapa Conceptual)Francisco GalvanBelum ada peringkat
- Futuro Relaciones IndustrialesDokumen12 halamanFuturo Relaciones IndustrialesWilkins Rojas100% (1)
- MRP I y IIDokumen10 halamanMRP I y IIsilvermcd1Belum ada peringkat
- Plan Maestro y MRPDokumen43 halamanPlan Maestro y MRPPedro Andres Zuñiga TorresBelum ada peringkat
- Semana 02 Tecnologias Emergentes PARTE IDokumen24 halamanSemana 02 Tecnologias Emergentes PARTE IJefferson DmbBelum ada peringkat
- Bitácora TransportesDokumen1 halamanBitácora TransportesRkoValadezBelum ada peringkat
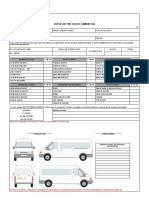
- Check List - Camionetas, Bus, Salida, Manifiesto PasajerosDokumen4 halamanCheck List - Camionetas, Bus, Salida, Manifiesto PasajerosRkoValadezBelum ada peringkat
- Actividades AcuáticasDokumen1 halamanActividades AcuáticasRkoValadezBelum ada peringkat
- Reporte Técnico RestaurantDokumen55 halamanReporte Técnico RestaurantRkoValadezBelum ada peringkat
- Evaluacion de La Textura de Suelo en CampoDokumen4 halamanEvaluacion de La Textura de Suelo en CampoRkoValadezBelum ada peringkat
- City Tours CancunDokumen1 halamanCity Tours CancunRkoValadezBelum ada peringkat
- XAVAGEDokumen4 halamanXAVAGERkoValadezBelum ada peringkat
- Aduanas-Importación y ExportaciónDokumen28 halamanAduanas-Importación y ExportaciónRkoValadezBelum ada peringkat
- Análisis e Interpretación de Estados FinancierosDokumen15 halamanAnálisis e Interpretación de Estados FinancierosRkoValadezBelum ada peringkat
- KanbanDokumen8 halamanKanbanVictorio ZPBelum ada peringkat
- Gestión de La ProducciónDokumen19 halamanGestión de La ProducciónRkoValadezBelum ada peringkat
- Gestión de La ProducciónDokumen19 halamanGestión de La ProducciónRkoValadezBelum ada peringkat
- Plan de NegociosDokumen14 halamanPlan de NegociosRkoValadezBelum ada peringkat
- Investigacion Cualitativa y CuantitativaDokumen17 halamanInvestigacion Cualitativa y CuantitativaRkoValadezBelum ada peringkat
- Gestión Del Capital HumanoDokumen14 halamanGestión Del Capital HumanoRkoValadezBelum ada peringkat
- Tipos de OrganizaciónDokumen5 halamanTipos de OrganizaciónRkoValadezBelum ada peringkat
- Estudio Técnico y de Impacto AmbientalDokumen13 halamanEstudio Técnico y de Impacto AmbientalRkoValadezBelum ada peringkat
- Cálculo factores productivosDokumen17 halamanCálculo factores productivosDavid F Villanueva100% (1)
- Actividad 1 Entorno Del MarketingDokumen5 halamanActividad 1 Entorno Del MarketingzenaidaBelum ada peringkat
- Base de Datos Ana MariaDokumen6 halamanBase de Datos Ana MariaMarcos uriel hernandez bautistaBelum ada peringkat
- De 2Dokumen4 halamanDe 2Hernan FerroBelum ada peringkat
- EL AGRICULTOR Tarea 21.08.2020Dokumen3 halamanEL AGRICULTOR Tarea 21.08.2020David HeraldoBelum ada peringkat
- Informe Administracion EmpresasDokumen17 halamanInforme Administracion EmpresasVictor Alonso AzocarBelum ada peringkat
- Laboratorio Elec-002Dokumen12 halamanLaboratorio Elec-002Edgar Santiago Gomez AguirreBelum ada peringkat
- UnadmDokumen4 halamanUnadmhectorBelum ada peringkat
- 02 Sistemas de Potencia ContenidoDokumen2 halaman02 Sistemas de Potencia Contenidoyo mismoBelum ada peringkat
- Plan de Capacitación en Comunicación Interna y ExternaDokumen4 halamanPlan de Capacitación en Comunicación Interna y ExternaDagoBelum ada peringkat
- Muñeca MarimarDokumen4 halamanMuñeca MarimarCARLETE CACA100% (1)
- Modelo Escritura de Fusión Por Absorción en El SalvadorDokumen8 halamanModelo Escritura de Fusión Por Absorción en El SalvadorbrendfmejiaBelum ada peringkat
- Proyecto Anexion de Area Urbana y Asignacion de ZonificacionDokumen15 halamanProyecto Anexion de Area Urbana y Asignacion de ZonificacionGuillermo Cabrerar RBelum ada peringkat
- CV Dayana UgarteDokumen5 halamanCV Dayana UgarteDayana Stefany UgarteBelum ada peringkat
- Lista de Referencias APADokumen9 halamanLista de Referencias APAelgrandulonBelum ada peringkat
- Cartas de Compromiso (Miembros de Seccional) 2022-1Dokumen2 halamanCartas de Compromiso (Miembros de Seccional) 2022-1jose menizBelum ada peringkat
- Informacion Paquete de Maternidad 2022 (v1)Dokumen3 halamanInformacion Paquete de Maternidad 2022 (v1)Alan HerreraBelum ada peringkat
- Capacidades de Llenado 730Dokumen1 halamanCapacidades de Llenado 730Miguel GuerreroBelum ada peringkat
- Tema 9. - Jarabes y Disoluciones OralesDokumen62 halamanTema 9. - Jarabes y Disoluciones OralesroxanaBelum ada peringkat
- Actividad 2 - Bloques Económicos - 624Dokumen6 halamanActividad 2 - Bloques Económicos - 624Edwin FNBelum ada peringkat
- Tesis Ecuador PDFDokumen165 halamanTesis Ecuador PDFBrayan D. Vergara PoloBelum ada peringkat
- Caso Practico Resuelto de Crédito Documentario - JADokumen5 halamanCaso Practico Resuelto de Crédito Documentario - JAJavier MárquezBelum ada peringkat
- EPP Seguridad Riesgo EléctricoDokumen29 halamanEPP Seguridad Riesgo EléctricoMaximiliano LunaBelum ada peringkat
- Ova Semana 5 Sesión 2 Pres Emp Presupuesto de Requerimientos de MaterialesDokumen4 halamanOva Semana 5 Sesión 2 Pres Emp Presupuesto de Requerimientos de MaterialesAna AgredaBelum ada peringkat
- Empoderamiento Emprendedor_ El Libro de Negocios PREFERIDO por Emprendedores y Empresarios EXITOSOS._ Mucho allá del Plan de Negocios aqui conocerás como ... EMPRENDIMIENTO IMPARABLE. (Spanish Edition).pdfDokumen172 halamanEmpoderamiento Emprendedor_ El Libro de Negocios PREFERIDO por Emprendedores y Empresarios EXITOSOS._ Mucho allá del Plan de Negocios aqui conocerás como ... EMPRENDIMIENTO IMPARABLE. (Spanish Edition).pdfMónica Reyes Mora67% (3)
- Estudios de Flujo de Carga y Coordinacion de Protecciones para El Centro Comercial Sambil San CristobalDokumen168 halamanEstudios de Flujo de Carga y Coordinacion de Protecciones para El Centro Comercial Sambil San CristobalGualaBelum ada peringkat
- Las VacacionesDokumen17 halamanLas VacacionesViviana Eunice ValdezBelum ada peringkat
- Diccionario Financiero - AdicaeDokumen68 halamanDiccionario Financiero - AdicaeEduar Irigoin VasquezBelum ada peringkat
- Captura de Pantalla 2022-12-21 A La(s) 10.45.23 P.M.Dokumen1 halamanCaptura de Pantalla 2022-12-21 A La(s) 10.45.23 P.M.Camila GomezBelum ada peringkat
- Fracasos de Una Mala Administración en Consultorio DentalDokumen52 halamanFracasos de Una Mala Administración en Consultorio DentalAdriana Kar ArriagaBelum ada peringkat